Навигация
Разработка рабочих чертежей деталей штампа
37224
знака
6
таблиц
2
изображения
3.5 Разработка рабочих чертежей деталей штампа
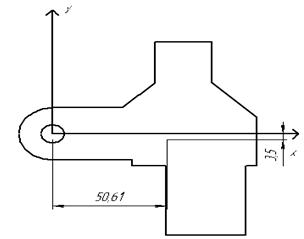
Для разработки приняты рабочие детали штампа для вытяжки с утонением: пуансон и матрица, т.к. они являются тему деталями, которые формируют геометрию и размеры получаемой детали: матрица вытяжная и пуансон вытяжной.
Также принята к разработке пуансон-матрица для обжима горловины колпачка.
3.6 Описание конструкций штампов
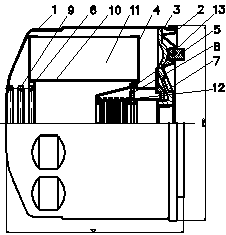
В верхнем положении штампа исходная полоса 9 подаётся вдоль направляющих линеек 4 до упора 5. Затем происходит рабочий ход пресса, начинается вырубка круглой заготовки из полосы 9 в матрице 3, затем вырубленная заготовка упирается в пуансон 1 и начинается вытяжка цилиндрического стакана, прижим в это время опускается вниз и прижимает заготовку от буфера пресса. В конце рабочего хода пуансон 1 поднимается вверх, в нём остаётся отштампованная деталь, которая в последующем выталкивается выталкивателем 7, который находится в отверстии хвостовика пресса.
В верхнем положении ползуна пресса исходная заготовка в виде колпачка с постоянной толщиной стенки устанавливается в кольцо 3, затем происходит опускание ползуна пресса и заготовка проходит сквозь матрицы 8 и 10, где происходит утонение стенок, затем ползушки 11 отпружиниваются и при обратном ходе пуансона снимаются с него. Деталь удаляется в подштамповое пространство сквозь отверстие в плите пресса.
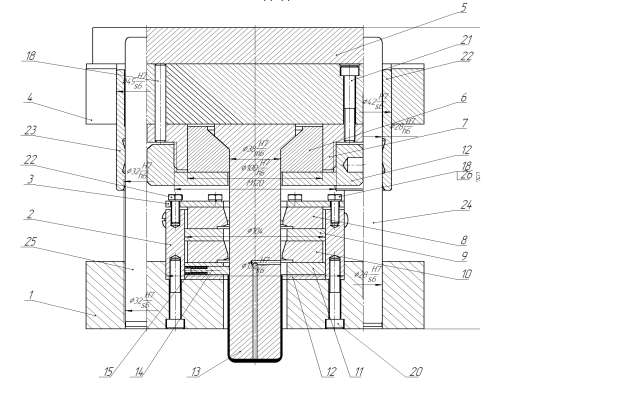
Рисунок 3.1 – Эскиз штампа для вытяжки с утонением
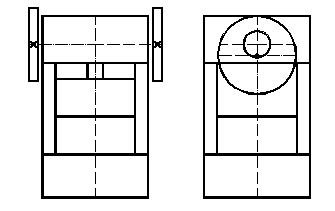
При верхнем положении ползуна пресса исходная заготовка в виде колпачка с утоненными стенками с помощью пинцета устанавливается в рабочую область штампа. Затем происходит опускание ползуна пресса и обжим 4 начинает сдвигать прижимы 3 навстречу друг другу, что приводит к центрированию и зажатию заготовки в рабочей области штампа, затем происходит обжатие заготовки пуансон-матрицей 5 и одновременное сжатие пружин обжима 9 и пружины 7 выталкивателя 6. После прохождения рабочего хода пуансон матрица 5 поднимается вверх и отштампованная заготовка выпадает в область штампа под действием выталкивателя 6.
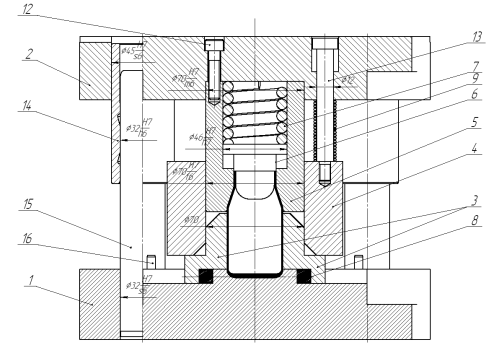
Рисунок 3.7 – Эскиз штампа для обжима
4. Механизация и автоматизация процесса листовой штамповки
4.1 Механизация и автоматизация подачи материала заготовок
Для штампа вырубки и вытяжки применяют валковую подачу полосы в рабочую область штампа. Для штампа вытяжки с утонением имеется возможность применения шиберной подачи. Штамп для обжима горловины колпачка не имеет возможности применения устройств автоматизации.
4.2 Механизация и автоматизация удаления полуфабрикатов
Удаление колпачка в штампе после вытяжки с утонением материала производится на провал под стол пресса в ящики, которые в последствии заменяются на пустые.
Штамп для обжима горловины колпачка может иметь только ручное удаление детали.
5. Техника безопасности
Особое внимание при конструировании прессов и штампов уделяется системе ограждения штампового пространства, так как в этой зоне максимальное число травм. Штамповое пространство ограждается решетками. Для защиты персонала используют блокирующие устройства, основной деталью которой являются фотоэлектрические датчики, расположенные в штамповом пространстве. Они дают команду на мгновенную остановку пресса при попадании в зону руки. Кроме того, в прессах используют двурукое включение. Здесь необходимо использовать педаль выше пола на 100 мм.
Также необходимо следить за уровнем освещенности на рабочем месте, ибо плохая освещенность может привести к различным видам травм.
6. Организация рабочего места
Надлежащая организация производства и правильное использование цеховых транспортных средств невозможны без правильно выбранной производственной тары. Необходимо пользоваться специально разработанной металлической тарой, рассчитанной для данной продукции и для применяемых транспортных средств. Пользоваться случайной деревянной тарой не рекомендуется. Металлическая тара должна быть приспособлена для многоярусного хранения груза, для подъема и перемещения автопогрузчиком, штабелером или краном.
В организацию рабочего места штамповщика входят:
- правильная и наиболее удобная планировка рабочего места, включая способы и места укладки заготовок, готовых изделий и отходов;
- необходимая подготовка материалов и полуфабрикатов;
- обеспечение рабочего места вспомогательным инструментом;
- содержание в исправности и рабочей готовности пресса и штампы;
- содержание рабочего места в чистоте т порядке.
Планировка и организация рабочего места зависят от вида и размеров заготовки (полоса, лента, лист, штучный полуфабрикат), степени механизации работ и степени механизации работ и способа подачи заготовок (ручная, автоматическая), способа удаления деталей (на провал, с обратным выталкиванием и ручным удалением, с автоматическим удалением – сбрасыванием), типа пресса (вертикальный, наклоняемый, одностоечный, двустоечный закрытый…), мощности (усилия) пресса и размеров штампуемых деталей.
Выводы
В ходе выполнения курсового проекта была проанализирована технологичность детали типа «Гильза», выполнен анализ вариантов изготовления данной детали. В результате анализа для производства детали был выбран комплект штампов, состоящий из штампа для вырубки и вытяжки, штампа для вытяжки с утонением, а также обжимного штампа.
Проведен расчет исполнительных размеров пуансонов и матриц, а также выполнены расчеты буферных устройств и проверочные расчеты пуансонов, на ЭВМ был выполнен расчет оптимального листа для штамповки, а также другие вспомогательные расчёты.
Данная технология изготовления детали предусматривает проведение 2 рекристаллизационных отжигов.
Перечень ссылок
1. И.П. Ренне, Б.Н. Любарский, В.Н. Поляков, В.М. Губин, А.К. Педан, Прогрессивная технология изготовления полых стальных цилиндрических заготовок// Кузнечно-штамповочное производство. -1969 г. № 8– с. 46-47
2. И.М. Жвик, А.С. Шаров, Повышение точности и степени деформации при вытяжке с утонением// Кузнечно-штамповочное производство. -1975 г. № 2– с. 20-21
3. Е.Ю. Береговая, С.И. Вдовин, С.А. Москвитин, Н.В. Петров, Расчёт переходов вытяжки// Кузнечно-штамповочное производство. -2004 г. № 9– с. 26-28
4. В.И. Елистратов, В.А. Сандовенко, Опыт применения твёрдых сплавов для оснащения вытяжных штампов// Кузнечно-штамповочное производство. -1997 г. № 6– с. 31-32
5. П.Г. Ковтун, О.А. Рожков, Некоторые факторы, определяющие способность листовой стали к глубокой вытяжке// Кузнечно-штамповочное производство. -1961 г. № 6 – с. 7-13
6. Л.Е. Басовский, В.П. Кузнецов, И.П. Рене, П.И. Татаринов, Н.И. Чупеев, Ресурс пластичности при вытяжке с утонением// Кузнечно-штамповочное производство. -1977 г. № 5 – с. 27-30
7. Романовский В.П. Справочник по холодной штамповке. — 6-е изд., перераб, и доп—Л.: Машиностроение. Ленингр. отд-ние, 1979. — 520 с, ил.
8. Анурьев В.И. Справочник конструктора-машиностроителя: В 3 т. Т1 – 8 изд., перераб. и доп. Под ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 920 с.: с ил.
9. Рудман Л.И. Наладка прессов для листовой штамповки. – М.: Машиностроение, 1980. 219 с.
10. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник для вузов по специальностям «Машины и технология обработки металлов давлением» и «Обработка металлов давлением». – М.: Машиностроение, 1989. 304 с.: ил.
11. Ковка и штамповка: Справочник: В 4 т. 4 Листовая штамповка / Под ред. А.Д. Матвеева; Ред. совет: Е.И. Семенов (пред.) и др. – М.: Машиностроение, 1985-1987.-544 с., ил.
12. Справочник конструктора штампов: Листовая штамповка/Под общ. ред. Л.И. Рудмана. – М.: Машиностроение, 1988. - 496 с.: ил. – (Б-ка конструктора)
13. Зубцов М.Е Листовая штамповка: Учебник для студентов вузов, обучающихся по специальности «Машины и технология обработки металлов давлением».-3-е изд., перераб. и доп. – Л.: Мамшиностроение. Ленингр. отд-е, 1980.-432 с. С ил.
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...



... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...


... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...

... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев