Проектирование технологии термической обработки
Разработка технологического процесса
Окончательная механическая обработка представляет собой заточка и чистовое шлифование режущих кромок
Закалка в прессе. Такую закалку применяют для предупреждения деформации (коробления) преимущественно длинного или плоского инструмента
Расчет и описание температурно-временных параметров технологических процессов
Контроль производства
Выбор и расчет оборудования
Выбор и описание вспомогательного и дополнительного оборудования
Расчет вспомогательного оборудования
Расчет площадей и описание основных элементов здания
Навигация
Расчет вспомогательного оборудования
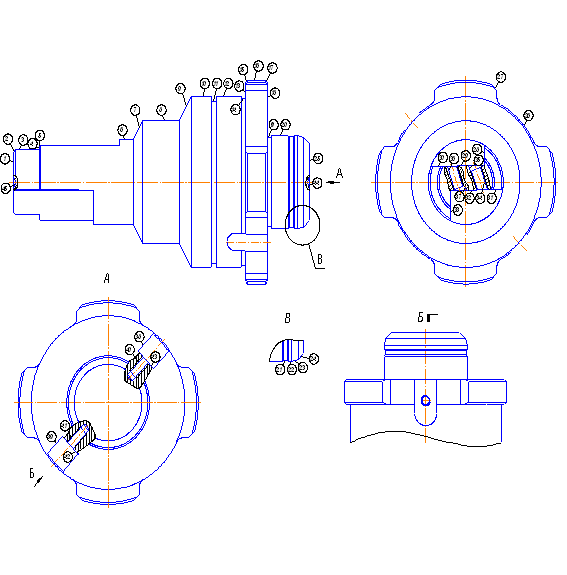
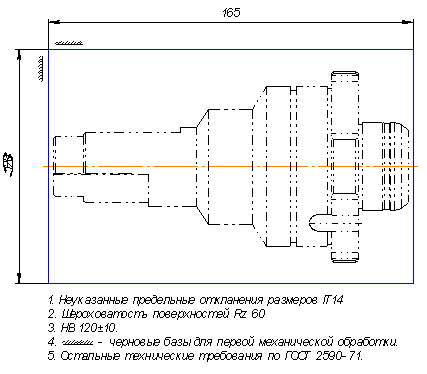
Проект участка термической обработки дисковых фрез
71979
знаков
10
таблиц
6
изображений
2.4.2 Расчет вспомогательного оборудования
В качестве вспомагательного оборудования применяется моечная машина типа ММК-4.20.1/1.
Принимаем одну моечную машину.
2.2 Механизация и автоматизация производства
При проектировании участка термической обработки необходимо предусматривать комплексную механизацию всех основных и вспомогательных операций:
1) механизация и автоматизация технологических операций путем применения специального оборудования, оснащенного автоматическим регулированием, и управлением параметров температуры, времени нагрева, и среды обработки;
2) механизация и автоматизация вспомогательных, контрольно-приемочных и подъемно-транспортных операций путем, применения механизированных средств перемещения изделий, оборудования и оснастки;
3) автоматизация управления производственным потоком с помощью сложных систем регулирования и управления в соответствии с заданной программой;
4) агрегатирование средств механизации и автоматизации, т. е. совмещение выполнения в одном агрегате всех последовательных операций по обработке заданных изделий.
При массовом крупносерийном производстве, где используется специальное оборудование, следует применять узкоспециализированные средства механизации и автоматизации.
Для регулирования температуры используются потенциометры; для регулирования среды обработки и интенсивности ее циркуляции в рабочем пространстве применяют газоанализаторы прямого и косвенного действия и расходомеры, для продолжительности операции – реле времени.
Контроль температуры заключается в том, что сигнал вырабатывается датчиком, который находится в печи, автоматически поступает на измерительный прибор, который фиксирует текущие значения температуры (рисунок 2.1). Автоматическое регулирование температуры используется для поддержания требуемого значения температуры на определенном уровне.
В качестве измерительных приборов используется потенциометры (рисунок 2.2). Особенностью потенциометров является то, что в них используется компенсационный (нулевой) метод измерения, при котором полностью исключается ошибки измерения, связанные с изменением сопротивления измерительного контура.
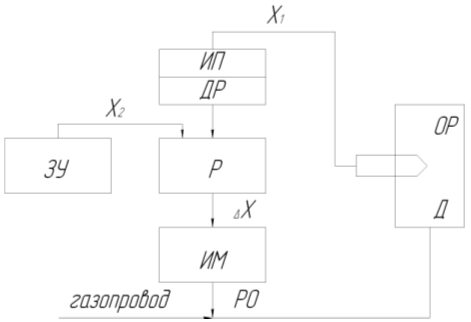
ОР — объект регулирования; ИП — измерительный прибор;
ДР — датчик регулирования; Р — регулятор; ЗУ — задающее устройство;
ИМ — исполнительный механизм; РО — регулирующий орган;
Х1 — величина соответствующая текущему значению температуры;
Х2 — сигнал подаваемый в регулятор.
Принцип действия потенциометра основан на том, что развиваемая термопарой термо-ЭДС, компенсируется равным по величине напряжением от дополнительного источника, который затем измеряется с высокой точностью.

Рисунок 2. 2. — Схема потенциометра.
Е — источник напряжения; R — реостат;
Rк — контрольное сопротивление; Rp — реохорд (переменное калиброванное сопротивление);
Н. Э. — нормальный элемент (гальванический элемент, который при 20 С дает строго постоянную Э. Д. С.). Е = 1,0186В;
НГ — нуль гальванометр (прибор с нулевой отметкой по середине шкалы);
П — переключатель (в положении "К" или измерение "Н").
3. Строительная часть
3.1 Разработка плана расположения оборудования на проектируемом участке
В основу расстановки оборудования на плане и разрезах цеха должны быть положены:
- намеченная компонованная схема технологического грузопотока, не допускающая пересечения путей движения обрабатываемых деталей. Исключение может быть только для цехов индивидуального и мелкосерийного производства, но при этом общий грузопоток дожжен идти в одном направлении;
- возможность обслуживания и ремонта оборудования;
- организация межоперационного транспорта обрабатываемых изделий [4].
При установлении схемы расположения оборудования необходимо учесть, что печи не должны располагаться вдоль наружных остекленных стен.
Участки с токсическим, шумопроизводящим оборудованием должны располагаться в обособленных помещениях, изолированных от печного зала. К такому оборудованию относятся установки для приготовления защитных атмосфер, воздуходувки высокого давления, установки для очистки дробью.
Проезды и походы желательно размещать по периметру с обязательным расположением ворот и дверей у наружных стен.
Все элементы здания термического цеха относятся к категории Г по признаку пожароопасности и должны выполняться из несгораемых материалов, отвечающих І и ІІ ступеням огнеопасности.
Для термического участка, который характеризуется значительным избытком и не требует утепления покрытия, проектируем его из асбоцементных листов.
На участке применяем светоаэрационные фонари П-образного профиля.
Покрытие полов на участке используем не скользкое, и легко очищаемое от загрязнений.
Термические цеха характеризуются большим количеством инженерных коммуникаций (трубопроводы масла, воды, воздуха, электроэнергии, газов), установка и монтаж которых затрудняет нормальное проведение технологического процесса и не удовлетворяет требованиям промышленной эстетики.
Вопрос рационального размещения коммуникаций, вспомогательного оборудования и складских помещений может быть решен путем сооружения:
- туннелей (каналов) – для укладки небольшого числа трубопроводов;
- подвала – для расположения трубопроводов.
Для определения геометрических параметров участка необходимо рассчитать его площадь.
Общая площадь участка по назначению делится на:
1) производственную;
2) вспомогательную;
3) контрольно-бытовую.
К производственно площади относятся площади производства, на которых производится обработка изделий, а также площади для хранения изделий до и после термической обработки.
В состав вспомогательных площадей входят:
- участки контроля термической обработки;
- проезды для внутреннего транспортирования грузов; - мастерские механика и энергетика по ремонту оборудования; - экспресс-лаборатории по анализу материалов К конторско-бытовым площадям относятся помещения контор участка. Необходимые площади проектируемого участка рассчитываем по укрупненным показателям, используя справочные данные.Похожие работы

... деталей. Следовательно, для повышения долговечности машин решающее значение имеет упрочнение трущихся поверхностей деталей в процессе их изготовления и ремонта. Электромеханическая обработка, основана на термическом и силовом воздействии, она существенно изменяет физико-механические показатели поверхностного слоя деталей и позволяет резко повысить их износостойкость, предел выносливости и другие ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...

... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев