Навигация
Системы управления технологическими процессами и информационными технологиями
24015
знаков
0
таблиц
4
изображения
Федеральное агентство по рыболовству Министерства сельского хозяйства Российской Федерации
Дальневосточный государственный технический рыбохозяйственный университет (Дальрыбвтуз)
Контрольная работа №1.
Системы управления технологическими процессами и информационными технологиями
Выполнил(а): Соколова Е. Ю.
Шифр: 061-ТД-584
Владивосток 2010
Содержание
1 Погрешности измерений и измерительных приборов
2 Логометры
3 Механические и гидростатические уровнемеры
4 Индукционные (электромагнитные) расходомеры
Список литературы
1 Погрешности измерений и измерительных приборов
Метрологические характеристики
Все средства измерений, независимо от их конкретного исполнения, обладают рядом общих свойств, необходимых для выполнения ими их функционального назначения. Технические характеристики, описывающие эти свойства и оказывающие влияние на результаты и на погрешности измерений, называются метрологическими характеристиками. Перечень важнейших из них регламентируется ГОСТ “Нормируемые метрологические характеристики средств измерений”. Комплекс нормируемых метрологических характеристик устанавливается таким образом, чтобы с их помощью можно было оценить погрешность измерений, осуществляемых в известных рабочих условиях эксплуатации посредством отдельных средств измерений или совокупности средств измерений, например автоматических измерительных систем.
Одной из основных метрологических характеристик измерительных преобразователей является статическая характеристика преобразования (иначе называемая функцией преобразования или градуировочной характеристикой). Она устанавливает зависимость Y=f(x) информативного параметра у выходного сигнала измерительного преобразователя от информативного параметра х входного сигнала.
Статическая характеристика нормируется путем задания в форме уравнения, графика или таблицы. Понятие статической характеристики применимо и к измерительным приборам, если под независимой переменной х понимать значение измеряемой величины или информативного параметра входного сигнала, а под зависимой величиной – показание прибора.
Если статическая характеристика преобразования линейна, т.е. Y=Kx, то коэффициент К называется чувствительностью измерительного прибора (преобразователя). В противном случае под чувствительностью следует понимать производную от статической характеристики.
Важной характеристикой шкальных измерительных приборов является цена деления, т.е. то изменение измеряемой величины, которому соответствует перемещение указателя на одно деление шкалы. Если чувствительность постоянна в каждой точке диапазона измерения, то шкала называется равномерной. При неравномерной шкале нормируется наименьшая цена деления шкалы измерительных приборов. У цифровых приборов шкалы в явном виде нет, и на них вместо цены деления указывается цена единицы младшего разряда числа в показании прибора.
Важнейшей метрологической характеристикой средств измерений является погрешность.
Под абсолютной погрешностью меры понимается алгебраическая разность между ее номинальным Xн действительным Хд значениями:
![]() ,
,
а под абсолютной погрешностью измерительного прибора – разность между его показанием ![]() и действительным значением
и действительным значением ![]() измеряемой величины:
измеряемой величины:
![]() .
.
Абсолютная погрешность измерительного преобразователя может быть выражена в единицах входной или выходной величины. В единицах входной величины абсолютная погрешность преобразователя определяется как разность между значением входной величины X, найденной по действительному значению выходной величины и номинальной статической характеристике преобразователя, и действительным значением ![]() входной величины:
входной величины:
![]() .
.
Однако в большей степени точность средства измерений характеризует относительная погрешность, т.е. выраженное в процентах отношение абсолютной погрешности к действительному значению измеряемой или воспроизводимой данным средством измерений величины:
![]()
Обычно ![]() , поэтому в формулу вместо действительного значения часто может быть подставлено номинальное значение меры или показание измерительного прибора.
, поэтому в формулу вместо действительного значения часто может быть подставлено номинальное значение меры или показание измерительного прибора.
Если диапазон измерения прибора охватывает и нулевое значение измеряемой величины, то относительная погрешность обращается в бесконечность в соответствующей ему точке шкалы. В этом случае пользуются понятием приведенной погрешности, равной отношению абсолютной погрешности измерительного прибора к некоторому нормирующему значению ![]() :
:
![]()
В качестве нормирующего значения принимается значение, характерное для данного вида измерительного прибора. Это может быть, например, диапазон измерений, верхний предел измерений, длина шкалы и т.д.
Погрешности измерительных средств принято подразделять на статические, имеющие место при измерении постоянных величин после завершения переходных процессов в элементах приборов и преобразователей, и динамические, появляющиеся при измерении переменных величин и обусловленные инерционными свойствами средств измерений.
Согласно общей классификации, статические погрешности измерительных средств делятся на систематические и случайные.
Систематические погрешности являются в общем случае функцией измеряемой величины, влияющих величин (температуры, влажности, напряжения питания и пр.) и времени. В функции измеряемой величины систематические погрешности находят при поверке и аттестации образцовых приборов, например, измерением наперед заданных значений измеряемой величины в нескольких точках шкалы. В результате строится кривая или создается таблица погрешностей, которая используется для определения поправок. Поправка в каждой точке шкалы численно равна систематической погрешности и обратна ей по знаку, поэтому при определении действительного значения измеряемой величины поправку следует прибавить к показанию прибора. Так, если поправка к показанию динамометра 120 Н равна +0.6 Н, то действительное значение измеряемой силы составляет 120+0.6=120.6 Н. Удобнее пользоваться поправкой, чем систематической погрешностью, поэтому приборы чаще снабжают кривыми или таблицами поправок.
Систематическую погрешность в функции измеряемой величины можно представить в виде суммы погрешности схемы, определяемой самой структурной схемой средства измерений, и технологических погрешностей, обусловленных погрешностями изготовления его элементов.
Как те, так и другие виды погрешностей можно рассматривать в качестве систематических лишь при измерении постоянной величины с помощью одного экземпляра измерительного прибора. В массе же измерений различных значений физической величины, осуществляемых одним или многими приборами того же типоразмера, эти систематические погрешности приходится относить к классу случайных.
Между погрешностями схемы и технологическими погрешностями средств измерений существует принципиальная разница. Если первые накладывают свой отпечаток на характер изменения по шкале суммарной погрешности всех средств измерений данного типоразмера, то технологические погрешности индивидуальны для каждого экземпляра, т. е. их значения в одних и тех же точках шкалы различны для различных экземпляров приборов.
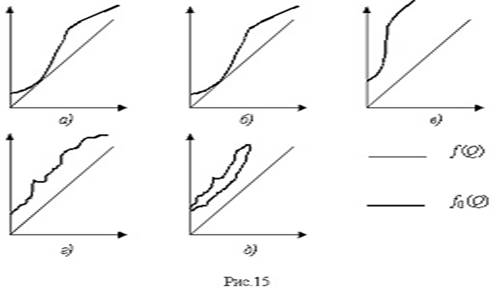
Результатом их проявления является:
а) поступательное смещение статической характеристики относительно характеристики идеального прибора и возникновение погрешности, постоянной в каждой точке шкалы; эта погрешность называется аддитивной.
б) поворот статической характеристики и появление погрешности, линейно возрастающей или убывающей с ростом измеряемой величины и называемой мультипликативной погрешностью.
в) нелинейные искажения статической характеристики.
г) появление погрешности обратного хода, выражающейся в несовпадении статических характеристик прибора при увеличении и уменьшении измеряемой величины .
Динамические погрешности обусловливаются инерционными свойствами средств измерений и появляются при измерении переменных во времени величин. Типичным случаем является измерение с регистрацией сигнала, изменяющегося со временем. Если Х(t) и Y(t) – сигналы на входе и на выходе средства измерений с чувствительностью К, то динамическая погрешность
![]() .
.
Для средств измерений, являющихся линейными динамическими системами с постоянными во времени параметрами, наиболее общая характеристика динамических свойств – это дифференциальное уравнение. В этом случае уравнение линейное с постоянными коэффициентами:
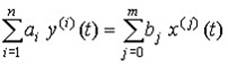 ,
,
где ![]() и
и ![]() – i-e и j-e производные входного и выходного сигналов; аj и bj – постоянные коэффициенты, n и m – порядок левой и правой частей уравнения, причем n < m. Дифференциальное уравнение является метрологической характеристикой средств измерения, поскольку позволяет при известном сигнале на входе x(t) найти выходной сигнал y(t) и после подстановки их в выражение (83) вычислить динамическую погрешность.
– i-e и j-e производные входного и выходного сигналов; аj и bj – постоянные коэффициенты, n и m – порядок левой и правой частей уравнения, причем n < m. Дифференциальное уравнение является метрологической характеристикой средств измерения, поскольку позволяет при известном сигнале на входе x(t) найти выходной сигнал y(t) и после подстановки их в выражение (83) вычислить динамическую погрешность.
Для нормирования динамических свойств средств измерения часто указывают на дифференциальное уравнение, а другие, производные от него динамические характеристики, находятся экспериментальным путем. Сюда относятся передаточная функция, амплитудная и фазовая частотные характеристики, переходная и импульсная переходная функции.
К числу метрологических характеристик средств измерения относятся и неинформативные параметры выходного сигнала измерительного преобразователя, поскольку они могут оказывать существенное влияние на погрешность средства измерений. Например, непостоянство амплитуды колебаний баланса наручных часов (неинформативный параметр) приводит к изменению частоты его колебаний (информативный параметр).
При восприятии измеряемой величины или измерительного сигнала средство измерений оказывает некоторое воздействие на объект измерения или на источник сигнала. Результатом этого воздействия может быть некоторое изменение измеряемой величины относительно того значения, которое имело место при отсутствии средства измерений. Такое обратное воздействие средства измерений на объект измерений особенно четко просматривается при измерении электрических величин. Так, ЭДС нормального элемента определяется как напряжение на его зажимах в режиме холостого хода. При измерении этого напряжения вольтметром с некоторым конечным входным сопротивлением результат измерения будет зависеть от соотношения между внутренним сопротивлением нормального элемента (его выходное сопротивление) и входным сопротивлением вольтметра. Для оценки возникающей при этом погрешности необходимо знать значения этих сопротивлений, поэтому их следует рассматривать как метрологические характеристики.
Влияние внешних воздействий и неинформативных параметров сигналов (влияющих величин) описывается с помощью метрологических характеристик, называемых функциями влияния. Функция влияния ![]() – это зависимость соответствующей метрологической характеристики из числа вышеперечисленных от влияющих величин
– это зависимость соответствующей метрологической характеристики из числа вышеперечисленных от влияющих величин ![]() (температуры внешней среды, параметров внешних вибраций и т.д.). В большинстве случаев можно ограничиться набором функций влияния каждой из влияющих величин
(температуры внешней среды, параметров внешних вибраций и т.д.). В большинстве случаев можно ограничиться набором функций влияния каждой из влияющих величин ![]() , но иногда приходится использовать функции совместного влияния нескольких величин, если изменение одной из влияющих величин приводит к изменению функции влияния другой.
, но иногда приходится использовать функции совместного влияния нескольких величин, если изменение одной из влияющих величин приводит к изменению функции влияния другой.
Похожие работы
... и изделия. Для кодирования большого количества номенклатуры ценностей необходимо для класса два знака, для подкласса, группы, подгруппы. Часть №2. Организация информационных технологий управления на предприятии 2.1 Определение бизнес процессов в деятельности организации Под организацией деятельности бизнес процессов понимается определение участников этой деятельности, их ролей, ...
... M3 позволит предприятиям увеличить производительность, сократить расходы и повысить качество обслуживания клиентов. 5. LAWSON M3 - альтернатива SAP, Oracle, Axapta LAWSON М3 - комплексный подход к управлению бизнесом Эффективное управление предприятием в современных условиях невозможно без использования информационных технологий. Правильный выбор программного продукта и фирмы-разработчика - это ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...

... методология снизу вверх от цехового уровня до уровня руководства. Внедрение систем планирования бизнес-ресурсов предприятия (ERP-систем) в системы управления производством привело к необходимости взаимодействия цеховой и административной информационной структуры. Реальной основой эффективности работы производственного участка является информация, поступающая снизу вверх в реальном времени (т.е. ...
0 комментариев