Припой ПОС-61 ГОСТ 21930-76
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ
Количественная оценка технологичности
Выбор оборудования, приспособлений, инструментов и вспомогательных материалов
Установление содержания переходов вариантов выполнения операций и их нормирование
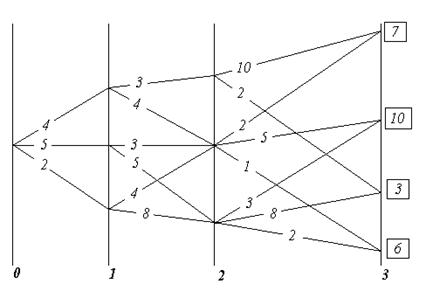
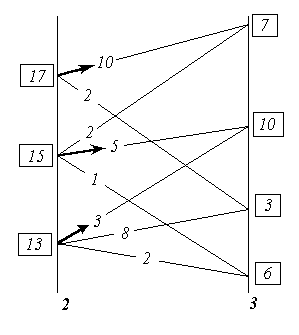
Определение оптимального варианта выполнения операции (по трудоемкости) в зависимости от числа изделий в партии
Навигация
Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
Проектирование хронологического процесса сложения платы преобразователя влажности газа
47667
знаков
7
таблиц
3
изображения
2.5 Варианты установки ЭРЭ на плату ОСТ 4.010.030-81
Таблица 2.5.1 - Варианты установки ЭРЭ на плату [4]
| Типовое конструктивное выполнение | Рекомендуемое применение |
|
| На платах с односторонним и двухсторонним расположением печатных проводников. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на резисторы, конденсаторы и полупроводниковые приборы. |
|
| На платах с односторонним и двухсторонним расположением печатных проводников. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на резисторы, конденсаторы и полупроводниковые приборы. |
|
| На платах с односторонним и двухсторонним расположением печатных проводников с применением теплоотводящих шин или электроизоляционных прокладок. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на микросхемы и микросборки. |



3. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Существует три типа производства [5]: единичное, серийное и массовое.
Единичное производство характеризуется малым объемом выпуска изделий широкой номенклатуры. При этом однажды осуществленный для какого-либо изделия процесс изготовления больше не повторяется или повторится через неопределенный промежуток времени. Оборудование, приспособления и инструменты заводов и цехов единичного производства должны быть приспособлены к изготовлению разнообразной продукции, т.е. универсальными. Квалификация рабочих очень высокая. На рабочих местах выполняются разнообразные операции. Стоимость продукции высокая.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями (сериями) и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии, сложности изготовления, частот повторяемости партии в течение года различают производство мелкосерийное, среднесерийное и крупносерийное. В производстве используется универсальное и специализированное оборудование, универсальная и специальная оснастка. Средняя квалификация рабочих ниже, чем в единичном производстве. Серийный тип производства является наиболее распространенным в изготовлении авиационного оборудования.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени. Используется специальное высокопроизводительное оборудование, которое расставляется по ходу ТП. Постоянство ТП позволяет закрепить за рабочими местами одни и те же постоянные операции, более простые, чем при серийном производстве. Это дает возможность использовать рабочую силу низко квалификации. Создаются наиболее благоприятные условия для автоматизации.
Тип производства определяется коэффициентом:
Кзо=Q/Рм , (3.1)
где ![]() – число различных операций;
– число различных операций; ![]() – число рабочих мест, на которых выполняются данные операции. Для определения типа производства введен коэффициент закрепления операции. Если за рабочим местом независимо от загрузки закреплена только одна операция, то Кзо = 1-2, что соответствует массовому производству. При 2<Кзо<10 производство крупносерийное, при 10<Кзо<20 - среднесерийное, при 20<Кзо< 40 - мелкосерийное, при Кзо >40 – единичное.
– число рабочих мест, на которых выполняются данные операции. Для определения типа производства введен коэффициент закрепления операции. Если за рабочим местом независимо от загрузки закреплена только одна операция, то Кзо = 1-2, что соответствует массовому производству. При 2<Кзо<10 производство крупносерийное, при 10<Кзо<20 - среднесерийное, при 20<Кзо< 40 - мелкосерийное, при Кзо >40 – единичное.
Т.к. значений для расчета по формуле нет, но зная годовую программу выпуска и принимая во внимание тот факт, что изделия авиационной промышленности преимущественно выпускаются серийно, принимаем серийный тип производства.
В серийном производстве для проектирования ТП важно рассчитать размер партии одновременно запускаемых в производство изделий
n = N / (12k),(3.2)
где k – количество партий в течение одного месяца, принимаем k=1. Из организационных и экономических соображений объем производственной партии не должен превышать 500 шт.
Для нашего случая:
n=1800/12=150 шт
Исходные данные для расчета годового фонда времени Fд:
1) количество рабочих дней в году - 253;
2) количество рабочих дней, сокращенных на 1 час - 6;
3) количество рабочих дней с полной продолжительностью смены - 247;
4) продолжительность одной смены полного рабочего дня - 8,2.
Определим годовой фонд времени работы станка или рабочего места:
![]() (ч).
(ч).
Похожие работы
... породе не выше 0,2%. Это свидетельствует о том, что в процессе разработки их влияние на изменение фильтрационно-емкостных характеристик пласта будет минимальным. 3. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 3.1. Проектное решение по разработке месторождения Хохряковское нефтяное месторождение открыто в 1972 году, введено в разработку в 1985 году на основании «Технологической схемы разработки», составленной ...
... за собой её гибель, либо требующие подключения к процессу самоуправления суперсистемы иерархически высшего управления. Так соборный интеллект видится индивидуальному интеллекту с точки зрения достаточно общей теории управления; возможно, что кому-то всё это, высказанное о соборных интеллектах, представляется бредом, но обратитесь тогда к любому специалисту по вычислительной технике: примитивная ...
... К. Сатпаева» для просмотра и ввода информации системы оперативно-диспетчерского контроля и управления, создаваемые на Visual Basic. Специфика используемого в системе оперативно-диспетчерского контроля и управления РГП «Канал им. К. Сатпаева» ПО такая, что разработка ПО, как таковая, может производиться только при создании самой системы. Применяемое ПО является полуфабрикатом. Основная задача ...
... Во все времена люди боялись и отторгали от себя инакомыслящих, чужих, не похожих на большинство. Именно по этому проблема ведьм актуальны сейчас, когда постоянно происходят всплески нетерпимости других народов и их культур. Уничтожение инакомыслия активно приветствовалось правительством, ведь отсутствие инакомыслия позволяло держать народ в подчинении. Для этого и была создана Святая инквизиция, в ...
0 комментариев