Навигация
Технология листовой штамповки
37224
знака
6
таблиц
2
изображения
Донбасская государственная машиностроительная академия
Кафедра «Обработка металлов давлением»
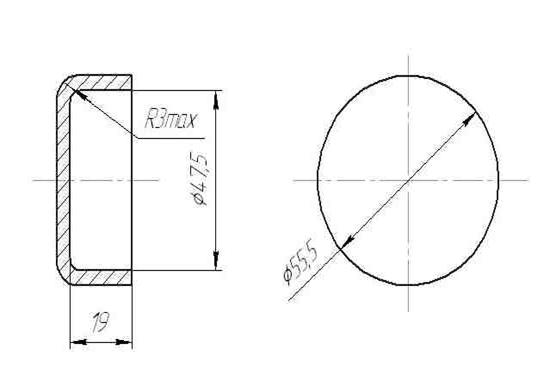
Технологический процесс и оснастка ЛИСТОВОЙ штамповки детали
«ГИЛЬЗА»
Технология кузнечно-штамповочного производства
Курсовой проект
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Краматорск- 2007
Содержание
Введение. 5
1 Общая часть. 6
1.1 Патентно-информационный поиск. 6
1.2 Анализ технологичности детали. 9
1.3 Анализ технологических вариантов изготовления детали «Гильза». 9
2 Технологическая часть. 12
2.1 Расчет формы и размеров заготовки. 12
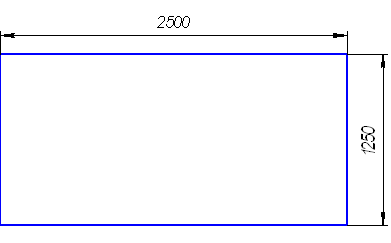
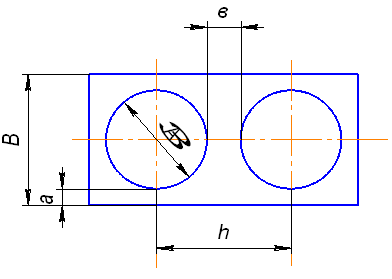
2.2 Раскрой исходного материала. 12
2.3 Сортамент исходного материала. 13
2.4 Способ и оборудование для резки листового материала. 14
2.5 Технологические расчёты по переходам. 14
2.6 Определение деформирующих усилий и других силовых параметров. 19
2.7 Установление типа, мощности и габаритов оборудования. 21
2.8 Установление дополнительных операций и окончательного варианта технологического процесса. 23
2.9 Выбор технологических смазок. Способ нанесения и удаления смазки. 24
3 Конструкторская часть. 25
3.1 Выявление типа и технологических схем штамповки. 25
3.2 Прочностные расчёты деталей и узлов штампов. 26
3.3 Выбор и расчёт буферных устройств. 28
3.4 Расчет исполнительных размеров пуансонов и матриц. 28
3.5 Разработка рабочих чертежей деталей штампа. 28
3.6 Описание конструкций штампов. 28
4 Механизация и автоматизация процесса листовой штамповки. 31
4.1 Механизация и автоматизация подачи материала заготовок. 31
4.2 Механизация и автоматизация удаления полуфабрикатов. 31
5 Техника безопасности. 32
6 Организация рабочего места. 33
Выводы.. 34
Перечень ссылок. 35
Введение
Процессы холодной листовой штамповки получили широкое применение в различных отраслях промышленности, благодаря высокой производительности и экономической эффективности. Холодная листовая штамповка является одним из наиболее прогрессивных технологических методов производства; она имеет ряд преимуществ перед другими видами обработки металлов давлением. Изготовление деталей методами листовой штамповки позволяет: получать детали весьма сложных форм, изготовление которых другими методами обработки затруднительно; получать детали с достаточно высокой точностью размеров, преимущественно без последующей механической обработки; экономно использовать материал; применять автоматизацию и механизацию при высокой производительности оборудования. Разработка технологического процесса штамповки и проектирования штампов неразрывно связаны между собой. В листовой штамповке, для изготовления деталей, возможно применение методов комбинированной штамповки, одновременно сочетающей две или несколько отдельных операций. Основным прогрессивным конструктивным показателем, характеризующим эффективность применения листовой штамповки, является снижение массы при увеличении прочности и жесткости, штампованных из листа деталей по сравнению с литыми, коваными или обработанными из сортового проката.
1 Общая часть
1.1 Патентно-информационный поиск
В [1] описан способ вытяжки детали типа стакан без фланца с возможностью утонения стенки. Интерес к данной статье привлечён из-за прироста производительности штамповки в 2-2,5 раза по методу, рассмотренному в данной статье, сравнительно с традиционной технологией. Также следует отметить гибкость переналадки, используемого инструмента при выполнении вытяжке без утонения и с утонением стенки за счёт быстрой смены матрицы, исключая необходимость снятия штампа со стола пресса. Данная технология обеспечивает также экономию металла и достаточно приемлемое качество штамповки.
В [2] описан способ вытяжки стакана с утонением стенок с применением наложения дополнительного давления от буфера на свободный торец полуфабриката, что позволяет изменить схему напряженного состояния, что повышает точность и степень деформации заготовки за один переход штамповки. Повышение степени деформации объясняется снижением растягивающих напряжений в опасном сечении.
Наличие проталкивания приводит к выравниванию разнотолщинности по сечению детали, а это приводит к фактическому увеличению его высоты, а следовательно к получению более ровного торца, что обуславливает возможность назначения меньшего припуска на обрезку и, как следствие, повышению КИМ.
Такой процесс также можно использовать для получения деталей ступенчатой формы с утонением стенки и для протягивания труб.
В данной статье рассматриваются материалы, свойства которых сходны со свойствами материала, используемого в данном курсовом проекте, что весьма актуально при выполнении технологических расчетов.
В [3] описан способ применения ЭВМ с установленными пакетами автоматизированного проектирования AutoCAD, либо COMPAS-3D при расчёте размеров заготовки по переходам для вытяжки без утонения. Материал данной статьи можно использовать и для расчёта процесса вытяжки с утонением стенки, только с одной маленькой поправкой, что вместо полилинии следует использовать замкнутый контур образующей детали, выполненный простыми отрезками линий.
Актуальность данной статьи заключается в том, что всё большее количество инженеров-технологов (и студентов в том числе) использует для оформления конструкторской документации средства ЭВМ и материал статьи позволяет ещё значительнее автоматизировать это. И даже если технологические расчеты вытяжки выполняются без использования ЭВМ, то, используя этот метод вычисления геометрических параметров заготовки, можно быстро и с достаточно высокой точностью проконтролировать «ручные» вычисления, а порой даже и исключить такой достаточно рутинный процесс вычисления объёма детали.
В [4] кратко изложена технология изготовления матриц для вытяжки цилиндрических стаканов с использованием вставок из твёрдых сплавов ВК6, ВК8, ВК10М и ВК15, износостойкость, которых превышала износостойкость обычных вытяжных матриц в 300-400 раз.
Данный способ изготовления матриц вытяжных штампов целесообразно применять при проектировании технологии изготовления детали большой серийности. Так, по материалам статьи, при изготовлении деталей и стали 08 кп, матрица сохранила рабочее состояние после выпуска 2,5 млн. деталей, что безусловно превышает программу выпуска детали, заявленной в данном курсовом проекте. Но рассмотрение данной статьи является целесообразным в учебных целях.
В [5] описаны такие факторы как химический состав, микроструктура, механические свойства и чистота отделки поверхности. Данная статья описывает опыт применения сталей 08 кп и 10 кп для глубокой вытяжки деталей цилиндрической формы на Лысьвенском металлургическом заводе в условиях массового производства. Сталь данной марки является материалом детали, рассматриваемой в данном курсовом проекте, поэтому рассмотрение данной статьи является весьма актуальным.
В частности установлено, что наличие минеральной смазки на поверхности холоднокатаных листов перед вытяжкой ухудшает вытяжные свойства стали и снижает стойкость штампов из-за налипания материала на поверхность инструмента, более того во многих случаях вытяжка становится невозможной. Также установлено, что наличие на поверхности листов тонких окисных плёнок в виде цветов побежалости от соломенного-желтого до фиолетового оттенков не ухудшают, а улучшают вытяжные свойства. В этом случае также повышается стойкость штампов.
Опыт применения низкоуглеродистых сталей указывает на то, что применение стали с содержанием углерода более 0,09% обеспечивает более высокую способность стали к глубокой вытяжке, чем сталь с содержанием углерода 0,06%.
Результаты применения листов с различным уровнем анизотропии привело к выводу, что материал с ярко выраженной анизотропией вполне пригоден для глубокой вытяжки в отличие от материалов, у которых вышеизложенная снижена или отсутствует вовсе.
Все вышеизложенные факты следует принимать во внимание при проектировании и введении в производство новых технологических процессов при использовании стальных листов вышеупомянутой марки стали.
В [6] изложены факторы, влияющие на процесс вытяжки с утонением стенки. Среди них величина максимального усилия, величина удельного тянущего усилия, величина конусности пуансонов, неравномерность деформаций и разностенность, усилие съёма с пуансона. В результате описанных исследований получена возможность управления этими факторами с целью достижения минимального использования ресурса пластичности. Актуальность данного исследования важна, так как интенсификация производственного процесса вытяжки напрямую зависит от остаточных напряжений в материале и как следствие рациональному исчерпанию ресурса пластичности. Получена зависимость ИРП по толщине стенки вытягиваемой детали – критической зоной являются внутренние слои стенки, а ИРП – является векторной величиной. В экспериментах использовалась сталь с содержанием углерода ≈0,1%.
Похожие работы

... . Цм = 26 (руб/кг), Цо = 6 (руб/кг), кт = 1,5. (руб/дет). ЗАКЛЮЧЕНИЕ Исходя из проделанной курсовой работы по технологии листовой штамповки можно сделать выводы: 1. Разработан технологический процесс изготовления детали «Гайка резервуара», со следующей структурой маршрута обработки: разрезка листа на полосы, вытяжка, вырубка детали за один ход ползуна в штампе совмещённого действия. ...



... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...


... Дата выдачи Срок сдачи проекта Руководитель проекта И.И.Бурнашев__________________ Аннотация Курсовой проект выполнен на тему: «Разработка технологии и оснастки для изготовления детали «Планка». В ходе выполнения курсового проекта разработаны: Оптимальная технология изготовления заданной детали; Комплект штампов для ее изготовления. Кроме этого дан анализ технологичности конструкции ...

... простых деталей на малую длину. Пуансон эластичный, обычно из губчатой резины. III – третий способ для получения деталей виде усеченного конуса, пирамиды и т.д. Оборудование и специальная технологическая оснастка для листовой штамповки Для листовой штамповки применяются гидравлические и механические прессы (кривошипные, эксцентриковые, фрикционные). Штампы для листовой штамповки могут ...
0 комментариев