Припой ПОС-61 ГОСТ 21930-76
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Количественная оценка технологичности
Выбор оборудования, приспособлений, инструментов и вспомогательных материалов
Установление содержания переходов вариантов выполнения операций и их нормирование
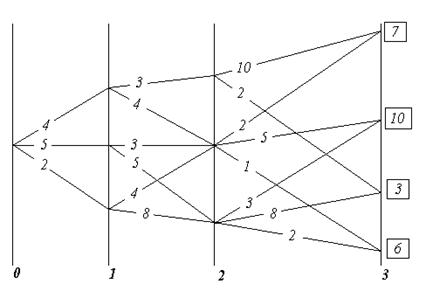
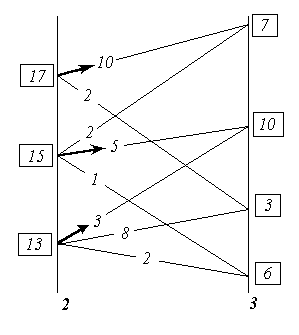
Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Навигация
Припой ПОС-61 ГОСТ 21930-76
Проектирование хронологического процесса сложения платы преобразователя влажности газа
47667
знаков
7
таблиц
3
изображения
2.3 Припой ПОС-61 ГОСТ 21930-76
Ø Область применения [2] – лужение, пайка (при ручном и механизированном способах) выводов ЭРЭ, в том числе интегральных схем (ИС) и полупроводниковых приборов (ПП) электромонтажных элементов печатных плат, электромонтажных соединений ячеек и блоков, точных приборов, микропроводов, печатных кабелей и других изделий РЭА.
Ø Химический состав:
- олово – 59 - 61%;
- свинец – остальное;
- сумма примесей – не более 0,29%.
Ø Физико-механические свойства:
- время сопротивления разрыву при температуре 20°С – 42,18 Н/м2*106;
- температура плавления: начальная – 183°С, конечная - 190°С;
- плотность при температуре 20°С – 8500 кг/м3;
- коэффициент теплового расширения ![]() ;
;
- теплопроводность – 50,24 Вт/(м*К);
- удельное электрическое сопротивление 0,139*10-6 Ом*м;
Ø Токсикологические характеристики:
- характер воздействия: поражение печени, селезенки, системы кроветворения. По характеру влияния сходны с действием металлического свинца;
- влияние на кожу: при длительном воздействии – хроническая экзема;
- 1 класс токсичности и опасности по ГОСТ 12.1.007-76;
- ПДК в воздухе рабочей зоны 0,010 мг/м3 по свинцу.
2.4 Технические требования и требования безопасности к типовым операциям сборки и контроля блоков и узлов на печатных платах ОСТ 92-1042-82
Требованиям к узлам и блокам [3]
Окончательный монтаж регулировочных элементов должен производиться после регулировки изделия, о чем должно быть указано в технологическом процессе.
Требования к рихтовке, формовке и обрезке выводов элементов
Рихтовку выводов элементов допускается выполнять при условии обеспечения неподвижности участка вывода на расстоянии не менее 1 мм от корпуса. При этом не допускается перемещение торца выводов микросхем в корпусах с плоскими выводами в горизонтальной плоскости на величину более ширины вывода.
Для микросхем, имеющих в состоянии поставки отклонения концов выводов от плоскости заделки, допускается возвращать их в исходное положение, обеспечив при этом неподвижность участка вывода на расстоянии не менее 1 мм от корпуса.
Требования к лужению и пайкеФлюсы и припои должны соответствовать ОСТ 4ГО.033.200. основными припоями являются припои марок ПОС 61, ПОС 61М, ПОССу 61-05, ПОСК 50-18 по ГОСТ 21931-76.
Основными флюсами являются ФКСп, ФКЭт по ОСТ 4ГО.033.200, ФКТ по ТУ 13 – 4000177 – 51 – 84.
Флюс, поступающий на рабочие места, должен иметь отметку в сопроводительной документации о дате его изготовления, сроке годности, а в случае необходимости указание величины удельной электрической проницаемости.
На емкости, в которой находится флюс, должна быть указана марка флюса.
При изготовлении канифольных флюсов следует использовать канифоль ОК – 5 ТУ 13-4000177-154-83. При необходимости допускается увеличение содержание канифоли во флюсе ФКТ по ТУ 13-4000177-51-85 до 30 - 50% за счет уменьшения содержания растворителя.
Лужение выводов элементов, концов проводов и пайку их на печатные платы следует производить припоем одной марки.
Допускается лужение выводов элементов, концов проводов и контактных площадок печатных плат производить припоем ПОС 61 по ГОСТ 21931-76, пайку – припоем ПОСК 50-18 по ГОСТ 21931-76.
Требования к пайке
Температура и время пайки выводов элементов и концов проводов не должны превышать значений, указанных в стандартных и технических условиях на элементы. В случае отсутствия таких указаний при пайке выводов элементов, кроме микросхем, концов проводов должны выполняться следующие требования:
- температура стержня электропаяльника – не более 265°С;
- время пайки – не более 3с;
- интервал между повторными пайками – не менее 20 с;
- количество перепаек – не более 2.
Требования к паяным соединениям
Пайка должна быть по возможности «скелетной», т.е. под припоем должен просматриваться контур вывода элемента. Торец вывода может быть видимым и нелуженым. Допускается «заливная» форма паяного соединения, когда выводы элемента полностью скрыты припоем.
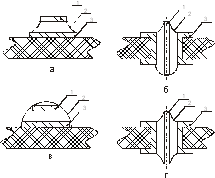
Рисунок 2.5.1 – Варианты пайки 1 – вывод элемента; 2 – припой; 3 – контактная площадка.
Требования к лужению
Участок вывода элемента, подлежащий пайке, должен подвергаться лужению припоем на расстоянии от корпуса, указанном в технических условиях на элемент.
В случае отсутствия таких указаний лужение выводов элементов следует производить на расстоянии от корпуса не менее 1 мм.
На поверхности выводов элементов и проводов, подлежащих лужению, не должно быть лака, краски, коррозии, темных пятен.
При необходимости допускаются до лужения выводы элементов, кроме выводов микросхем, зачищать от окисной пленки, лак, краски на расстоянии не менее 2 мм от корпуса, при этом не допускается полное снятие металлического покрытия, оголение основного материала вывода и повреждение наружного контактного узла и его покрытия.
Температура и время лужения выводов элементов (кроме микросхем) и концов проводов не должны превышать указанных в государственных стандартах и технических условиях.
При отсутствии таких указаний должны быть:
- температура припоя (стержня электропаяльника) – не более 265°С;
- время лужения – не более 3 с;
- количество погружений – не более 2;
- интервал между погружениями одних и тех же выводов – не менее 5 мин;
- длина нелуженого участка жил провода от торца изоляции до уженной части должна быть не более 1 мм.
![]() Требования к контрольно-регулировочным работам
Требования к контрольно-регулировочным работам
При проведении контрольно-регулировочных и испытательных работ приспособление (контактные устройства) должны обеспечивать надежное контактирование с выводными (контрольными) контактными площадками печатной платы.
В процессе проведения контрольно-регулировочных работ не допускаются:
- замыкание цепей, выводов элементов и т.п. при применении щупов, зажимных и других контактирующих устройств;
- механические повреждения монтажа.
Допускается применение бесконтактных методов отыскания дефектов аппаратуры.
Обеспечение безопасности работающихПри разработке технологических процессов монтажа аппаратуры на печатных платах следует руководствоваться «Санитарными правилами организации технологических процессов и гигиеническими требованиями к производственному оборудованию».
Методы контроля
Операционный контроль необходимо выполнить в последовательности, указанной в технологической документации.
Контроль элементов на соответствие описаниям внешнего вида следует производить согласно описаниям предусмотренными в них средствами;
Контроль элементов, плат, проводов на отсутствие механических повреждений следует производить визуально.
Контроль флюсов ФКСп, ФКЭт, ФКТ по удельной электрической проводимости следует проводить на приборе ПКФ – 1.
Выборочный контроль паяных соединений на механическую прочность, по углу смачивания или с помощью макроструктурного анализа проводится по требованию представителей заказчика и отдела технического контроля или при наличии указаний в технической документации на изделие. При выборочном контроле в технических условиях на изделие необходимо указывать количество паяных соединений, подлежащих испытанию, порядок их выбора.
Контроль качества паяных соединений допускается производить методом сравнения с эталонными паяными соединениями, качество которых соответствует требованиям настоящего стандарта.
Похожие работы
... породе не выше 0,2%. Это свидетельствует о том, что в процессе разработки их влияние на изменение фильтрационно-емкостных характеристик пласта будет минимальным. 3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 3.1. Проектное решение по разработке месторождения Хохряковское нефтяное месторождение открыто в 1972 году, введено в разработку в 1985 году на основании «Технологической схемы разработки», составленной ...
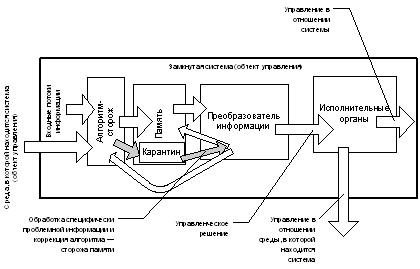
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... Во все времена люди боялись и отторгали от себя инакомыслящих, чужих, не похожих на большинство. Именно по этому проблема ведьм актуальны сейчас, когда постоянно происходят всплески нетерпимости других народов и их культур. Уничтожение инакомыслия активно приветствовалось правительством, ведь отсутствие инакомыслия позволяло держать народ в подчинении. Для этого и была создана Святая инквизиция, в ...
0 комментариев