Навигация
Анализ технологичности детали
37224
знака
6
таблиц
2
изображения
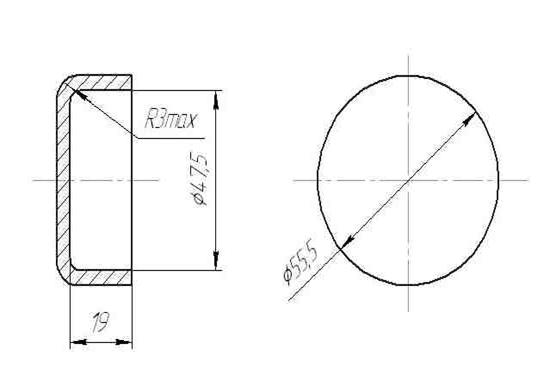
1.2 Анализ технологичности детали
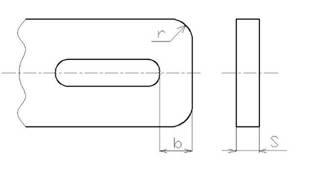
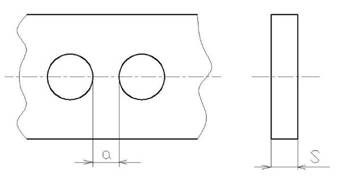
Рассматриваемая в данном курсовом проекте деталь имеет форму тела вращения без несимметричных выступов и других, усложняющих конструкцию элементов. Сталь 10 имеет достаточную пластичность для выполнения вытяжки за 2-4 перехода и обжим за 1-2 перехода штамповки. Точность требуемой детали (14 квалитет), а также радиусы скругления кромок позволяют изготавливать штампы обычной точности, а также отпадает необходимость применения операции калибровки.
Таким образом, конструкция детали и тип материала позволяют выполнять основные операции листовой штамповки для разработки технологического процесса.
Ввиду упрощения обрезки припуска при помощи механообработки, операция обрезки припуска при помощи листоштамповочных операций не рассматривается в данном курсовом проекте.
1.3 Анализ технологических вариантов изготовления детали «Гильза»
Первый вариант изготовления детали характеризуется выполнением каждой технологической операции в отдельном штампе на отдельном прессе. Такой вариант изготовления хорошо подходит для мелкосерийного и единичного производства. В этом варианте предусмотрено 3 промежуточных отжига.
Второй вариант изготовления характеризуется совмещением вырубки и вытяжки заготовки в одном штампе, что ускоряет техпроцесс и не нуждается в применении заведомо мощных прессов или других средств автоматизации. Данный вариант предусматривает 3 операции промежуточного отжига для снятия наклёпа.
Третий вариант изготовления детали предусматривает применение торцевого подпора при протяжке колпачка. Это позволяет уменьшить растягивающие напряжения в опасном сечении и увеличить сжимающие со стороны инструмента в очаге течения, что обуславливает повышение точности детали и увеличению степени деформации за один переход. Данный метод не достаточно исследован для широкого круга деталей, поэтому не принят для разработки из-за отсутствия практических рекомендаций по проектированию техпроцесса.
Также данный метод предусматривает обжим горловины с применением подпора стенок колпачка для достижения более высокого коэффициента обжима из-за исключения потери локальной устойчивости заготовки.
Метод предусматривает 2 промежуточного отжига, что снижает стоимость техпроцесса и снижению продолжительности во времени. Эскизы переходов представлены на следующих рисунках.
Данный вариант требует проведения дополнительных исследований для проведения протяжки и более сложного штампа для обжима горловины, поэтому применим только в обоснованных случаях при высокой серийности производства.
Четвёртый вариант изготовления детали предусматривает протяжку колпачка через две матрицы за один ход пресса, что требует большого ходам ползуна пресса и зачастую необходимости проведения техпроцесса на гидропрессе.
Вариант предусматривает проведения 3 отжигов. Эскизы переходов штамповки представлены на следующих рисунках.
Пятый вариант изготовления детали предусматривает применение протяжки через 2 матрицы и обжим горловины с подпором для исключения потери локальной устойчивости. Предусматривает 2 промежуточных отжига, что снижает время проведения техпроцесса и расходов. Данный вариант требует изготовления в определенной мере сложных штампов и применения более габаритного оборудования для достижения высоких значений хода пресса.
Так как заявленная серийность производства в курсовом проекте составляет 1 млн. деталей, то выбран именно этот вариант изготовления, т.к. это оправдывает изготовление более сложных штампов и использования более габаритного оборудования. Эскизы переходов представлены на следующих рисунках.
2 Технологическая часть
2.1 Расчет формы и размеров заготовки
Определение формы и размеров исходной заготовки будет осуществляться, исходя из принципа равенства объёмов детали и заготовки. В качестве исходной заготовки принимаем круг из листовой стали толщиной 3 мм, что соответствует максимальной толщине детали, т.е. толщине дна гильзы. Утонением в этом месте можно пренебречь в виду его низкого значения.
Учитывая припуск на обрезку фланца после вытяжек и обжима, на объём заготовки назначаем припуск по [7, с. 116] равный 10% (h/d=65/40=1.63) от исходного объёма детали.
![]() (2.1)
(2.1)
Зная объём исходной заготовки, определяем её диаметр, учитывая припуск на обрезку.
![]() (2.2)
(2.2)
Уточняем объём исходной заготовки.
![]()
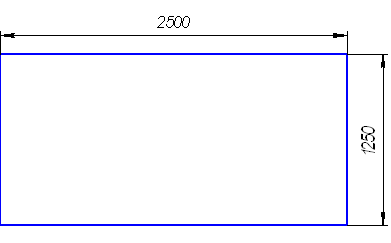
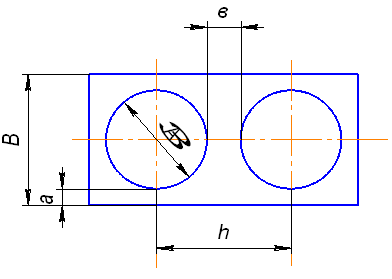
2.2 Раскрой исходного материала
Раскрой листового материала представлен в приложении Б.
Коэффициенты раскроя представлены в таблице 2.1
Таблица 2.1 – Коэффициенты раскроя
| Размер листа, мм | Тип раскроя | |
| Продольный | Поперечный | |
|
| 67.54 | 65.04 |
|
| 65.97 | 62.67 |
|
| 67.47 | 66.47 |
Исходя из значения наибольшего коэффициента использования материала (табл. 2.1) принимаем для разработки технологии лист размером ![]() мм. с продольным раскроем.
мм. с продольным раскроем.
Количество листов на программу выпуска:
![]()
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...



... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...


... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...

... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев