Навигация
Построение модели процесса настилания тканей
20192
знака
8
таблиц
0
изображений
ВВЕДЕНИЕ
Цель и задача данной курсовой работы – построение модели процесса настилания тканей последовательно-параллельным методом для мужского демисезонного пальто, а также оптимизация процесса для снижения трудоемкости, показателем которой является длительность цикла настилания.
Основной задачей раскройного цеха является выкраивание деталей, подготовка их к пошиву – нумерация, подгонка рисунка, намелка вспомогательных линий; комплектование деталей, а также ритмичная подача кроя в швейные цехи в должном качестве и ассортименте.
При выборе рационального варианта технологического процесса раскроя проводят многовариантные расчеты технологического цеха, определяют и сравнивают основные технико-экономические показатели: производительность труда на одного работающего; трудоемкость и себестоимость изготовления единицы кроя; производственные площади.
Подобранные в настилы материалы в соответствии с картой раскроя в тележках поступают из подготовительного цеха к настилочным столам.
Операция настилания материалов является наиболее сложной и трудоемкой. Она определяет качество кроя и экономное использование материалов, создает предпосылки рациональной работы на последующих этапах производства. Настилание материалов является важным фактором качества будущего изделия.
На предприятиях швейной промышленности ведется большая работа по совершенствованию раскройного производства – системы разработки и внедрения управления качеством в цехе, применение усовершенствованных форм организации труда, изготовление новых серий классов оборудования и приспособлений для раскроя. Таким оборудованием и приспособлениями на сегодняшний день являются линейки, мерильно-резальные машины, надсекатели, линейки-направители для вырезания деталей с прямыми срезами, зажимы для мелких деталей с ограничительной стойкой, полуавтоматические настилочные комплексы, автоматизированные раскройные установки – АРУ «Спутник», S-91 High-Ply Cutter.
В современной промышленности главной задачей механизации и автоматизации раскройного производства является повышение точности кроя, которое достигается за счет применения способов раскроя с минимальным механическим воздействием на материал, автоматическим перемещением режущего инструмента. К таким способом можно отнести: автоматизированные раскройные установки, выполняющие раскрой с любой его точки, автоматический с набором шифра и может быть раскрой с использованием лазера или плазменной дуги.
А основными элементами процесса будут являться технические условия для обеспечивания точности при раскрое:
– Зарисовка раскладки лекал на бумаге
– Надежное прикрепление зарисовки к настилу приспособлениями с иглами или путем приклеивания
– Настилание материалов без растяжения с использованием специальных приемов выполнения операций
– Выкраивание крупных деталей передвижными раскройными машинами в определенной последовательности
Выбор настилочного оборудования зависит от способа настилания ткани и производственной программы предприятия.
В промышленности существуют три способа настила: «лицом вверх», «лицом к лицу», «лицом вниз».
Изготовление настила подразумевает:
– Механизацию операции настилания;
– Настилание полотен из целых кусков материала или предварительно нарезанных;
– Настилание секционное или несекционное;
– Последовательное, параллельное или последовательно-параллельное выполнение настилов одного расчета.
В данной работе рассматривается последовательно – параллельный ручной способ настилания ткани, для которого характерно применение настилочных столов, отрезных, концевых, измерительных и прижимных линеек, прижимных грузов.
1. РАЗРАБОТКА МОДЕЛИ ПРОЦЕССА НАСТИЛАНИЯ ТКАНЕЙ. ХАРАКТЕРИСТИКА ПРОЦЕССА НАСТИЛАНИЯ
Настилание тканей – укладывание на настилочный стол одно на другое полотен необходимой длины в определенном порядке. Качественные показатели операции характеризуются ровнотой укладки полотен по кромке и срезам настила и растяжением (слабиной) полотен, уложенных в настил.
Последовательно-параллельный способ настилания ткани
Параллельный способ состоит из двух человек, которые занимают два или три стола для выполнения 5 – 6 настилов, включая их в одну расчетную карту. Звено настильщиц занимает одновременно такое количество столов, сколько настилов включают в одну расчетную карту или меньше на один или два стола, так как короткий настил выполняют на одном столе, при этом рулон ткани передается от одного края стола к другому.
В последовательном способе участвует также два человека, которые занимают один раскройный стол. Из рулона материала настилают столько полотен заданной величине настила, сколько предусматривает расчетная карта на эту длину настила. Оставшийся кусок откладывают до его использования в следующем настиле, а затем переходят к новому настилу.
Если настилание вручную организовано так, что настильщицам не приходится переходить на другие столы (последовательный способ настилания материалов одного расчета), то применяются кронштейны стационарные, многорулонные элеваторы под крышкой настилочного стола или около торца стола.
В случае перехода настильщиц на другие столы (параллельный способ настилания одного расчета), применяются передвижные механизмы – тележки, кронштейны, элеваторы.
Похожие работы
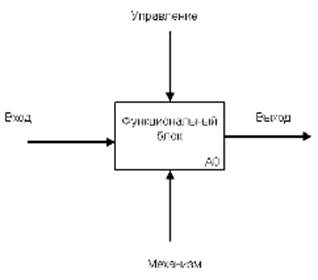
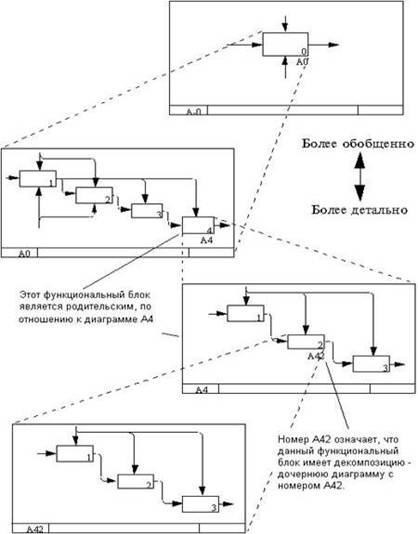
... применимы в эксклюзивном мелкосерийном производстве, т. к. дают возможность достичь высокого качества изделия, максимальный ассортимент изделий и быструю сменяемость моделей. 2.2 Описание основных бизнес-процессов трикотажной фабрики (на основе диаграммы с методологией IDEF0) Контроль качества сырья Сырье, поступившее на склад трикотажного предприятия, оценивают по внешнему виду. Образцы ...
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...



... кокеткам; · подкладка отлетная. Рекомендованные размеры – 164-176/88-96. Рисунок 1.1 - Технический эскиз - Модель А Жакет женский - Модель Б · для младшей возрастной группы; · демисезонный; · вид материала верха - костюмная ткань; · трапециевидного силуэта; · длина жакета укороченная; · со смещенной, застежкой доверху ...
... и внутренние качества заказчицы, проанализированы особенности фигуры, выявлены достоинства и недостатки. Также были изучены тенденции современной моды, и на основе всего вышеперечисленного была создана серия моделей женского демисезонного пальто. Серия моделей создаётся для того, чтобы заказчик мог выбрать наиболее подходящее для него, а также, чтобы можно было наглядно увидеть сочетание стиля, ...
0 комментариев