Припой ПОС-61 ГОСТ 21930-76
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Количественная оценка технологичности
Выбор оборудования, приспособлений, инструментов и вспомогательных материалов
Установление содержания переходов вариантов выполнения операций и их нормирование
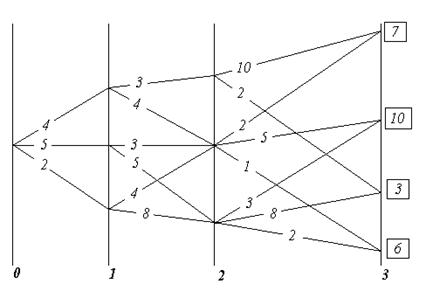
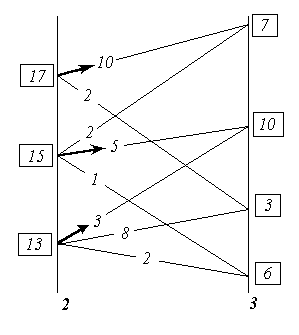
Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Навигация
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Проектирование хронологического процесса сложения платы преобразователя влажности газа
47667
знаков
7
таблиц
3
изображения
4. ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Организационной формой сборки [5] называется принятая форма связей между отдельными операциями сборочного процесса.
Основными организационными формами сборки являются стационарная и подвижная.
При стационарной сборке изделие собирается на одном или параллельно на нескольких рабочих местах. Стационарная сборка может быть концентрированной, когда изделие от начала до конца собирается на одном рабочем месте, и дифференцированной, при которой процесс разделяется на узловую и общую сборку. Сборочные единицы (узлы) собираются одновременно на нескольких рабочих местах.
Подвижная сборка заключается в том, что собираемый объект перемещается от одного рабочего места к другому в последовательности, обусловленной ТП. На каждом рабочем месте выполняется одна и та же повторяющаяся операция. Подвижная сборка выполняется двумя способами:
- со свободным движением собираемого объекта, перемещающегося от одного рабочего места к другому по мере выполнения операции, закрепленной за рабочим местом;
- с принудительным движением собираемого на конвейере объекта, когда его перемещение (непрерывное или периодическое) согласовано с тактом сборки. Такая сборка называется поточной.
Выбор организационной формы сборки производится в соответствии с положениями:
1) стационарная сборка применяется в единичном и мелкосерийном производстве, и в серийном, когда затрачиваемое на сборку время, значительно меньше такта;
2) если время сборки узла кратно такту, но по технологическим соображениям процесс сборки нельзя разделить на отдельные операции, то сборка выполняется на нескольких рабочих местах параллельно. В этом случае рабочие места дублируют друг друга и сборка получается стационарной независимо от программы выпуска;
3) в массовом и серийном производствах во всех тех случаях, когда время сборки прибора превышает такт со значительной кратностью, целесообразно применять подвижную поточную сборку, так как она является наиболее совершенной формой организации сборочных работ.
Но в нашем случае целесообразно применять подвижную сборку со свободным движением собираемого объекта, так как предполагается автоматизация сборочных операций, а синхронизировать работу автоматов сложно.
5. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
Наиболее технологичные конструкции, как правило, и наиболее экономичны в условиях производства. В технологичной конструкции не должно быть работ, выполняемых вручную, т.к. они мало продуктивны; должны максимально использоваться механизация и автоматизация; необходимо максимально использовать унифицированные, нормализированные, стандартные детали и узлы; следует избегать оригинальных конструкций, деталей и узлов; максимально обеспечивать взаимозаменяемость, контролепригодность, инструментальную досягаемость к узлам и элементам, регулируемость; следует использовать минимальное количество деталей и узлов; техпроцесс составления должен совмещать минимальное количество операций.
5.1 Качественная оценка технологичности
Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и зачастую определяет целесообразность выполнения количественной оценки. Качественная оценка технологичности конструкции изделия выражается понятиями: "хорошо - плохо", "соответствует - несоответствует", "технологично - нетехнологично", "допустимо - недопустимо" и т.д. Качественная оценка раскрывает конструктивно-технологические особенности изделия к изготовлению по основным видам работ.
У сборочных единиц оцениваются: компоновочные решения; взаимозаменяемость; элементная база; контролепригодность; вид подготовки, установки и монтажа ЭРЭ; инструментальная доступность; регулируемость; способы защиты от внешних воздействий и т.п. При оценке элементной базы необходимо обратить внимание на типы элементов, их вид, размеры, форму корпуса, расположение и количество выводов, базовые расстояния для установки на плату, формовать выводы или нет, герметичность, особые требования и т.п.
При оценке элементной базы информацию, важную для разработки операций технологического процесса составления лучше занести в таблицу 5.1.1, группируя ЭРЭ по типам и типоразмерам.
| Стабилизатор, супервизор (DA1,DA2) | Прямоугольная 5*4мм Высота 1,5 мм | 8 выводов с противоположных сторон | Параллельно | 5 | - |
| Конденсаторы (С1-С11) | Цилиндрическая Диаметр 10мм Высота 14мм | 2 вывода Радиальные | Перпендикулярно | 5 | Лужение, обрезка |
| Индуктивности (L1,L2) | Прямоугольная 2*1.25мм Высота 1мм | - | - | - | - |
| Резисторы (R1-R4) | Цилиндрическая Диаметр 2.3мм Длина 6мм | 2 вывода Осевые | Перпендикулярно | 10 | Лужение, формовка, обрезка |
| Диоды (VD1,VD2) | Цилиндрическая Диаметр 2.7мм Длина 3.8мм | 2 вывода Осевые | Перпендикулярно | 10 | Лужение, формовка, обрезка |
| Транзистор (VT1) | Прямоугольная Ширина 2.8мм Длина 7мм Высота 5мм | 3 вывода в одну сторону | Перпендикулярно в 2 ряда | 1.25 | Лужение, обрезка |
| Разьем OFW4 (XS1) | Прямоугольная 5*11мм | 4 вывода в одну сторону | Перпендикулярно | - | Лужение, обрезка |
| Разьемы D-SUB (XS2) | Прямоугольная 12*30мм | - | - | - | - |
| Кварцевый генератор (ZQ1) | Квадратная 12*12мм | 4 вывода в одну сторону | Перпендикулярно | 7.62 | - |
Компоновочные решения
ЭРЭ размещены на одной стороне платы – это решение технологично, поскольку позволяет максимально автоматизировать сборочные и монтажные операции [6].
Плотность монтажа средняя и соответствует размерам платы.
Форма печатной платы прямоугольная и унифицированная по размерам сторон и их соотношению, т.о. специальное оборудование не требуется.
Взаимозаменяемость
Все элементы стандартные, легко заменяемые. Дополнительные затраты не требуются.
Элементная база
Среди всех ЭРЭ есть 4 микросхемы, которые могут пострадать от статического электричества.
Контролепригодность
Технологична, т.к. можно контролировать все ЭРЭ до процесса сборки, все важные этапы во время сборки, а так же параметры печатного узла после сборки.
Вид подготовки, установки и монтажа ЭРЭ
Проанализировав элементную базу, можно сделать вывод что в конструкции много ЭРЭ с выводами, которые требуют лужения, формовки и обрезки – это нетехнологично. Большинство элементов крепятся на плату на свои выводы подгибкой – технологично. Монтаж осуществляется с помощью пайки – технологично.
Инструментальная доступность
Технологична, т.к. ЭРЭ не перекрывают друг друга, а плотность монтажа является средней, поэтому инструментами легко добраться до места сборки устанавливаемых ЭРЭ.
Регулируемость
Точность выходных электрических параметров обеспечивается методами полной, неполной и групповой взаимозаменяемости подстроечных ЭРЭ – технологично.
Способы защиты от внешних воздействий
После сборки плата покрывается лаком для защиты печатного узла от влаги – технологично.
Похожие работы
... породе не выше 0,2%. Это свидетельствует о том, что в процессе разработки их влияние на изменение фильтрационно-емкостных характеристик пласта будет минимальным. 3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 3.1. Проектное решение по разработке месторождения Хохряковское нефтяное месторождение открыто в 1972 году, введено в разработку в 1985 году на основании «Технологической схемы разработки», составленной ...
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... Во все времена люди боялись и отторгали от себя инакомыслящих, чужих, не похожих на большинство. Именно по этому проблема ведьм актуальны сейчас, когда постоянно происходят всплески нетерпимости других народов и их культур. Уничтожение инакомыслия активно приветствовалось правительством, ведь отсутствие инакомыслия позволяло держать народ в подчинении. Для этого и была создана Святая инквизиция, в ...
0 комментариев