Навигация
Разработка технологии изготовления типовых деталей
13423
знака
1
таблица
0
изображений
Министерство общего и профессионального
образования Российской Федерации
Московский государственный технический
Университет им Н.Э. Баумана
Калужский филиал
Кафедра технологии машиностроения
М1-КФ
Курсовая работа
по курсу: “Технология производства”
на тему: “Разработка технологии изготовления типовых деталей”
Калуга
Содержание
Задание на курсовой проект
Введение
Глава 1. Определение типа производства и такта выпуска деталей
Глава 2. Определение припусков на механическую обработку и размеров заготовки
Глава 3. Технико-экономическое обоснование метода получения заготовки
Глава 4. Техническое нормирование операций
Список использованной литературы
Задание на курсовой проект
Дано:
1) Nв=50000 шт – годовая программа выпуска;
2) Деталь вал-шестерня массой 3,5 кг;
3) Марка материала Сталь 45
Необходимо:
1) Определить тип производства и такт выпуска деталей;
2) Определить припуски на механообработку и размеры заготовки;
3) Провести технико-экономическое обоснование метода получения заготовки;
4) Провести техническое нормирование операций и разработать маршрут обработки детали.
Ведение
Под типом производства понимается совокупность признаков, определяющих организационно-технологическую характеристику производственного процесса. В основу классификации типов производственных процессов положены следующие факторы: номенклатура продукции, объем выпуска, степень постоянства номенклатуры и характер загрузки рабочих мест. По этим характеристикам различают три типа производственных процессов: единичные, серийные и массовые.
Единичными производственными процессами называют такие, при которых в единичных экземплярах изготовляется широкая номенклатура изделий, повторяющихся или не повторяющихся через определенные интервалы времени. На рабочих местах выполняют разнообразные операции без их периодического повторения на универсальном технологическом оборудовании с использованием универсальной, унифицированной и стандартной технологической оснастки. Универсальность выполнения работ требует высокой квалификации рабочих.
Серийными производственными процессами называют такие процессы, при которых периодически изготовляется относительно ограниченная номенклатура изделий в количествах, определяемых партиями выпуска (запуска). При этом на каждом рабочем месте выполняется несколько деталеопераций, чередующихся через определённые промежутки времени, т.е. ритмично повторяющихся. Серийное производство является основным типом машиностроительного производства. В нём процесс изготовления деталей построен по принципу дифференциации операций. Для выполнения различных операций используют универсальные металлорежущие станки, оснащенные как универсальными, так и универсально-сборными и специальными приспособлениями. Находят применение также специализированные, специальные автоматизированные, агрегатные станки, станки с ЧПУ, гибкие производственные системы. Средняя квалификация рабочих в серийном производстве ниже, чем в единичном.
Массовыми производственными процессами называют такие процессы, в которых непрерывно, в значительном количестве изготовляется весьма ограниченная номенклатура изделий. Условием массовости производственного процесса является полнота загрузки оборудования и рабочих мест заданием по выпуску изделия только одного наименования, но в большом объеме. В этом типе производства применяют высокопроизводительное оборудование: специальные, специализированные и агрегатные станки, станки с ЧПУ, станки для непрерывной обработки, многошпиндельные автоматы и полуавтоматы, автоматизированные производственные системы и автоматические линии. Для технологических процессов характерен высокий уровень использования средств автоматизации и комплексной механизации.
В крупносерийном и массовом производстве широко применяют поточную организацию производства.
Поточным производством называется форма организации производства, основанная на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняемых на специализированных рабочих местах, расположенных в последовательности операций технологического процесса. Необходимой предпосылкой успешного функционирования поточных линий является достижение организационной стабильности процесса и соблюдение свойственного поточному производству технического и трудового режима, а так же режима обслуживания. Для этого типа производства характерны многие принципы организации производственного процесса. Это принципы специализации, прямоточности, непрерывности, параллельности и ритмичности. В зависимости от имеющейся площади поточные линии могут иметь различную конфигурацию: прямолинейную, прямоугольную, круговую и др. Для поточного производства характерен высокий уровень механизации и автоматизации как технологических, так и транспортных операций. Наиболее распространены следующие транспортные средства: транспортное оборудование непрерывного действия – приводные конвейеры различных конструкций; бесприводные (гравитационные) транспортные средства – рольганги, скаты, спуски и др.; подъемно-транспортное оборудование циклического действия – мостовые и другие краны, монорельсы с тельферами, электротележки, автопогрузчики и т.п.
Конвейеры обладают значительными преимуществами: поддерживают ритм работы линии, облегчают труд рабочего, дают возможность наблюдать за движением заделов, уменьшают потребность во вспомогательных рабочих и т.д. В машиностроении применяются следующие основные разновидности поточных линий: непрерывно-поточные, прерывно-поточные и стационарные. Совершенствование поточного производства привело к созданию автоматизированных линий, на которых все операции и транспортирование предметов труда осуществляются автоматически.
ГЛАВА 1.
Определение типа производства и такта выпуска деталей
1.1 Определение программы запуска деталей в производство
Nв=50000шт
Nз=Nв*К1*К2, где
К1 – коэффициент, учитывающий незавершенное производство (К1=1,04);
К2 – коэффициент, учитывающий возможные технологические потери при обработке деталей (К2=1,02);
Nз= 50000*1,04*1,02=53040 шт
1.2 Определение типа производства
Исходя из массы детали и программы запуска (m=30,5кг; Nз=53040шт) выбираем массовый тип производства.
1.3 Определение расчетного такта выпуска деталей
Тр= (60*Fэф*m)/Nз , где
Fэф – эффективный годовой фонд работы оборудования (час);
m – число рабочих смен;
Тр=(60*2030*2)/53040 = 4,6 мин/шт
Похожие работы



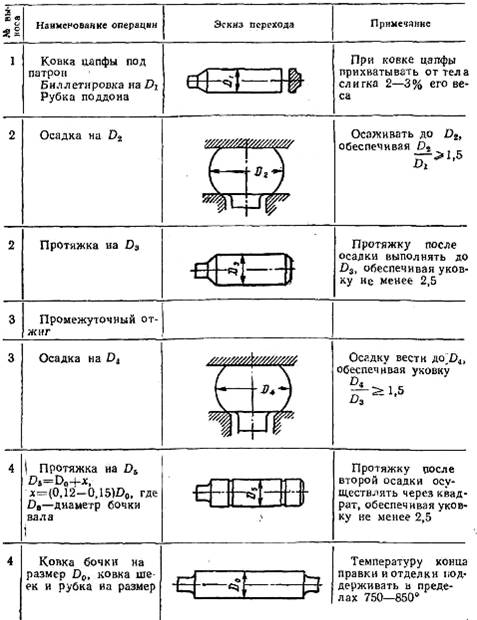
... , горячим выдавливанием или штамповкой на ГКМ. Однако, выбор между этими способами требует способности хорошо разбираться в них и наличия методических указаний к разработке технологии по каждому способу. Штамповку валов, имеющих отношение длины поперечнику более 2,5 – 3 приходится во избежание продольного изгиба штамповать поперек оси заготовки (деформирующие силы перпендикулярны оси заготовки). ...

... прессматериала Хранение герметично упакованного в пленочный мешок прессматериала может осуществляться в течение 12 месяцев при температуре не выше 20 0С и относительной влажности 50–60%. 4. Разработка технологии изготовления фрикционных тормозных колодок. 4.1 Обоснование выбора метода Выбор метода формования изделия из ПМ определяется конфигурацией и размерами изделия, техническими ...
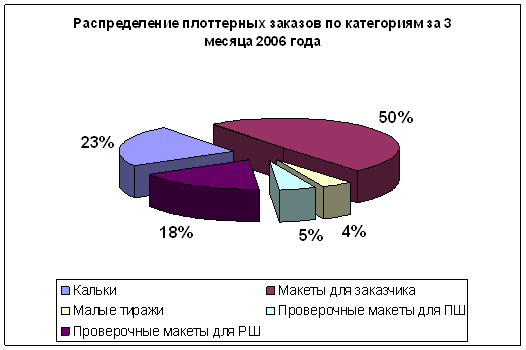
... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...
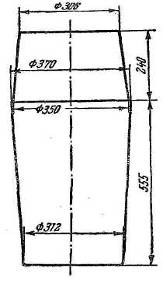
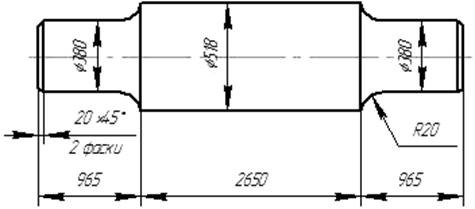

... при соотношении наружного диаметра заготовки к диаметру отверстия плиты равном 1,3 – 1,35. 4. Разработка технологического процесса ковки Исходными данными для разработки технологии изготовления заготовки кованого валка холодной прокатки являются чертёж детали и марка стали поковки. Эскиз рабочего валка стана холодной прокатки из стали 9X2МФ представлен на рис. 4. Рис. 4. Эскиз рабочего ...
0 комментариев