Транспортные машины, предназначенные для перемещения объектов труда
Основные характеристики и требования, предъявляемые к машинам и механизмам
Содержание технических условий на оборудование
Стадии и этапы разработки конструкторской документации
Обозначение изделии и конструкторских документов. Классификатор ЕСКД
Система обозначения конструкторских документов
Методы создания производственных унифицированных машин
Черные металлы
Цветные металлы и сплавы
Термическая и химико-термическая обработка стали
Неметаллические материалы
Взаимозаменяемость и стандартизация
Конструктивная преемственность
Методы активизации технического творчества
Эстетическое оформление технологического оборудования
Навигация
Взаимозаменяемость и стандартизация
Основы проектирования и конструирования
183419
знаков
2
таблицы
1
изображение
8.1. Взаимозаменяемость и стандартизация
8.1. Взаимозаменяемость и стандартизация
Взаимозаменяемость и стандартизация. Взаимозаменяемость как принцип конструирования и производства деталей предложен и реализован впервые в конце Х1Х в. в производстве винтовок. Она обеспечивает правильную сборку и замену при ремонте независимо изготовленных деталей и узлов без дополнительной их обработки с соблюдением требований качества и экономичности.
Взаимозаменяемость имеет народнохозяйственное значение, она позволяет повысить производительность сборки, удешевить производство изделий, обеспечить производство запасных частей и узкую специализацию производства, кооперирование производства и получить другие положительные эффекты.
Взаимозаменяемость деталей и узлов может быть полной и неполной (частичной). В последнем случае правильное соединение деталей и узлов обеспечивается лишь для части их, изготовленной с высокой (надлежащей) точностью. Другая часть деталей, изготовленная менее точно, собирается путем подбора, с использованием компенсаторов и различных технологических средств.
Для обеспечения взаимозаменяемости деталей, узлов и комплексов и упорядочения их производства в масштабах предприятия, отрасли, республики, страны, группы стран существуют стандарты: предприятия - СТП, отрасли - ОСТ, государственные-— ГОСТ, СЭВ - СТ СЭВ, международные - МС. Их соблюдение является обязательным на всех этапах производства, сбыта и эксплуатации изделий.
Размеры. Геометрические параметры деталей количественно оценивают размерами.
Размер - числовое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения. Размеры, проставляемые на чертежах деталей или соединений, называют номинальными.
Их получают из расчетов (на прочность, жесткость и т. д.) или принимают из конструктивных соображений. Для типизации технологических процессов, ограничения количества инструментов, типоразмеров деталей принятые номинальные размеры округляют до значений по ГОСТ 6636—69 «Нормальные линейные размеры».
Стандартом предусмотрены четыре ряда размеров Р5, Р10, Р20 и Р40 (в порядке убывающей предпочтительности), каждый из которых представляет геометрическую прогрессию со знаменателем, соответственно равным ![]()
![]() 1.6,
1.6, ![]()
![]() 1.25,
1.25, ![]()
![]() 1.12,
1.12,![]()
![]() 1.06 .
1.06 .
При изготовлении деталей действительный размер, т. е. размер, установленный измерением с допустимой погрешностью, может совпадать с номинальным размером лишь случайно, так как технологические погрешности (неточности изготовления инструментов, оборудования и т. д.) систематического и случайного характера вызывают неизбежные погрешности обработки и рассеяние размеров деталей.
Установлено, что для обеспечения правильной сборки (геометрической взаимозаменяемости) и нормальной работы детали могут иметь некоторое рассеяние размеров относительно номинальных значений.
Максимальный и минимальный размеры, между которыми может находиться действительный размер детали, называют, предельными размерами
На рис. 8.1 схематически показаны совмещенные по образующей цилиндрические валы (а) и отверстия (б) с номинальными предельными диаметрами. Обозначим их через Dmax и Dmin — для отверстия и dmax и dmin — для вала.
Алгебраическую разность между измеренным размером (действительным, предельным и др.) и соответствующим номинальным значением называют отклонением.
Действительное отклонение — алгебраическая разность между действительным и номинальным размерами; предельное отклонение — алгебраическая разность между предельным и номинальным размерами.
Различают верхнее и нижнее отклонения:
для отверстия
ES = Dmax- d; EI = Dmin- d;
для вала
es = dmax - d; ei = dmin - d,
где d - номинальный диаметр.
Величины отклонений могут быть положительными и отрицательными. При схематическом изображении (рис. 8.1) они задаются относительно номинальных размеров, которые служат началом отсчета (положительные отклонения откладываются вверх, а отрицательные - вниз от нулевой линии). Для поверхностей сопряжения (соприкосновения) деталей номинальный размер может быть общим (например, для соосных сопряжений вала и ступицы). Экономически целесообразные отклонения размеров деталей определяются Единой системой допусков и посадок, установленной СТСЭВ 144—75.
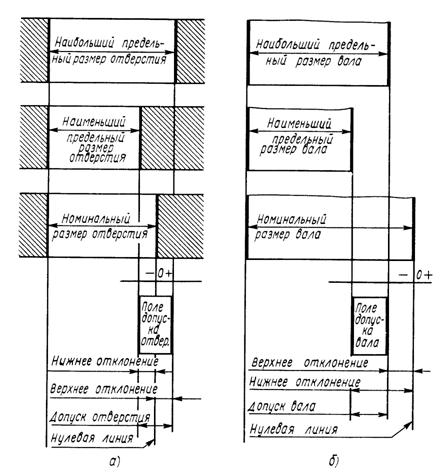
Рис. 8.1. Предельные размеры отверстия и вала, определяющие поля допусков
Допуски. Разность между наибольшим и наименьшим предельными размерами называют допуском, (рис. 8.1).
Допуск размера обозначают буквами IT, например допуск размера вала
IT=Ta = dmax — dmm = es — ei,
а допуск размера отверстия
IT=T0=Dmax-Dmin = ES-EI.
Поле допуска TD - поле, ограниченное верхним и нижним отклонениями, - определяется числовым значением допуска и его положением относительно номинального размера.
При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис. 8.1). Расположение поля допуска относительно нулевой линии принято обозначать буквой (или двумя буквами) латинского алфавита — прописной для отверстия и строчной для валов (например, Н5, F7, h8, jsS и т.д.).
При увеличении допуска на размер требования к точности снижаются и производство детали упрощается и удешевляется. При одном и том же допуске деталь большего размера изготовить сложнее, чем деталь меньшего размера. Поэтому размер допуска IT назначают от диаметра.
Величины верхнего и нижнего предельных отклонений указываются на чартежах тремя способами:
1) мелкими цифрами (мм) за номинальным размером; отклонения, равные нулю, не проставляются. Отклонения могут иметь одинаковые или разные знаки, например ![]() ,
, ![]() ,
, ![]() .
.
2) условным обозначением поля допуска, состоящим из буквы и цифры, обозначающей квалитет, например 12G8, 20 hl0;
одновременным указанием поля допуска и цифровых значений отклонений.
Характер сопряжения — посадка двух соосных цилиндрических деталей (охватываемой — вала и охватывающей — отверстия) зависит от их действительных размеров. Если диаметр отверстия больше диаметра вала, то в соединении между ними будет зазор (положительная разность диаметров), обеспечивающий свободное осевое и окружное перемещения одной детали относительно другой. Если размер отверстия меньше размера вала (отрицательная разность размеров), то в соединении образуется натяг..
Все посадки разделяют на три группы: с зазором, с натягом и переходные.
Посадка с зазором (подвижная посадка) характеризуется наличием зазора в соединении.
При графическом изображении поле допуска отверстия расположено над по-
Все посадки разделяют на три группы: с зазором, с натягом и переходные.
Посадка с зазором (подвижная посадка) характеризуется наличием зазора в соединении.
При графическом изображении поле допуска отверстия расположено над полем допуска вала (рис. 8.2). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Эту посадку применяют в подвижных соединениях (подшипниках скольжения, а также соединениях, подвергаемых частой разборке и сборке). Наиболее часто употребляются посадки H9/f9, H7/f7, H7/g6, H8/h6 и др.
Посадка с натягом (неподвижная посадка) — посадка, в которой в сопряжении обеспечивается натяг (поле допуска отверстия расположено под полем допуска вала, см. рис. 8.2).
Их применяют для неподвижного соединения деталей без дополнительного крепления. Наиболее часто назначают посадки H7/р6, Н7/г6, Н8/е8 и др.
Переходные посадки - посадки, которые в зависимости от соотношения действительных размеров отверстия и вала могут быть как с зазором, так и с натягом.
Их применяют для центрирования сопрягаемых деталей путем неподвижного соединения с дополнительным креплением шпонками, винтами, штифтами. Наиболее часто употребляют посадки: H7/k6, H7/n6 и др.
Существуют две системы образования посадок: система отверстия и система вала.
В основе системы отверстия лежит независимость размера отверстия от вида посадки, т. е. предельные отклонения данного размера отверстия одинаковы для всех посадок. Различные посадки создаются путем изменения предельных отклонений размеров вала. Отверстие в этой системе называют основным, его поле допуска обозначают буквой Н. Нижнее отклонение размера основного отверстия равно нулю, и поле допуска располагается «в тело» охватывающей детали.
Посадки в системе отверстия обозначаются последовательным написанием номинального диаметра соединения и обозначений полей допусков сначала отверстия, а затем ала, например 40Н7/s6.
При образовании посадок в системе вала принимают, что размер вала не зависит от вида посадки, а различные посадки получают за счет изменения предельных отклонений отверстий. Поле допуска вала - основной детали в этой системе - обозначается буквой h. Обозначение посадок на чертежах выполняется в указанной выше последовательности, например 40Р7/п6 или 40Р7- h 6.
Система отверстия более распространена в машиностроении, так как при ее использовании сокращается ассортимент требуемых инструментов для обработки отверстий.
Посадки назначают из проведенного расчета или накопленного в промышленности опыта.
Точность геометрической формы деталей. Точность деталей по геометрическим параметрам характеризуется не только отклонениями размеров, но и отклонениями поверхностей. При этом отклонение поверхностей определяется отклонениями формы поверхностей, отклонениями расположения поверхностей, волнистостью и шероховатостью.
Стандартами установлены виды отклонений от формы (отклонения от прямолинейности, плоскостности, круглости и др.), расположения поверхностей и (или) частей деталей (отклонения от параллельности, перпендикулярности, наклона, соосности и т.п.), а также суммарные отклонения формы и расположения (радиальное и торцовое биения и др.).
Предельные отклонения формы и расположения поверхностей указываются на чертежах в виде знаков, символов (условных обозначений) и текстовых записей. (рис. 8.3). Для записи отклонений используют выносную прямоугольную рамку, разделенную на две или три части.
В первой (слева) части записывают знак отклонения, во второй — числовое значение, а в третьей — буквенное обозначение базы или другой поверхности. Базы обозначают прописной буквой или зачерненным треугольником. Направление линии измерения отклонений указывается отрезком линии со стрелкой.
Действительные поверхности деталей машин отличаются от номинальных (заданных в технической документации) наличием неровностей, образующихся при обработке поверхности и обусловленных колебанием инструмента и детали в процессе обработки, дефектами инструмента, особенностями кинематики обрабатывающего станка и др. Эти периодические неровности называют волнистостью и шероховатостью. К шероховатости относят неровности, у которых отношение шага к высоте неровностей менее 50, а к волнистости — от 50 до 1000.
По ГОСТ 2789 — 73 основными параметрами для оценки шероховатости являются высота Rz неровностей профиля по десяти точкам и среднее арифметическое отклонение профиля Ra на базовой длине (рис. 8.4).
Шероховатость поверхности оказывает существенное влияние на эксплуатационные свойства деталей: снижает прочность, коррозионную стойкость, жесткость деталей, увеличивает интенсивность износа и др.
При назначении шероховатости поверхности учитывают требования к точности детали, хотя непосредственной связи между ними нет. Часто принимают, что величина Rz не должна превышать 0,1...0,2 допуска на размер. Кроме параметров, характеризующих высоту микронеровностей, на работоспособность деталей влияют и другие характеристики (средний шаг по вершинам и по средней линии профиля, относительная опорная длина и др.).
Номинальные числовые значения параметров шероховатости указывают на чертежах знаками, изображенными на рис. 8.5, а. Они не регламентируют вида обработки поверхности. Знаком, показанным на рис.8.5, б, обозначают поверхности, образуемые удалением слоя материала (точением, шлифованием и т.п.); на рис. 8.5, в — поверхности, не обрабатываемые после литья, штамповки и других видов предварительной обработки. Сведения относительно параметров шероховатости приводятся на чертежах также с помощью знака, показанного на рис. 8.5, г. При этом на месте рамки 1 записывают параметр (параметры) шероховатости по ГОСТ 2789—73 (для Ra без символа, рис. 8.5, д; для остальных параметров после соответствующего символа, рис. 8.5, е). На месте рамки 2 записывают (при необходимости) вид обработки поверхности и другие дополнительные указания, а на месте рамок 3 и 4 соответственно базовую длину по ГОСТ 2789 —73 (рис. 8.5, ж) и условное обозначение направления неровностей.
Более подробно вопросы взаимозаменяемости и технических измерений изучаются в специальных курсах.
ЛЕКЦИЯ 9
План лекции
9.1. Методика конструирования
9.2. Конструктивная преемственность
9.3. Методы активизации технического творчества
9.1. Методика конструирования
Исходными материалами для проектирования могут быть следующие:
техническое задание, выдаваемое планирующей организацией или заказчиком, и определяющие параметры машин, область и условия ее применения;
техническое предложение, выдвигаемое в инициативном порядке проектной организацией или группой конструкторов;
научно-исследовательская работа или созданный на ее основе экспериментальный образец;
изобретательское предложение или созданный на его основе экспериментальный образец;
образец зарубежной машины, подлежащий копированию или воспроизведению с изменениями.
Первый случай наиболее общий; на нем удобнее всего проследить процесс проектирования. К техническим заданиям необходимо подходить критически. Конструктор должен хорошо знать отрасль промышленности, для которой проектируют машину. Он обязан проверить задание и в нужных случаях обоснованно доказать необходимость его корректирования.
Критический подход особенно необходим в тех случаях, когда заказчиком являются отдельные заводы или отрасль промышленности. В последнем случае наряду с удовлетворением требований заказчика целесообразно обеспечить также возможность применения машины на других заводах и в смежных отраслях промышленности.
Не всегда учитывают то обстоятельство, что с момента начала проектирования до срока внедрения машины в промышленность проходит определенный период, как правило, тем более длительный, чем сложнее машина. Этот период складывается из следующих этапов: проектирования, изготовления, заводской отладки и доводки опытного образца, промышленных испытаний, внесения выявившихся в ходе испытаний изменений, государственных испытаний и приемки опытного образца. Далее следует изготовление технической документации головной серии, изготовление головной серии и ее промышленные испытания. Вслед за этим разрабатывают серийную документацию, подготовляют производство к серийному выпуску и, наконец, организуют серийный выпуск.
В лучшем случае при отсутствии крупных неполадок и осложнений этот процесс длится полтора-два года. Иногда между началом проектирования и началом широкого выпуска машин проходят два-три года и больше. При современных темпах технического прогресса в машиностроении это большой срок.
Машины с неправильно выбранными заниженными параметрами, основанные на шаблонных решениях, не обеспечивающие технического прогресса, несовместимые с новыми представлениями о роли качества и надежности, устаревают уже к началу серийного выпуска. Работа, затраченная на проектирование, изготовление и доводку образца, оказывается напрасной, а промышленность не получает нужной машины.
Похожие работы

... масштабе (на чертеже) равны: ; ; ; , здесь и далее величина в скобках обозначает размер в миллиметрах на чертеже. ПЛАН СКОРОСТЕЙ Построение планов скоростей и ускорений проводится на основе последовательного составления векторных уравнений для точек звеньев механизма, начиная с ведущего звена, угловая скорость w1 которого задана. Находим численное значение скорости точки B из выражения: ...

... существенные случайные независимые отклонения при изготовлении штырей. Конструирование преобразователей фильтров на ПАВ. При конструировании фильтров на ПАВ необходимо решить ряд вопросов, связанных с вторичными эффектами, к числу которых в первую очередь следует отнести эффекты отражения акустических волн от штырей преобразователей, от краев звукопровода и т.д. Наиболее существенное влияние ...
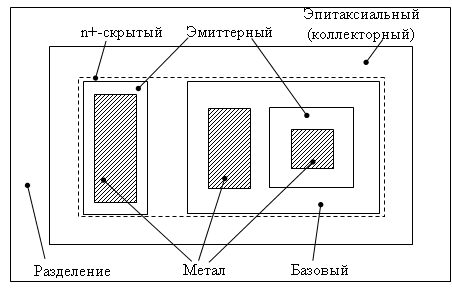
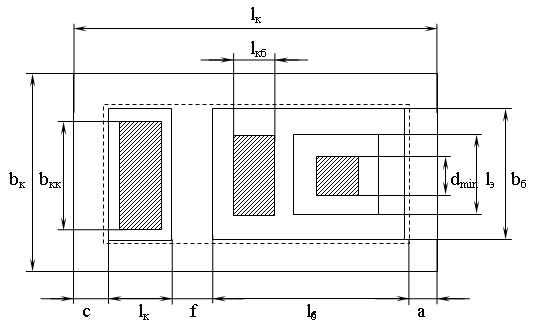
... – это законченный элемент ИМС, который можно использовать при проектировании аналоговых микросхем. 1 Общие принципы построения топологии биполярных Имс Общего подхода к проектированию биполярных интегральных микросхем нет и быть не может, каждый тип характеризуется своими особенностями в зависимости от требований и исходных данных ИМС. Исходными данными при конструировании микросхем являются: ...
... воспринимаются даже на высоком научном уровне. Стремление упростить материал вряд ли целесообразно. Глава 3. Методические рекомендации курса «Математические основы моделирования 3D объектов» базового курса «компьютерное моделирование» для студентов педагогических ВУЗов специальности преподаватель информатики §1. Принципы построения электронного учебника Прежде чем рассмотреть ...
0 комментариев