Навигация
Краткая характеристика установленного типа производства
13423
знака
1
таблица
0
изображений
1.4 Краткая характеристика установленного типа производства
Применяется высокопроизводительное оборудование: специальное, специализированные и агрегатные станки, станки для непрерывной обработки, многошпиндельные автоматы и полуавтоматы, автоматизированные производственные системы, управляемые от ЭВМ, автоматические линии. Находят так же ограниченное применение станки с ЧПУ. Широко применяется многолезвийный и наборный специальный режущий инструмент, быстродействующие, автоматические и механизированные приспособления, измерительные инструменты и приборы. Для технологических процессов характерен высокий уровень использования средств автоматизации и комплексной механизации.
Принцип прямоточности предусматривает размещение оборудования и рабочих мест в порядке следования операций технологического процесса.
Для поточного производства характерен высокий уровень не только технологических, но и транспортных операций. Наиболее распространены такие транспортные средства: конвейеры, рольганги, скаты, спуски, мостовые и другие краны, монорельсы с тельферами, электротележки и автопогрузчики.
ГЛАВА 2.
Определение припусков на механическую обработку и размеров заготовки
2.1 Определение способа получения заготовки
Поскольку деталь, для которой разрабатывается маршрут обработки, небольших размеров, марка материала – Сталь45 и программа запуска предполагает массовый тип производства, то это позволяет получить заготовку ковкой в штампах (штамповкой). Для такого способа получения заготовки требуются дорогостоящие штампы. Но при этом их себестоимость раскладывается на большое количество деталей. При этом штамповка позволяет получить более точную, приближенную к размерам детали и более прочную заготовку. Получение заготовки свободной ковкой даёт её более простую форму, т.е. при механообработке образуется большое количество отходов (низкий коэффициент использования материала). Кроме того, вследствие этого существенно возрастает время на механообработку, что экономически нецелесообразно.
2.2 Расчет коэффициента использования материала
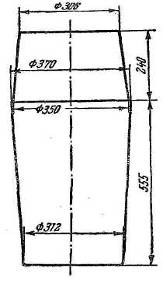
Масса детали по чертежу равна: Мдет = 3,5 кг.
Определяем массу заготовки:
С учетом припусков на механообработку рассчитываются объемы фигур, на которые разбивается фигура заготовки:
V1=![]() 3
3
V2=![]() 3
3
V3=![]() 3
3
V4=![]() 3
3
V5=![]() 3
3
Vзаг= V1+V2+V3+V4+V5=565111мм3
Мзаг=7,8*10-6*565111=4,4кг
Рассчитывается коэффициент использования материала:
Км=Мдет/Мзаг=3,5/4,4=0,79
Определение группы стали:
Исходя из марки материала (Сталь 45) содержание углерода 30%, значит выбираем группу стали М2.
Определение степени сложности заготовки:
Для деталей типа вала степень сложности заготовки назначаем С2.
Определение класса точности:
Выберем класс точности для массового производства Т3.
Определение исходного индекса поковки:
По табл.1 Приложения 1 методических указаний определяем исходный индекс поковки равным 13.
Основные припуски на механическую обработку и допускаемые отклонения размеров представлены в таблице:
| Вид размеров | Индекс размера | Размер детали, мм | № поверхности | Шерохова- тость, Rа | Припуск, Zoi , мм | Номинальный размер заготовки, мм | Допускаемые размеры |
| Диаметральные | D1 | 40 | 1 | 0,8 | 2,0 | 44 | +1,6 -0,9 |
| D2 | 45 | 2 | - | 1,8 | 48,6 | +1,6 -0,9 | |
| D3 | 48 | 3 | - | 2,8 | 53,6 | +1,6 -0,9 | |
| 50 | 4 | - | 1,8 | 53,6 | +1,6 -0,9 | ||
| 50 | 4 | 0,8 | 1,8 | 53,6 | +1,6 -0,9 | ||
| 50 | 4 | - | 1,8 | 53,6 | +1,6 -0,9 | ||
| Линейные | L1 | 200 | 5 | - | 2,3 | 204,6 | +2,1 -1,1 |
| L2 | 30 | 6 | 1,6 | 1,7 | 34 | +1,4 -0,8 | |
| L3 | 23 | 7 | - | 1,7 | 27 | +1,4 -0,8 | |
| L4 | 20 | 8 | - | 1,7 | 23,4 | +1,4 -0,8 |
Назначаем штамповочные уклоны для наружных поверхностей = 5о; штамповочные радиусы для наружных поверхностей=3мм, для внутренних = 9мм.
ГЛАВА 3.
Технико-экономическое обоснование метода получения заготовки
Похожие работы

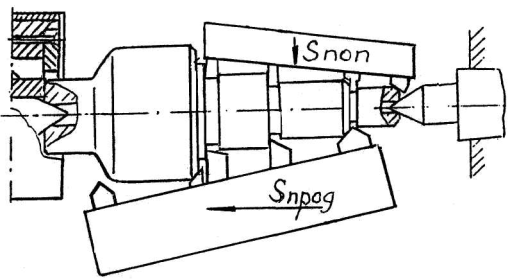


... , горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу. Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). ...

... прессматериала Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0С и относительной влажности 50–60%. 4. Разработка технологии изготовления фрикционных тормозных колодок. 4.1 Обоснование выбора метода Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими ...
... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...
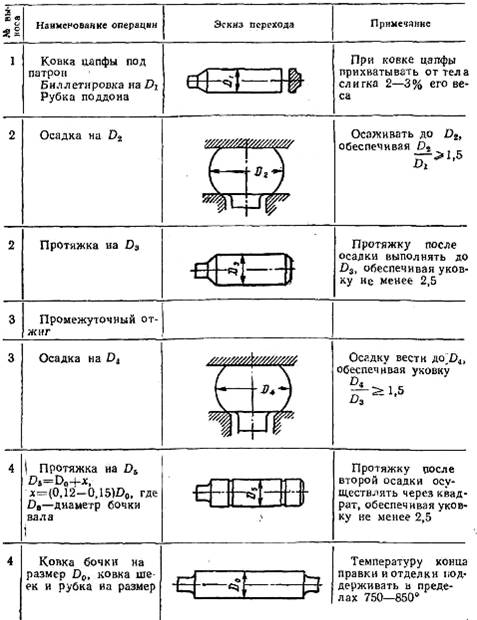
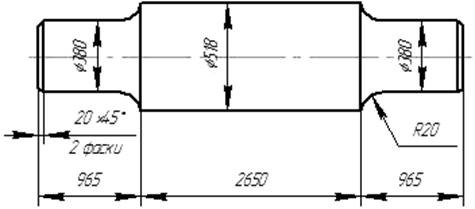

... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...
0 комментариев