Навигация
Разработка технологии изготовления тормозной колодки из композиционных полимерных материалов
83187
знаков
20
таблиц
2
изображения
Cодержание
Введение
1. Характеристика изделия и условия эксплуатации
2. Разработка состава фрикционного термоустойчивого материала для изготовления тормозных накладок
2.2 Выбор матрицы для фрикционных ПМ с повышенной термоустойчивостью
3. Разработка технологии получения термоустойчевого фрикционного ПМ 3.1 Разработка технологии получения ДВБ-ФИ




Введение
1. Характеристика изделия и анализ условий эксплуатации
2. Разработка состава фрикционного термоустойчивого материала для изготовления тормозных накладок
2.1 Общие сведения о фрикционных полимерных материалах (ПМ)
2.2 Выбор матрицы для фрикционных ПМс повышенной термоустойчивостью
2.3 Характеристика амидных связующих АПИ и материалов на их основе
2.4 Выбор и характеристика основного наполнителя для фрикционных ПМ
2.5 Разработка состава термоустойчивого ПМ на основе базальтового наполнителя
2.6 Получение полуфабриката ДБВ-ФИ в лабораторных условиях и исследование технологических свойств
3. Разработка технологии получения термоустойчивого фрикционного ПМ
3.1 Разработка технологии получения полуфабрикатов фрикционного ПМ
3.2 Технологическая схема и технология получения ДБВФИ
4. Разработка технологии прессования фрикционных накладок
4.1 Обоснование выбора метода формования
4.2 Разработка технологии прессования
4.3 Расчет времени технологической операции прессования
Выводы
5. Разработка бизнес-плана по производству фрикционной накладки для дисковых тормозов автомобиля
6. Анализ технологии производства и условий труда
Заключение
Список использованной литературы
Введение
Развитие техники, возрастание скоростей всех видов транспорта, изменение масс и габаритов многих машин связаны с резким увеличением мощности, поглощаемой тормозными и фрикционными устройствами, передаваемой сцепными муфтами и т.д. В связи с этим к фрикционным материалам предъявляются все более высокие требования относительно: термоустойчивости в условиях длительного нагружения, стабильного коэффициента трения, а также износостойкости.
Применение фрикционных полимерных материалов позволяет во многих случаях повысить сроки службы машин и механизмов и, как следствие этого, увеличить межремонтные сроки и снизить затраты на ремонтные работы, значительно снизить трудоемкость изготовления узлов и деталей трения благодаря более высокой эффективности переработки пластмасс в изделия по сравнению с механической обработкой металлов.
Использование полимерных материалов дает возможность уменьшить массу и габаритные размеры машин. Расширение сферы применения полимерных материалов в узлах трения позволяет упростить конструкцию узлов трения, повысить надежность и долговечность их работы, а также высвободить большое количество цветных металлов и легированных сталей.
Для теплонагруженных изделий и конструкций (к которым относятся такие детали как автомобильные тормозные колодки) традиционные типы полимерных материалов не пригодны, так как они как правило утрачивают деформационную устойчивость при температурах выше 200°С.
Однако, известно, что для теплонагруженных деталей и конструкций, работоспособных при температурах выше 300 °С, наиболее пригодны полимерные материалы на основе сетчатых жескоцепных имидных матриц – имидопласты.
Поэтому целью данного проекта является:
1. Разработка состава фрикционного полимерного материала для тормозных колодок автомобиля на основе термоустойчивой полиимидной матрицы и фрикционного наполнителя
2. Разработка технологии формования тормозных колодок из данного материала.
1. Характеристика изделия и условия эксплуатации
Объектом производства является изделие: тормозная колодка для дисковых тормозов автомобиля, эскиз которой представлен на рисунке 1.
Тормозная колодка представляет собой изделие состоящие из двух частей, это фрикционная накладка изготовленная из полимерного композиционного материала конструкционного назначения, которая запрессовывается в металлическую пластину. Толщина такой накладки порядка 6–7 мм, а ее геометрическая форма определяется условиями работы тормозной системы.
При работе тормозной системы, под действием давления жидкости в гидравлическом приводе поршни перемещают тормозную колодку и прижимают ее к тормозному диску. В результате в тормозной колодке возникают напряжения сжатия и сдвига при трении колодки о диск. Также, из–за неоднородности материала и неравномерного нагрева в условиях эксплуатации в материале возникают термические напряжения.
Со временем эксплуатации фрикционные накладки изнашиваются и в дальнейшем необходимо производить их замену. Минимально допустимая толщина фрикционной накладки – 1,5 мм./1/
Таблица 1. Физико-механические показатели фрикционной накладки армированной трикотажным наполнителем
| Плотность, г/см3 | 1,9 |
| Предел прочности при сдвиге в направлении трения, МПа | 30,0±6,9 |
| Предел прочности при сжатии в направлении перпердикулярном плоскости фрикционной накладки, МПа | 180,5±25,0 |
| Предел прочности при растяжении в направлении трения, МПа | 5,7±0,4 |
| Относительное разрывное удлинение при растяжении в направлении трения, % | 2,5±0,3 |
| Разрушающее напряжение при изгибе, МПа | 58,4±4,0 |
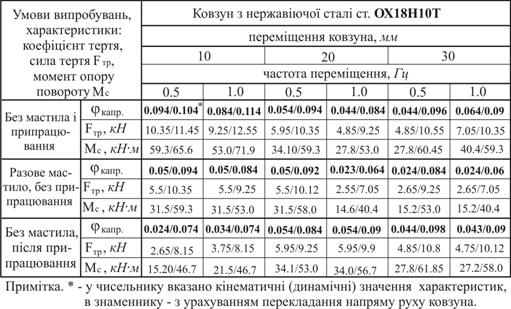
Фрикционные характеристики накладки
Фрикционные показатели качества накладки определяются «динамическим» коэффициентом трения накладки по стали или чугуну (материал контртела трения – тормозного диска или барабана автомобиля) при сухом контакте и после намокания в воде.
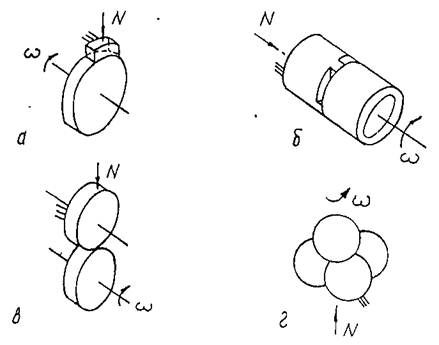
Динамический коэффициент трения (mc) накладки при сухом контакте с контртелом трения по определению вычисляется по величине момента трения (Мт) при заданной силе (F) нормального давления и скорости скольжения после установления постоянной температуры на контакте.

где R – расстояние средней линии площадки контакта от оси диска.
Этот показатель можно установить с помощью машины трения.
| Условия эксплуатации изделия: 1. Скорость трения до 20 м/c. 2. Максимальная нагрузка на поверхности до 6 МПа. 3. Кратковременная температура при торможении (Ткр) = 500°С. 4. Длительная температура при торможении (Тдл)= 350°С. | Технические требования к качеству изделия: 1. Коэффициент трения 0.38–0.45. 2. Износ в пределах 0.12–0.28 см3 на кВт в час. 3. Фрикционная теплостойкость Ткр до 500 °С и Ткр до 350 °С. 4. Соответствие европейским требованиям по экологии. |
2. Разработка состава фрикционного термоустойчивого материала для изготовления тормозных накладок
Как было показано при анализе конструкции изделия, технических требований к изделию, условий эксплуатации, и требований к материалу изделия для его изготовления, необходим полимерный материал, который должен сочетать высокие фрикционные свойства, термические нагрузки, т.е. оставаться работоспособным вплоть до 300°С в течении длительного времени, воспринимать достаточно высокие механические нагрузки, быть технологичным, т.е. для изготовления изделия из него не должно предъявляться особых жестких условий по технологии формования. Кроме того при получении и переработке материала в изделие и при его эксплуатации не должно выделятся вредных для человека и окружающей среды веществ /2/.
2.1 Общие сведения о фрикционных полимерных материалах (ПМ)Фрикционные полимерные материалы (ФПМ) – служат для передачи движения или изменения его относительной скорости за счет силы трения между ведущими и ведомыми звеньями во фрикционных муфтах и передачах, в дисковых, ленточных и колодочных тормозах, гасителях колебаний и др. Эти материалы должны характеризоваться максимальным коэффициентом трения /2/.
Применение данных материалов дает высокий технический и экономический эффект в результате значительного упрощения конструкций устройств, повышения надежности работы узлов трения и увеличения срока службы машин, снижает затраты на ремонт, увеличивает сроки между ремонтами, позволяет экономить значительное количество металлов. Кроме того, освобождаются производственные площади, большое количество металлорежущих станков, улучшаются условия труда.
Широкое применение ФПМ обусловлено их достаточно хорошими эксплуатационными свойствами (высокое и стабильное значение коэффициента трения в интервале эксплуатационных давлений, скоростей и температур, удовлетворительная износостойкость), доступной стоимостью и простотой изготовления. Недостатком изделий из ФПМ является их относительно невысокая теплостойкость, которая определяется термостойкостью полимерной матрицы. Это ограничивает применение фрикционных изделий в условиях трения, когда температура достигает 400°С, а давление 6 МПа. / 3 /
Основное требование к материалам такого рода – высокая износостойкость, которая зависит от сочетания в данном материале определенных физико-химических, физико-механических, теплофизических и трибометрических свойств, а также от особенностей нагружения и кинематики узлов трения.
Термопласты в качестве материалов для тормозных устройств применения не нашли, главным образом вследствие недостаточной фрикционной теплостойкости.
В отношении фрикционных термореактивных материалов дело обстоит иначе. Здесь в качестве одного из видов олигомерного связующего используются резольные фенолформальдегидные и реже – амидоальдегидные смолы.
Известно, что наилучшей теплостойкостью обладают материалы на основе гетероциклических полимеров – полиимидов /4/.
В настоящее время триботехническое материаловедение развивается ускоренными темпами. Проблема создания и применения новых полимерных материалов, предназначенных для узлов трения, приобретает весьма актуальное значение для повышения качества, надежности и долговечности машин и агрегатов и значительного снижения затрат, связанных с их ремонтом.
2.2 Выбор матрицы для фрикционных ПМ с повышенной термоустойчивостью
Эпоксидно-новолачные фрикционные реактопласты (ФРП) отличаются от других фрикционных ПМ технологичностью, универсальностью и сравнительно низкой стоимостью. По механизму фрикционного действия эпоксидно-новолачные ФРП подразделяются на две группы.
В материалах первой группы повышение коэффициента трения достигается главным образом за счет выбора связующего с увеличенной молекулярной массой межузлового фрагмента пространственной сетки.
В ФРП второй группы используют жесткое теплостойкое связующее. Трение таких материалов происходит в стеклообразном состоянии. Значение коэффициента трения регулируют подбором состава связующего, режимов его отверждения, видом и количеством наполнителей, общее содержание которых может достигать 90% от объема ФРП.
В качестве связующего в ФПМ из каучуков применяют бутадиеновые (СЕБ, СКБСР, СКД), бутадиен – нитрильные (СКН-26 м), бутадиенметилвинил-пиридиновые, стирольные, метилстирольные и другие синтетические каучуки. Широко применяют фенолформальдегидные смолы.
ФПМ на основе чистых фенольных смол имеют повышенную хрупкость и сравнительно низкий коэффициент трения. В целях устранения этих недостатков используют модифицированные смолы, модификаторами которых служат канифоль, льняное масло и другие продукты.
Фрикционные изделия на каучуковом связующем отличаются достаточно высокими коэффициентом трения и износостойкостью при температурах до 200–250°С. При более высоких температурах, например, в тяжело нагруженных узлах трения каучуковые ФПМ имеют недостаточную износостойкость и вследствие этого низкий уровень коэффициента трения и повышенную интенсивность изнашивания.
Смолы придают изделиям более высокую теплостойкость. Недостатком изделий на смоляном связующем является сравнительно низкий и недостаточно стабильный при увеличении температуры коэффициент трения, а также повышенная в сравнении с каучуковыми материалами хрупкость.
Применение комбинированного связующего (совместив каучук и смолу) позволяет в некоторой степени совместить положительные качества каучука и смолы в одном изделии. Соединенные между собой с помощью связующего частицы и волокна при следующей термической обработке (вулканизация, бакелизация) образуют монолитный материал. Процесс вулканизации каучука в основном осуществляется с помощью серы (9–12 масс. долей%). Отверждение резольных смол осуществляется нагреванием, новолачных – также нагреванием в присутствии отвердителя (гексаметилентетрамина).
Одним из факторов, часто ограничивающих возможности применения фрикционных полимерных материалов является их низкая теплостойкость.
Для теплонагруженных конструкций традиционные полимерные композиционные материалы (ПКМ) не пригодны, так как утрачивают деформационную устойчивость уже при температурах выше 200°С /2/.
Известно, что ПКМ из полиимидов сохраняют работоспособность в интервале температур от 196°С до 400°С. Жесткость макромолекул и высокая полярность их звеньев в сочетании с высокой концентрацией циклов обусловили неплавкость и нерастворимость большинства высокомолекулярных линейных полиимидов. Температура их размягчения (390–430°С) приближается к температуре деструкции (420–460°С), а вязкость размягченного полиимида достигает 10 8-10 9 Па с. / 5 /
Нерастворимость и неплавкость полиимидов создает непреодолимые трудности при попытках изготовить наполненный пластик и изделие из него традиционными методами и на типовом оборудовании. Порошки полиимидов предложено смешивать с порошкам наполнителей и перерабатывать методом спекания в заготовки простых форм при температурах 400–450°С и давлениях 100–150 МПа с последующей механической обработкой в изделия.
Чтоб добиться растворимости полимера на стадии наполнения и плавкости полуфабриката в период формообразования изделий были синтезированы различного типа форполимеры и олигомеры. В которых после окончания формообразования изделия завершается переход в высокомолекулярный линейный или сетчатый полиимид. Однако, форполимеры (полиамидокислоты, полиамидоэфиры) и олигомеры (олигоамиодокислоты, олигоимиды) растворимы лишь в высококипящих амидных растворителях.
Чтобы уменьшить или вовсе исключить применение высококипящих растворителей на стадии наполнения и обеспечить необходимую степень наполнения за один цикл пропитки, была предложена технология РМR (полимеризация мономерных реагентов на поверхности наполнителя). Ее особенность заключается в том, что наполнитель совмещают с раствором смеси исходных компонентов будущего полиимида. Если в качестве растворителей использовать низшие сирты, то температура их испарения совпадает с температурой стадии процесса образования полиимида. При более высокой температуре, создаваетой во время формования изделия, заканчивается химическая реакция образования сетчатого полиимида./6/.
2.3 Характеристика имидных связующих АПИ и материалов на их основеВ настоящее время известно, что наилучшей теплостойкостью обладают материалы на основе гетероциклических полимеров – полиимидов. На их основе разработаны марки полимерных материалов. В России составы такого типа известны под марками СП (НИИПМ) и АПИ-2 (МАТИ).
Составы АПИ-2 представляют собой смесь трех имидообразующих мономеров. При их взаимодействии образуется олигоимид, содержащий p – связи в концевых звеньях. Такие олигоимиды переходят в сетчатый полиимид (отверждаются) по реакции пиролитической полимеризации. В составе АПИ-2 (зарубежные аналоги PMR-11, 15, LARC-160) удаление растворителя, образование олигоимида, его превращение в сетчатый полиимид проходит в строгой последовательности, не перекрывая друг друга. Олигомерная форма связующего в наполненном полуфабрикате обеспечивает достаточную текучесть на стадии формования. Вязкость олигоимида АПИ-2 при 250–290°С составляет » 10 6 Па×с, идет при 340–360°. Пластики на основе АПИ-2 характеризуются высоким уровнем физико-механических свойств в широком диапазоне температур эксплуатации.
Однако, переработка композиций на основе АПИ-2 литьевым и, даже прямым прессованием осложнена тем, что реакция отверждения по концевым циклическим звеньям при температурах плавления олигоимида не развивается, а резкое повышение вязкости олигоимида при температурах отверждения приводит к тому, что невозможно выделить стадию вязко-текучего состояния связующего, и следовательно оформить изделие. Поэтому, условия формования композиций на основе АПИ-2 не отвечают тем требованиям, которые предъявляются к композиционным материалам, формуемым в изделия прямым или литьевым прессованием. Для заполнения форм прямым прессованием материал должен иметь вязкость порядка 10 7 Па×с, при этом длительность вязко-текучего состояния отверждающегося материала должна быть в пределах 1–3 мин. Отверждение должно заканчиваться за 2–4 минуты выдержки материала в форме и температура формы не менялась.
Поскольку, технологические параметры композиционных материалов на основе АПИ-2 не отвечают этим требованиям, то необходимо найти компоненты, присутствие которых в составе полиимидного композиционного материала, не ухудшая его тепло- и термостойкость, придало бы то сочетание технологических свойств, которое позволило бы использовать применительно к имидопластам традиционные схемы переработки реактопластов на существующей технологической оснастке и оборудовании.
Добиться снижения вязкости состава и тем самым улучшить технологические свойства КМ можно с помощью активного разбавителя, снижающего вязкость, но не ухудшающего качество изделий.
Имидное связующее АПИ в процессе изготовления КМ, а затем и изделий из них, переходит из смеси имидообразующих мономеров в аминосоль эфирокислоты, далее в олигоамидокислоту, олигоимид и на заключительной стадии в сетчатый полиимид. Первые три реакции заканчиваются в период изготовления КМ (т.е. совмещения с наполнителем и подготовки к формованию), последняя проходит в период формования изделий. Стадия изготовления КМ на основе связующего АПИ-2 является чрезвычайно длительной, т. к. ее приходится проводить по ступенчатому режиму. Это обусловлено тем, что одновременно с образованием олигоамидокислоты, а затем олигоимида при непрерывном повышении молекулярной массы и вязкости, необходимо максимально полно удалить растворитель, чтобы снизить пористость будущих изделий.
Поскольку с помощью активного компонента можно значительно улучшать технологические свойства традиционных связующих не снижая эксплуатационных свойств, мы используем этот принцип и по отношению к составу АПИ. Активный компонент должен в этом случае удовлетворять следующим требованиям:
1. совмещаться с имидообразующими мономерами, не вступая с ними в химическое взаимодействие; их смесь должна представлять собой низковязкую стабильную жидкость.
2. На стадии образования олигоимида выступать в роли разбавителя, снижая вязкость состава. Это должно привести к подавлению процесса межмолекулярного взаимодействия соседних олигомерных молекул, а, следовательно, к образованию более совершенной структуры олигоимида.
3. Полуфабрикат, содержащий активный компонент, в процессе хранения должен быть сухим, не липким, легко дозироваться.
4. На стадии формования активный компонент должен снижать вязкость расплава олигоимида, улучшая текучесть при формовании, при этом, желательно, чтобы он выполнял и функцию инициатора реакции отверждения АПИ, снижая температуру этого процесса.
5. На стадии имидизации и последующего отверждения олигоимида активный компонент не должен удаляться из системы.
6. Присутствие дополнительного компонента не должно снижать теплостойкости и эксплуатационных свойств на его основе.
Из перечисленных требований следует, что на начальной стадии активный компонент должен быть низкомолекулярной жидкостью, а на последующих стадиях должен приобрести достаточно большую молекулярную массу, во избежания испарения. Среди химических соединений, которые могли бы удовлетворить поставленным требованиям рекомендуется фуриловый спирт.
Фуриловый спирт может служить растворителем на стадии совмещения связующего с наполнителем. Химические превращения фурилового спирта в олигомер, затем в линейный полимер и, наконец, в сетчатый полимер, можно совместить со стадиями химических превращений состава АПИ.
Ведение полимера – разбавителя целесообразно осуществлять на начальной стадии синтеза полиимида АПИ. Для обеспечения совмещения компонентов на молекувярном уровне целесообразно применять разбавитель в виде мономера, из которого в дальнейшем образуется линейный полимер.
Для системы полиимид-фурановый полимер на начальной стадии необходимо использовать раствор имдообразующих мономеров: кислые эфиры ароматической тетракарбоновой и ненасыщенной циклоалифатической кислот и ароматического диамина в соотношении 1: 2: 2 в фуриловом спирте. Для синхронизации условий образования олигоимида и фуранового полимера в начальный состав необходимо вводить малеиновую кислоту в качестве катализатора реакции поликонденсации фурилового спирта. Фурановый полимер, выполняя функцию разбавителя олигоимида, снижает вязкость материала, облегчая заполнение форм, а, поскольку пиролитическое разрушение p – связей фуранового цикла начинается при более низкой температуре, чем эндикового цикла, то фурановый полимер инициирует и ускоряет отверждение олигоимида, участвуя в образовании сетчатого полимера. Процесс отверждения олигоимида в присутствии фуранового полимера проходит в две стадии: разделение смеси полимеров, выделение в самостоятельную фазу фуранового полимера с одновременным разрывом двойных связей фуранового цикла, далее происходит реакция полимеризации олигоимида по границе раздела фаз, инициируемая радикалами, образовавшимся в фурановом полимере.
Состав АПИ, в котором в качестве растворителя использован фуриловый спирт носит название АПИ-3. Присутствие в составе связующего фуранового полимера увеличивает время вязко-текучего состояния при одновременном снижении температур отверждения олигоимида до 300°С, сокращается и длительность отверждения. Эффективная энергия активации начала процесса отверждения снижается с 93,2 кДж/моль до 53,0 кДж/моль поскольку фурановый полимер принимает участие в реакции полимеризации олигоимида. При этом, на границе раздела фаз образуется, по видимому, сетчатый фурановый полимер.
Давление формования оказывает такое же влияние на поведение олигоимидов и КМ на их основе, как и в случае фенопластов.
Вязкость наполненных олигоимидов АПИ-2 и АПИ-3 при температурах плавления аналогична вязкости фенольных пресс-порошков (10 6-10 7 Па с). Присутствие наполнителя сокращает время вязко-текучего состояния по сравнению с ненаполненными олигоимидами. В случае КМ на основе АПИ-2 время вязко-текучего состояния при 320–340°С сокращается до нуля. Это заставляет формовать изделия в две стадии: при 290°С – проводить формообразование, а при 340°С – отверждать их. КМ на основе АПИ-3 формуются в одну стадию при температуре отверждения изделия.
Рекомендуется прессовать КМ на основе АПИ-3 при 300°С и давлении 10–20 МПа в зависимости от применяемого наполнителя. Время подачи давления и отверждения зависит от применяемого наполнителя. Углеродный наполнитель сокращает время вязко-текучего состояния в КМ на основе АПИ-3 с 9 мин. до 4 мин. при 300°С, но не влияет на продолжительность реакции отверждения. В присутствии базальтового и стеклянного наполнителя время вязко-текучего состояния также сокращается при 300°С по сравнению с ненаполненным АПИ-3, а при 270°С, наоборот, увеличивается. Но замедляется стадия отверждения. Разрыхленность полуфабриката и малая теплопроводность наполнителя затрудняет его прогревание на начальной стадии отверждения, повышая на этой стадии эффективную энергию активации. Чем выше теплопроводность наполнителя и степень асимметрии его частиц, тем в большей степени энепгия активации начального периода отверждения приближается к значению энергии активации связующего. Длительный период вязко-текучего состояния всех КМ на основе АПИ-3 при 270°С можно использовать для предварительной пластикации при литьевом прессовании. Время вязко-текучего состояния имидопластов при 300°С (3–4 мин.) меньше чем при 270°С, но достаточно для предварительного подогрева в поле ТВЧ, таблетированного материала, предназначенного для прямого прессования, что может сократить длительность пребывания материала в формующем оборудовании. Для повышения теплостойкости целесообразно проводить дополнительную термообработку изделий вне формующей оснастке при 350°С.
Эксплуатационные свойства изделий на основе АПИ-3
Присутствие фуранового полимера в составе отвержденного полиимида не снижает температуру начала термодеструкции и не увеличивает потери массы в процессе деструкции полимера, даже при прогреве до 6000С. На основе АПИ-3 были созданы композиционные материалы с повышенным уровнем рабочих температур с различными наполнителями: рубленные углеродные, базальтовые, стеклянные волокна, порошкообразный термоантрацит.
Разработанные КМ на основе АПИ-3 не изменяют своих свойств в течение длительного времени (не менее 12 мес.).
При получении антифрикционного самосмазывающегося материала (АСП) с использованием связующего АПИ-3 была использована технологическая схема изготовления пресспорошков на основе порошкообразных наполнителей и раствора связующего, состав и количество наполнителя были оставлены такими же, как и в АСП АТМ-2: смесь порошкообразного термоантрацита и природного графита в соотношении 9:1, содержание наполнителя составляло 50–55% масс. Пресспорошок на основе АПИ-3 (марка ИГП) готовили путем смешения связующего АПИ-3 и наполнителя в смесителе лопастного типа до получения однородного состава с последующей его термообработкой для перевода связующего в олигоимидную форму. После термообработки (сушки) массу измельчали в шаровой мельнице до размеров гранул с dср=0, 15–0,25 мм.
Изучение технологических свойств разработанного на основе АПИ-3 ИГП показало, что он пригоден для переработки в изделия прямым прессованием.
Вязкость материалов и условия отверждения позволяют проводить процесс прессования также, как и фенопластов, в одну стадию, что не удавалось реализовать при использовании связующего АПИ-2. Материалы на основе АПИ-3 при температуре отверждения 3000С, которую можно считать за оптимальную, сохраняют вязко-текучее состояние в течение времени, достаточного для прогрева материала по всему объему изделия и созданию давления формования. При сравнении свойств имидопластов на основе АПИ-3 и АПИ-2 можно видеть, что использование фурилового спирта в качестве модифицирующего активного компонента в составе имидообразующих мономеров не снижает механические свойства стандартных образцов как при 200С, так и при повышенных температурах. Показатели прочности имидопластов на основе АПИ-2 и АПИ-3 аналогичны показателям свойств фенольного прессматериала ВПМУ-1 при 200С. В отличие от ВПМУ-1, имидопласты АПИ значительно более теплостойки: даже при 3500С они сохраняют 81–82% исходной прочности при изгибе, 62% – ударной вязкости. Показатели свойств ВПМУ-1 уже при 2000С снижаются на 50%.
Заменив в составе АСП АТМ-2 термопластичную матрицу на АПИ-3 удалось повысить теплостойкость АСП с +900С до 3500С. Механические, кроме прочности при изгибе, и триботехнические свойства материала ИГП по сравнению с АТМ-2 при этом не ухудшаются.
Таким образом для изготовления фрикционных накладок наиболее рационально использовать состав АПИ-3 так, как этот состав имеет меньшую по сравнению с АПИ-2 вязкость, формуются в одну стадию при температуре отверждения изделия и не снижает механические свойства стандартных образцов как при 200С, так и при повышенных температурах./6/.
2.4 Выбор и характеристика основного наполнителя для фрикционных ПМНаиболее распространенным армирующим компонентом для ФПМ ранее являлось асбестовое волокно. Обладая высокой прочностью (до 3 ГПа), оно обеспечивает высокие механические свойства и теплостойкость. При температуре 400°С прочность асбестового волокна снижается лишь на 20%, полное разрушение наступает при 700…800°С. Фрикционные изделия в тормозах и муфтах сцепления работают в условиях знакопеременных тепловых нагрузок (периодические нагревы и охлаждения). Армирование асбестом в этом случае повышает стойкость изделий к растрескиванию. Асбест обладает способностью очищать поверхности трения от загрязнений, что обеспечивает высокие значения коэффициента трения (до 0,8).
Из-за вредных воздействий на окружающую среду и здоровье человека применение асбеста во многих узлах трения запрещено решением ЮНЕСКО. Это создало очень серьезную научно-техническую проблему замены асбеста во фрикционных материалах другими экологически чистыми материалами.
В качестве армирующих компонентов, наряду с асбестом, используют минеральную (шлаковую) вату. Минеральная вата не разрушается при температуре до 700ºС, но в связи с хрупкостью и наличием в составе твердых включений («корольков»), повреждающих поверхность фрикционного контртела, имеет ограниченное применение. В качестве армирующих компонентов применяют также стеклянные, базальтовые, углеродные и другие волокна /7/.
Использование базальтовых волокон (БВ) для армирования с повышенным коэффициентом трения ФПМ является одним из альтернативных путей решения проблемы создания безасбестовых изделий фрикционного назначения. Сопоставительные испытания показали, что полимерные композиции, содержащие базальтоволокнистые наполнители, по износостойкости находятся на уровне композитов, армированных асбестом, а по коэффициенту трения превосходят их. Так как БВ обладают по сравнению с асбестовым существенным преимуществом по жаростойксти и жаропрочности, то армирование ими взамен армирования асбестом позволяет композиту работать в более высоком температурном интервале, что улучшает эксплуатационные характеристики.
Помимо вышесказанного базальт является экологически чистым и не выделяет вредных веществ, в том числе и при повышенных температурах.
Отечественными учеными разработаны базальтовые волокна, получаемые из расплавов базальтовых горных пород, и технология производства изделий из них. Основными преимуществами этих перспективных материалов являются: 1) превосходство над широко используемыми другими видами по температуростойкости, теплозвукоизоляционным свойствам, виброустойчивости, долговечности;
2) экологическая безопасность, негорючесть, взрывобезопасность;
3) химическая инертность (не выделяет и не образует токсичных веществ в воздушной и химически активных средах);
4) невысокая стоимость изделий из них по сравнению со стоимостью изделий из стеклянных волокон;
5) неограниченность сырьевых запасов базальта (от 25 до 38% площади, занимаемой на Земле всеми магматическими породами).
Из таблиц представленных ниже видно что, статистические параметры распределения упруго – прочностных и деформационных характеристик базальтовых волокон находятся в тех же пределах, что и для углеродных, обладающих заведомо однородным химическим составом и полученных непрерывным способом
Таблица 2.3. Механические свойства БВ
| Определяемые параметры волокон | Вид волокна, способ его получения | |||||
| Ровинг | «Дуп-лекс – процесс» | раздув | ||||
| РБН (б) 23 – 1200 | РБ 10 – 1000 | РБК – 600 | Горячим воздухом | Воздухом при нормальной температуре | ||
| Количество моноволокон | 20 | 20 | 25 | 23 | 9 | 26 |
| Среднее значение диаметра волокна, d, мкм | 10,1 | 10,5 | 9,5 | 12,2 | 6,3 | 14,8 |
| Коэффициент вариации Vd значений di, % | 9,1 | 13,5 | 19,2 | 37,7 | 47,6 | 48,0 |
| Среднее значение прочности σ, МПа | 2880,0 | 1760 | 3470 | 731,8 | 840,3 | 656,3 |
| Коэффициент вариации Vσ значений σi, % | 44,5 | 29,5 | 25,6 | 102,0 | 40,4 | 90,9 |
| Среднее значение модуля упругости E, ГПа | 91,9 | 87,5 | 86,1 | 66,8 | 71,9 | 34,6 |
| Коэффициент вариации VE значений Ei, % | 7,0 | 9,5 | 12,7 | 120,3 | 27,3 | 93,4 |
| Среднее значение предельной деформации εпред, % | 3,29 | 2,13 | 4,36 | 1,12 | 1,17 | 1,90 |
| Коэффициент вариации Vε значений εпред, % | 44,2 | 32,7 | 24,3 | 26,8 | 29,8 | 29,5 |
Дискретные БВ, полученные с помощью «дуплекс – процесса», а также с использованием индукционных высокочастотных установок с раздувом воздухом при нормальной и повышенной температурах, сильно отличаются по всем параметрам от волокон, изготовленных непрерывным способом (см. табл. 2.3.):их прочность в 2,1 – 5,3 раза уступает прочности ровинга, а модуль упругости – в 1,2 – 2,7 раза.
|
| Рис. Диаграмма растяжения углеродных и базальтовых волокон: 1 – РБН (б) 13 – 1200; 2 – РБ – 10 – 1000; 3 – РБК – 600; 4 – раздув горячим воздухом; 5 – фильерный способ; 6 – раздув воздухом при нормальной температуре; 7,8 – УКН – 5000. |
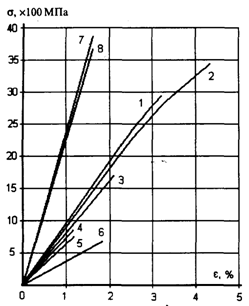
Табл 2.4. Механические свойства углеродных волокон УКН – 5000 (круглое сечение)
| № партии (катушки) | d | Vd | σ | Vσ | E | VE | εпред | Vε |
| мкм | % | МПа | % | ГПа | % | % | ||
| 1 | 6,9 | 9,0 | 3779,8 | 26,6 | 218,8 | 11,0 | 1,72 | 25,5 |
| 2 | 6,9 | 8,1 | 3816,1 | 22,1 | 226,7 | 14,0 | 1,68 | 22,5 |
| 3 | 6,7 | 7,2 | 3929,9 | 26,2 | 226,0 | 9,5 | 1,72 | 23,8 |
Для сравнения были также исследованы углеродные волокна типа УКН – 5000 круглого поперечного сечения, отобранные из трех партий по одной катушке от партии (табл. 2.4.). /8/
Таким образом базальтовый волокнистый наполнитель выбран в качестве основного наполнителя в фрикционном полимерном материале, так как обеспечивает необходимые фрикционные и прочностные свойства изделия и не выделяет вредных для человека и окружающей среды в отличии от асбестового наполнителя.
2.5 Выбор состава термоустойчивого фрикционного ПМКак было показано выше для получения термоустойчивого фрикционного ПМ целесообразно использовать в качестве связующего имидный состав АПИ-3, а в качестве основного наполнителя, обеспечивающего фрикционные показатели и несущую способность базальтовый волокнистый наполнитель.
Для обеспечения быстрого отвода тепла, выделяющегося при трении в состав материала необходимо ввести компоненты с высокой теплопроводностью. В качестве таких компонентов можно использовать углеродный, графит, медный порошок, латунныю стружку /2/.
Таблица 2.5. Составы для фрикционных ПМ
| № | Базальтовый наполнитель, %. масс | Связующее, %. масс | Углеродные волокна, %. масс | Графит, %. масс | Медный порошок, %. масс | Латунная стружка, %. масс | ПАВ, %. масс |
| 1 | 45 | 35 | 5 | - | - | 15 | 0,2 |
| 2 | 50 | 37 | - | 5 | 8 | - | 0,2 |
| 3 | 50 | 35 | - | 5 | 4 | 6 | 0,2 |
Исходя из конфигурации изделия и условий его формования полуфабрикат ФПМ должен представлять собой дозирующийся прессматериал (типа ФСВ): гранулы игольчатого типа, в которых волокнистый наполнитель конечной длинны (размер от 5 до 20 мм) покрытый оболочкой связующего, содержащего все остальные компоненты материала. Таким образом связующие представляет собой суспензию. Для того чтобы эта суспензия была устойчивой ее компоненты должны быть мелкодисперсными. Исходя из этого мы выбираем состав №3 который содержит медный порошок и графит. Гранулы прессматериала не должны слипаться при хранении.
Для обеспечения оптимальных условий прессования фрикционной накладки прессматериал – дозирующийся базальтоволокнит на основе имидного связующего АПИ – 3 (ДБВ-ФИ) должен удовлетворять следующим требованиям:
| -вязкость при температуре формования 300°С. | 106-107 Па*с. |
| -время вязкотекучего состояния | 6 мин |
| время отверждения | 20 мин. |
| -содержание летучих | не более 10% масс. |
Прессматериал ДБВ-ФИ должен сохранять свои свойства, т.е. иметь срок хранения не менее 1 года./6/.
Полуфабрикаты такого типа традиционно получают путем совмещения длинномерного волокнистого наполнителя со связующим по растворенной технологии, используя метод окунания. Такая технология реализуется на пропиточных установках, которые позволяют обеспечить заданную степень наполнения. Далее необходимо удалить растворитель и низкомолекулярные продукты из связующего, обеспечить заданную длинну гранул и сохранить механические свойства наполнителя./9/.
Для получения ДВБ-ФИ используют наполнитель в виде нитей, жгутов, лент, тканей, в зависимости от сочетания требований по эксплуатационным свойствам материала в изделии и производительности процесса в целом.
2.6 Получение прессматериала ДБВ-ФИ в лабораторных условиях и исследование технологических свойствДля оценки пригодности выбранных типов связующего и наполнителя и для обработки технологии получения и прессования термоустойчивого фрикционного ПМ в лабораторных условиях был получен прессматериал, содержащий имидное связующее АПИ-3, базальтовые волокна в качестве основного наполнителя и углеродные волокна для увеличения теплопроводности материала.
Состав материала:
– связующее АПИ-3………………………30% об.
– базальтовый наполнитель………………50% об.
– углеродный наполнитель……………….20% об.
Материал получили таким образом:
Отрезали базальтовую ткань размером 400*400 мм, улажили на полиэтиленновую (ПЭ) пленку, нанесли из стеклянной емкости рассчитанное количество имидного связующего АПИ-3.
Далее накрыли ПЭ пленкой и равномерно с легким нажимом распределили связующее шпателем по всей площади ткани. Для обеспечения пропитки наполнителя ткань со связующим выдержали между пленками в свободном состоянии не менее двух часов. Пропитанную ткань перенесли на решетчатый поддон, предварительно удалив полиэтиленовые пленки и загружали в термошкаф для проведения процесса синтеза олигоимида на поверхности наполнителя.
Режим термообработки полуфабриката определялся из условий образования олигоимида из смеси имидообразующих мономеров АПИ-3/ /:
– нагрев от 20°С до 180°С со скоростью 4–6 °С в/мин.
– выдержка при 180 °С в течении 1-го часа.
– свободное охлаждение вне термошкафа.
Жесткий лист пропитанной ткани разрезали ножницами на отрезки размерами 15*1,5 мм. Для получения полуфабриката готового к формованию смешали пропитанный базальтовый и углеродный наполнитель исходя из заданного соотношения. Поместили их в стеклянную емкость и перемешали до состояния статистического смешения.
Затем пессматериал загрузили в прессформу и провели прессование на лабороторном ручном прессе.
Режим прессования:
– загрузка полуфабриката в прессформы при Т=20°С.
– устанавка прессформы под пресс разогретый до Т=300 °С.
– создание давления 20 кg/cм2 (по барометру пресса).
– выдержка в течении 25 минут.
– снятие прессформы и свободное охлаждение.
– разборка прессфомы и выемка образца.
Получаемые образцы имели вид таблеток с радиусом R=1,25 и толщиной 6 мм.
Отработку режима прессования проводили в основном по давлению прессования (Рпр). Для выбора температурновременных показателей использовались рекоменда-ции/11/. Технологические свойства оценивали пластометрическим методом (метод ротационной выскозиметрии) на приборе пластомер «Полимер Р-1».
3. Разработка технологии получения термоустойчевого фрикционного ПМ 3.1 Разработка технологии получения ДВБ-ФИ
Для получения прессматериала ДВБ-ФИ используется имидное связующее мономерного типа АПИ-3, и базальтовая нить РБК-600. Связующие представляет собой прозрачную жидкость красно-коричневого цвета; это 60%-ный раствор имидообразующих мономеров и в фуриловом спирте (табл. 3.1).
Таблица 3.1. Характеристика раствора связующего АПИ-3 /20/
| Концентрация, % | Температура, оС | Вязкость по ВЗ-4, сек | Плотность, г/м3 |
| 40 | 20 | 17 | 1,161 |
| 60 | 20 | 155 | 1,188 |
| 60 | 30 | 72 | 1,178 |
| 60 | 40 | 40 | 1,168 |
| 60 | 50 | 30 | 1,162 |
| 60 | 60 | 19 | 1,160 |
Коэффициент рефракции 60%-ного раствора АПИ-3 при 20 оС составляет 1,522–1,526; поверхностное натяжение – 32,5 дин/см2. Угол смачивания связующим при 20 оС углеродного волокна составляет 250; стеклянного – 12–160; базальтового – 10–120.
В качестве наполнителя используется базальтовая нить РБК-600. Степень наполнения в прессматериале определяется с учетом количества летучих продуктов в связующем и исходя из заданной степени наполнения материала после отверждения, которая равна 60% масс.
Так как связующие жидкое с легко регулируемой вязкостью, то для получения прессматериала ДБВ-ФИ можно рекомендовать метод окунания, который осуществляется на пропиточных установках.
В процессе пропитки окунанием волокнистый наполнитель в виде нитей сматывают с бобин и по тракту установки для пропитки направляют в ванную со связующим (рис. 3.1). На выходе из пропиточной ванны производят отжим избытка связующего и направляют в сушильную камеру, где происходит удаление растворителя и предотверждение связующего. Из камеры непрерывный материал подается на автоматические ножницы где режется на гранулы заданной длинны и ссыпается в тару /9/.
Закономерности проникновения связующего в межволоконное пространство наполнителя представлены на рис. 3.2.
Нить диаметром 2R находится в ванне со связующим на глубине Н. Связующие проникает в межволоконное пространство нити через боковую поверхность, сквозь щели шириной d, образованные параллельно уложенными элементарными волокнами.
Движение связующего в процессе пропитки волокнистого наполнителя хорошо описывается законом Дарси:
Vф = – (К/h)×(dpn/dR),
где: Vф – скорость фильтрации;
К – коэффициент проницаемости;
dpn/dR – градиент давления по радиусу жгута.
В соответствии с теорией гидравлического радиуса, формула, связывающая К с характеристиками пропитываемого наполнителя выглядит следующим образом:
К = аП3/ (bf (1-П2)),
где: а = sin2a – фактор ориентации каналов пор по отношению к направлению потока связующего (для хаотически распределенных волокон а = 0,75);
b – фактор формы каналов (для каналов между прямолинейными цилиндрами b = 3);
f – удельная поверхность волокон (отношение единицы поверхности волокна к площади его поперечного сечения).
Давление пропитки Рn складывается из нескольких составляющих:
Рn = 2s сos q/d + rgН + Ратм – Рвозд,
т.е. капиллярного давления, гидростатического и атмосферного.
Воздух, находящийся в межволоконном пространстве, оказывает сопротивление движению связующего. Под действием удельной капиллярной силы
DF2 = s sin q
происходит сближение элементарных волокон, а следовательно, уменьшение d и снижение скорости пропитки.
Пропитку интенсифицируют вакуумированием межволоконного пространства наполнителя (вакуумная пропитка), увеличением давления над свободной поверхностью связующего (пневматическая пропитка), возбуждением в связующем акустического давления (пропитка с наложением механических колебаний), наложением на связующие центробежных сил (центробежная пропитка) и другими способами /12/.
При выходе из пропиточной ванны помимо того связующего, которое проникает в межволоконное пространство, поверхность волокнистого наполнителя захватывает еще некоторое количество связующего, общая толщина связующего d может быть определена по следующим формуле:
d = 1,32 RC (hV/s)2/3
для жгута радиуса R, протягиваемого со скоростью V через ванну со связующим, с объемной концентрацией С и вязкостью h.
Для пропитываемой нити, выходящей из ванны под углом наклона к горизонту a,
|
|

Необходимое содержание связующего в прессматериале обеспечивается отжимом, который осуществляется роликами, ножами или эластичными губками /12/.В данном случае процесс пропитки волокнистого наполнителя совмещен с термообработкой и резкой готового прессматериала.
Поскольку связующие представляют собой растворы 40–60%-ной концентрации, а скорости пропитки довольно высоки, приходится за короткое время из удалять значительное количество растворителя. При высоте сушильных камер от 2,5 до 4 метров и 2–4 проходах препрегов через камеру со скоростью 1,0–10 м/мин время сушки составляет от 0,5 до 15 минут. В таких условиях обычная конвективная сушка оказывается малоэффективной, т. к. удаление растворителя идет только с поверхности, а образовавшаяся пленка связующего препятствует выходу растворителя. Для интенсификации процесса применяют инфракрасную сушку препрегов с принудительным отсосом паров растворителя. При инфракрасной сушке происходит прогрев препрега по всему объему, причем, наиболее интенсивно поглощает тепло волокнистый наполнитель. Поэтому поток тепла идет изнутри к наружной поверхности препрега и твердая пленка на этой поверхности почти не образуется /10/.
Энергия излучающих элементов сушильной камеры Q расходуется на нагрев препрега и испарение растворителя, нагрев стенок камеры, т. к. волокнистый наполнитель и металл, из которого сделаны стенки сушильной камеры, непрозрачны для инфракрасного излучения. Воздух – практически прозрачен для инфракрасных лучей и поэтому нагревается конвективно только от стенок камеры.
При расчете тепла Q, потребляемого для сушки препрега, задаются температурой излучателей Т, температурой нагрева ленты препрега (воздуха) Тл, температурой стенки сушильной камеры Тк. Должна быть известна номинальная мощность нагревательной камеры, расход воздуха, масса погонного метра препрега, содержание в препреге связующего и его концентрация, скорость пропитки V. Определяют площадь поверхности излучающих плит F1, поверхности ленты препрега F2 и внутренней полости сушильной камеры F3.
Производительность установки Gпр определяется по формуле:
Gпр = mп 60, (г/ч),
где: mп – масса погонного метра препрега;
Vп – скорость пропитки.
Количество испаряемого растворителя Gр
Gр = GпрСсвСкр/100,
где: Ссв – массовое содержание связующего, %;
Скр – концентрация растворителя, %.
Суммарное количество тепла Qå, идущее на нагревание ленты Q1, сухого остатка связующего Q2, нагревание и испарение растворителя Q3 и соответственно равно
Qå = Q1 + Q2 + Q3 + Q4
или
Qå = С/лmлDТл + С/свmсвDТсв + С/рmрDtр + qрmр,
где: С/л, С/св, С/р – удельные теплоемкости материала наполнителя, связующего и растворителя соответственно;
mл, mсв, mр – их массовое содержание в препреге;
DТл, DТсв – разница между температурой сушки и начальной температурой;
Dtр – разница между температурой кипения растворителя и начальной температурой;
q – удельная теплота парообразования растворителя при температуре кипения и нормальном давлении.
Определяют расход воздуха, предотвращающий образование внутри сушильной камеры взрывоопасной среды
V = mp/ (ПДК НВП),
где: ПДК – предельно допустимая концентрация растворителя;
НВП – нижний предел взрывоопасности.
Тепло, идущее на нагревание воздуха:
Qв = Св Vв (t1 – t2),
где: Св – объемная теплоемкость воздуха;
t1 и t2 – начальная и конечная температуры воздуха.
Тепло, передаваемое излучением препрегу от инфракрасных нагревателей Qи и стенок сушильной камеры Qск
Qå = Qи + Qск.
В общем виде тепло Qи(ск)
Qи(ск) = eи С0 [(Т1/100)4 – (Т2/100)4]F1,
где: eи – приведенный коэффициент черноты
|
|
где: e1, F1, e2, F2 – коэффициент черноты и площади нагреваемых поверхностей;
Т1, Т2 – температура нагреваемой и излучаемой поверхностей. /9/.
Таким образом, при разработке технологии получения прессматериала ДБВ-ФИ методом окунания необходимо учитывать концентрацию и вязкость раствора связующего, природу и текстуру наполнителя, смачивающую способность и поверхностное натяжение связующего, скорость диффузии и фильтрации. При термообработке связующего АПИ-3 происходит не удаление растворителя, а первая стадия химической реакции синтеза олигоимида, т.е. образование олигоимидоэфира, сопровождающаяся выделением низкомолекулярных летучих продуктов реакции. Степень синтеза определяет свойства прессматериала /15,16,20/. Технологический процесс пропитки базальтовой нити связующим АПИ-3 строится по традиционной технологической схеме реализации процесса на пропиточных установках, при этом весь процесс можно разделить на две основные части: пропитка наполнителя в пропиточной ванне и термообработка пропитанного наполнителя в сушильной камере.
Скорость движения наполнителя, т.е. производительность процесса, будет определяться скоростью самого медленного физического или химического процесса, происходящего при получении прессматериала, и конструктивными возможностями сушильной камеры (количеством зон и их размерами). Режим термообработки определяется кинетикой реакции синтеза олигоамидоэфира на поверхности наполнителя, в данном случае на поверхности базальтовой нити РКБ-600.
Время, необходимое на прохождение процессов фильтрации, смачивания и диффузии при совмещении связующего АПИ-3 с базальтовой нити РБК-600, оценивается в соответствии с рекомендациями /9,10/ и, с учетом высокой смачивающей способности связующего АПИ-3, является значительно меньшим, чем время затрачиваемое на прохождение процесса синтеза. Поэтому, скорость движения наполнителя в пропитывающей установке рассчитывается исходя из условий синтеза олигоамидоэфира, т.е. необходимости выдержки материала при 600С в течение 20 минут. В существующих пропиточных установках используют сушильные камеры, имеющие высоту от 2,5 до 4-х метров с длиной пути прохождения материала от 5 до 32 метров (что обеспечивается количеством проходов по высоте сушильной камеры). Для организации процесса получения прессматериала на основе АПИ-3 целесообразно выбрать сушильные камеры высотой 4 м с тремя проходами материала по высоте камеры. При этом скорость движения наполнителя будет:
Vдвиж = L (м) / t (мин) = 4 м × 3 раза / 20 мин = 1,2 м/мин.
Вследствие того, что для проведения синтеза олигоамидоэфира на поверхности наполнителя требуется нагрев и выдержка при одной температуре (1800С), то сушильная камера пропиточной установки будет иметь только одну температурную зону (рис. 3.1).
При организации процесса следует учесть механические свойства наполнителя базальтовой нити РБК-600. Базальтовые волокна легко распушаются по поверхности от соприкосновения с различными элементами установки. Поэтому количество соприкосновений сухого базальтового наполнителя с путевыми роликами должно быть минимальным. В данном случае предполагается только один контакт на входе в пропиточную ванную. После того как на базальтовое волокно нанесено связующее, т.е. волокно защищено, количество контактов не регламентируется. Жесткость базальтовых волокон ограничивает допустимый радиус изгиба волокон без разрушения, который можно ориентировочно оценить в соответствии с формулой:
sр,в = Ер,в × dв / dизг
В соответствии с этой зависимостью для базальтовых волокон в нити РКБ-600 допустимый минимальный радиус изгиба составляет 0,3 мм. Диаметры путевых роликов пропиточных машин как правило значительно превосходят данное значение. Поэтому этот фактор не будет учитываться при организации технологического процесса.
Пропиточная ванна должна быть оснащена подогревом, с мощностью нагревательных элементов, обеспечивающих нагрев связующего до температуры 55±5 0С (т.е. до оптимального значения вязкости, без использования дополнительных растворителей). В этом случае в сушильную камеру будет попадать уже подогретый до температуры термообработки материал, что сокращает общее время цикла.
Если пропиточная ванна не снабжена нагревательными элементами и пропитка должна проводиться при температуре окружающей среды, то связующее необходимо разбавить до требуемого уровня вязкости (17–19 сек). В качестве разбавителя возможно использование ацетона, который при термообработке в сушильной камере полностью удаляется и не влияет на механизм и направление синтеза олигоамидоэфира. В этом случае общее время нахождения материала в сушильной камере несколько увеличится из-за необходимости прогрева материала до 600С со скоростью не более 50С/мин., при этом несколько уменьшиться скорость движения наполнителя в пропиточной установке.
Таким образом, для получения прессматериала ДБВ-ФИ можно использовать стандартные пропиточные установки:
пропиточная ванна должна иметь обогрев до 55±50С;
сушильная камера высотой 4 м, имеет одну зону нагрева (600), обеспечивает три прохода материала; снабженная инфракрасными нагревателями;
скорость движения – 1.2 м/мин;
путевые ролики – стандартные.
3.2 Технологическая блок схема и получение ДБВ-ФИ Блок схема. ![]()
![]() 1. Хранение исходных материалов.
1. Хранение исходных материалов.
![]()
2. Контроль качества исходных материалов.

![]() 3. Получение прессматериала ДБВ-ФИ.
3. Получение прессматериала ДБВ-ФИ.
![]()
![]() 4. Контроль качества ДБВ-ФИ.
4. Контроль качества ДБВ-ФИ.
![]()
5. Хранение препрега ДБВ-ФИ.
Хранение исходных материалов.
Операция осуществляется в складских помещениях согласно
ГОСТ 12. 1. 005–76:
* температура воздуха 18–20 0С;
* относительная влажность не выше 60%;
* не допускается нарушение целостности упаковки материалов.
Похожие работы
... колеса з рейкою, а також роботу сил тертя в контактній зоні. ВИСНОВКИ У дисертації вирішено актуальну науково-технічну проблему підвищення ефективності гальмування рейкового рухомого складу поліпшенням умов взаємодії коліс із гальмівними колодками і рейками шляхом розвитку теорії та знайдення науково обґрунтованих технічних рішень, що забезпечують підвищення ефективності роботи гальмівних і ...
... в ХХI век и целесообразно рассмотреть требования этого века в технологиям получения материалов. Для развития техники высоких температур необходимы композиционные материалы (КМ) на основе углеродных волокон (УВ), углеродных и карбидо–углеродных матриц. Основные требования к таким КМ в настоящее время и, особенно, в недалеком будущем сведутся к следующему: В двигателях современных и будущих ракет, ...
... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
... стекловолокна. Механическая прочность и теплостойкость ПА, наполненных стекловолокном, увеличивается по сравнения с ненаполненными в 2-3 раза. Значительно возрастает и сопротивление ползучести, усталостная прочность, износостойкость.В автомобилестроении Стеклонаполненные ПА для изготовления деталей с жёстким размерными допусками, работающих в интервале температур от -60 до 150 С, а так же деталей, ...
0 комментариев