Навигация
Анализ технологичности конструкции детали
44148
знаков
37
таблиц
3
изображения
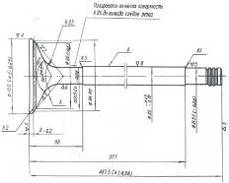
2. Анализ технологичности конструкции детали
Деталь, изготавливаемая на производстве должна иметь при этом минимальные трудовые и материальные затраты. Их можно в значительной мере сократить путем выбора оптимального технологического процесса, его оснащения и механизации, а так же применения оптимальных режимов обработки.
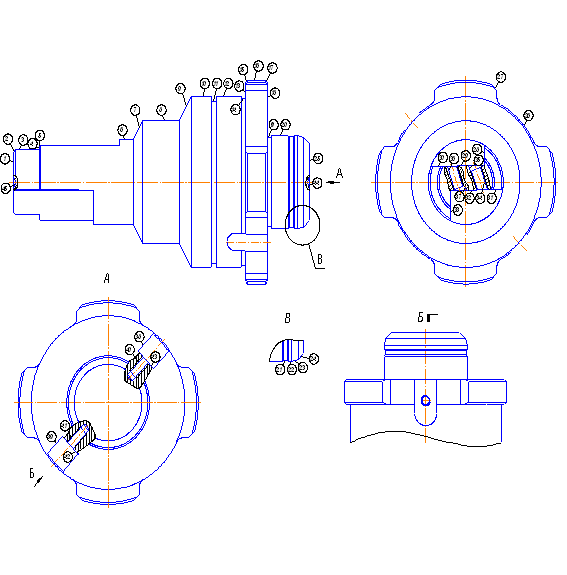
Как можно установить из анализа чертежа детали, она состоит из унифицированных элементов – цилиндров, имеет достаточно оптимальные с точки зрения обработки степени точности и шероховатости и позволяет применить типовой технологический процесс изготовления (ступенчатых втулок).
В качестве показателя технологичности изделия можно взять коэффициент использования материала КИМ, который можно определить по формуле (3.1)
![]() 100% (3.1)
100% (3.1)
где: GД – масса детали.
GЗ – масса заготовки.
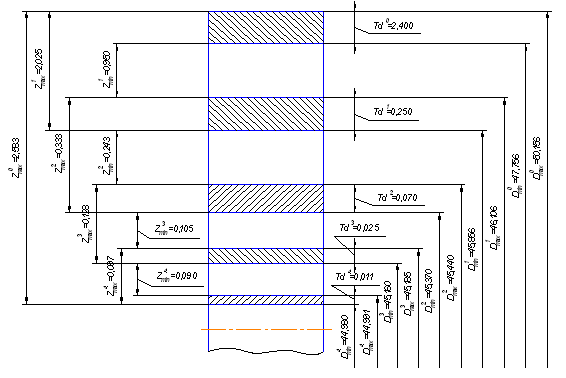
Рассчитаем массу заготовки. Для этого понадобятся следующие данные – объем детали V и плотность ее материала . Усредненную плотность возьмем из таб.13.2 [10] r=7.85 г/см3.
Объем детали рассчитаем, мысленно разделив деталь на элементарные части:
Объем базового прутка:
![]() =210587,24 мм3 (3.2)
=210587,24 мм3 (3.2)
Объем внешнего слоя, снимаемого при получении Æ35
![]() =9101,59 мм3 (3.3)
=9101,59 мм3 (3.3)
Объем внешнего слоя, снимаемого при получении Æ34
![]() =60137,28 мм3 (3.4)
=60137,28 мм3 (3.4)
Объем внешнего слоя, снимаемого при получении Æ31,9
![]() =175,65 мм3 (3.5)
=175,65 мм3 (3.5)
Объем внешнего слоя, снимаемого при получении Æ30
![]() =2032,15 мм3 (3.6)
=2032,15 мм3 (3.6)
Объем внешнего слоя, снимаемого при получении Æ34
![]() =921,27 мм3 (3.7)
=921,27 мм3 (3.7)
Объем слоя, снимаемого при поручении фаски для захода резьбы Æ34
![]() =58,76 мм3 (3.8)
=58,76 мм3 (3.8)
Объем слоя, снимаемого при поручении фаски для захода резьбы Æ30
![]() =51,69 мм3 (3.9)
=51,69 мм3 (3.9)
Объем слоя, снимаемого при получении канавки Æ30
![]() =765,37 мм3 (3.10)
=765,37 мм3 (3.10)
Объем слоя, снимаемого при получении канавки Æ26
![]() =804,49 мм3 (3.11)
=804,49 мм3 (3.11)
Объем отверстия Æ 8:
![]() =6179,52 мм3 (3.12)
=6179,52 мм3 (3.12)
Объем примерный отверстия Æ4,2
![]() =360,22 мм3 (3.13)
=360,22 мм3 (3.13)
Объем примерный 2 отверстий Æ3
![]() =183,78 мм3 (3.14)
=183,78 мм3 (3.14)
Объем примерный отверстия Æ3
![]() =81,29 мм3 (3.15)
=81,29 мм3 (3.15)
Объем примерный отверстия Æ3
![]() =245,24 мм3 (3.16)
=245,24 мм3 (3.16)
Объем конусообразной выточки Æ31
![]() =1761,25 мм3 (3.17)
=1761,25 мм3 (3.17)
Объем отверстия Æ 13:
![]() =3979,95 мм3 (3.18)
=3979,95 мм3 (3.18)
Объем слоя, снимаемого при поручении фаски для захода резьбы Æ16
![]() =51,22 мм3 (3.19)
=51,22 мм3 (3.19)
Объем слоя, при поручении фаски от сверления Æ14
![]() =144,24 мм3 (3.20)
=144,24 мм3 (3.20)
Объем слоя, снимаемого при получении канавки 17
![]() =282,60 мм3 (3.21)
=282,60 мм3 (3.21)
Результирующий объем
V=VПРУТКА-VОТВ1-VОТВ2-VОТВ3 -VОТВ4-VОТВ5-VОТВ6-VКАНАВКИ1 -VКАНАВКИ2- VКАНАВКИ3- VВН.СЛОЯ1- VВН.СЛОЯ2- VВН.СЛОЯ3- VВН.СЛОЯ4- VВН.СЛОЯ5-Vвыт-VФ1-VФ2-VФ3-VФ4=110855,71 мм3 (3.22)
Масса детали
GД=Vr=0.00785х110855,71=870,22 г =0.87 кг. (3.23)
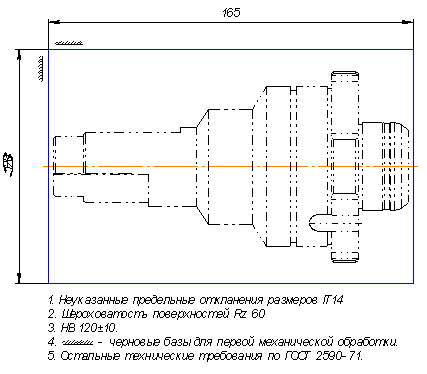
Далее вычислим массу заготовки – прутка. Его размеры (с учетом припусков)
D=44 мм, L=154 мм.
Объем заготовки
![]() =234346,99 мм3 (3.24)
=234346,99 мм3 (3.24)
Масса заготовки
GЗ=Vr=0.00785х234346,99 =1839,62 г =1.84 кг. (3.25)
Коэффициент использования материала
![]() 100%=47 %
100%=47 %
Аналогичным образом найдем коэффициент использования материала для заготовки, получаемой литьем.
Объем такой заготовки вычислим исходя из рис.2.

Рис.2 Форма заготовки.
Разделив заготовку на части, находим общий объем
![]() =22537,35 мм3 (3.26)
=22537,35 мм3 (3.26)
![]() =11756,16 мм3 (3.27)
=11756,16 мм3 (3.27)
![]() =88975,04 мм3 (3.28)
=88975,04 мм3 (3.28)
![]() =27671,25 мм3 (3.29)
=27671,25 мм3 (3.29)
Масса заготовки
GЗ=(V1+V2+V3+V4)r=(22537.35+11756.16+88975.04+27671.25)0.00785=1184.9 г =1.18 кг.
Коэффициент использования материала
![]() 100%=74 %
100%=74 %
Таким образом, видим, что изготовление детали литьем технологичность выше, чем при изготовлении детали из прутка. Однако прежде чем делать дальнейшие выводы, следует сделать расчет стоимости производства для обоих случаев.
Похожие работы

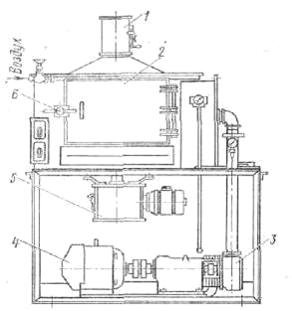
... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
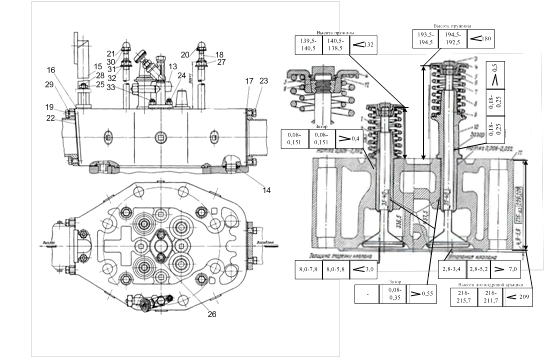
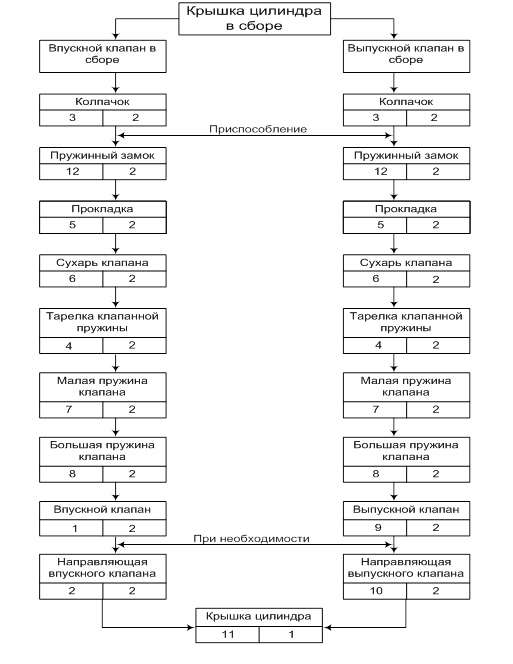
... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...

... К50-35 должен быть рассчитан на напряжение не менее 16 В. Также будут применены конденсаторы К10-17. Погрешность их должна быть не больше ±20%. В физиотерапевтическом устройстве на основе применения упругих волн применен повышающий трансформатор. Работает он на частотах до 66000 Гц. В связи с этим в трансформаторе необходимо использовать торроидальный сердечник. Это уменьшит габариты изделия. Для ...
0 комментариев