Постановка задачи на дипломное проектирование
Обоснование модернизации станка
Построение графика частот вращения
Расчет клиноременной передачи
Расчет потерь на трение в подшипниках качения валов
Проектирование узла ползуна
Исследовательская часть
Расчет затрат на проведение модернизации
Расчет защитного заземления
Возможные чрезвычайные ситуации на объекте
Навигация
Модернизация поперечно–строгального станка с ходом ползуна 700 мм на базе модели 7307
Модернизация поперечно–строгального станка с ходом ползуна 700 мм на базе модели 7307
112587
знаков
6
таблиц
26
изображений
Введение
1.2 Пути и цели модернизации станков
Важнейшими условиями увеличения роста промышленной продукции является развитие электрификации, комплексной механизации и автоматизации, внедрение новейшего высокопроизводительного оборудования и передовой технологии, широкая замена и модернизация устаревшего оборудования.
Осуществление этих задач в машиностроительной металлообрабатывающей промышленности связанно в первую очередь с повышением производительности основного технологического оборудования – металлорежущих станков.
Работа над созданием и совершенствованием средств автоматизации должна развиваться в двух направлениях: создание средств автоматизации выпускаемого и действующего в настоящее время оборудования с целью повышения его эффективности; создание новых автоматизированных технологических комплексов, где увязаны вопросы повышения производительности, надежности, точности выполнения работ, а также уровня автоматизации операций с необходимой и экономически оправданной гибкостью для быстрой переналадки с целью адаптации к изменяющимся производственным условиям.
Для обеспечения повышения производительности труда в машиностроении большое значение имеет более полное использование действующего парка станков, в первую очередь за счет его модернизации и реконструкции.
Работами, проведенными в промышленности в последние годы, практически доказана возможность значительного повышения эксплуатационных показателей действующих станков путем несложной их переделки.
Однако подавляющая часть работ в области модернизации оборудования проводилась только в направлении повышения быстроходности и мощности. Вопросами механизации и автоматизации рабочего цикла станков уделялось мало внимания. В результате производительность станков повысилась недостаточно, значительно возрос удельный вес затрат времени на выполнение вспомогательных и подготовительно – заключительных работ. Основным направлением модернизации действующего парка станков для обеспечения его наибольшей производительности должно явиться комплексное решение всех факторов, влияющих на производительность, и в первую очередь на повышении уровня автоматизации станков.
1. Обзор состояния вопроса и постановка задачи на дипломное проектирование
Развитие технического прогресса во всех областях науки и техники связано с повышением требований к точности обработки деталей машин при высокой производительности технологического оборудования. Важно не только получить высокую начальную точность станка, но и сохранить её в течении длительного периода эксплуатации. Надёжность станка как технологической системы (технологическая надёжность) становится одной из основных характеристик его качества. Повышение технологической надёжности – одновременное повышение производительности и ресурса работы станков, повышение их эффективности использования в производстве, так как при этом сокращается число подналадок станков, уменьшается объём контрольных измерений деталей, стабилизируется величина припуска, оставляемого на окончательные операции обработки.
С распространением идей кибернетики возник новый взгляд на станки как на машины с неизбежными (естественными) погрешностями функционирования, потому что станок нельзя изолировать от среды, в которой он работает, от влияния вредных процессов, протекающих при его работе (вибраций, силовых и тепловых деформаций, износа, коробления деталей и т.д.). Основным направлением повышения технологической надёжности станков является создание саморегулируемых станков, сохраняющих показатели точности обработки при воздействии окружающей среды и указанных вредных процессов.
Степень воздействия факторов, влияющих на точность обработки, определяется особенностями конструкции станков, технологии и организации производства, используемых при их эксплуатации. Как показывают исследования, погрешности, связанные с тепловыми деформациями, соизмеримы с допусками на изготовление деталей и с требованиями к точности перемещений рабочих узлов станков, а нередко значительно их превышают.
1.1 Станки строгальной группы, выпускаемые в РФ и других странахСтрогальные станки служат для обработки разнообразных поверхностей инструментами с прямолинейным возвратно-поступательным главным движением относительно обрабатываемой детали и с подачей в направлении, перпендикулярном к направлению главного движения.
Поперечно-строгальные станки предназначены для обработки деталей сравнительно небольших размеров и применяются, главным образом, в ремонтных цехах, МТС и пр. По назначению станки подразделяются на стационарные, переносные и специальные поперечно-строгальные; по роду привода: на станки с электромеханическим и гидравлическим приводом.
Особенностью конструкции станков с гидроприводом (мод. 7А36, 7307, 7М36 и др.) является повышение скорости резания, а станков с механическим приводом (мод. 7305, 7305Т, 7Е35 и др.) – увеличение числа двойных ходов, введение механизмов для откидывания резца при обратном ходе, наличие ускоренных перемещений стола, как в горизонтальном, так и в вертикальном направлениях, введение механизмов для автоматической подачи суппортов, ограничительных устройств и др.
Станкостроение как важнейшая отрасль машиностроения является основой развития промышленности России. Без современного технологического станкостроения невозможно нормальное развитие экономики.
В настоящее время уровень российского станкостроения довольно высок. Российское станкостроение представлено несколькими фирмами. Среди них 4 широко известных станкостроительных завода: Рязанский, Стерлитамакский, Нижегородский и Ивановский, также малоизвестный «Электросистема», 2 сравнительно недавно созданных фирмы «Пумори» и «Микротехника». Как правило, наши станки, за исключением некоторых производства Стерлитамакского завода и завода «Электросистема», не оснащены УЧПУ и большинство из них не имеет индекса СЕ, т.е. не сертифицировано для европейского рынка. Однако это не мешает потенциальным заказчиками, в т.ч. из Европы, активно интересоваться условиями продажи этих станков, несмотря на их довольно непрезентабельный внешний вид.
С началом реформ, когда резко снизилась потребность в станкостроительной продукции производство станков строгальной, долбежной группы снизилось, а производство некоторых – прекращено. Однако станки данной группы занимают значительную часть станочного парка цеха. В связи с этим на рынке кроме станков, производимых в настоящее время, значительную часть составляют станки устаревших моделей. Также предоставляются услуги по модернизации станков данной группы с целью улучшения технико-экономических показателей.
На рынке можно заметить большое количество станков производства ОАО «Тяж Станко Гидро-Пресс» (Новосибирск), производство которых ведется при наличии заказа. Среди них можно выделить следующие модели: продольно-строгальный с УЦИ 7Г2206Ф11, продольно-строгальный 7Б220, продольно-строгальный с УЦИ 7Г225Ф11, продольно-строгальный НС-42, продольно-строгальный 7240, продольно-строгальный двухстоечный 7228 (стол 2800х8000 мм), продольно-строгальный двухстоечный 7228МФ1, продольно-строгальный духстоечный 7228–12 (стол 2800х8000 мм), строгально-фрезерный с цифровой индикацией 7Г228ЖФ11, строгально-фрезерный с УЦИ 7Г225ЖФ11, продольно-строгальный двухстоечный 7228МФ1.
Продольно-строгальный станок мод. 7240 предназначен для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства.
Станок продольно-строгальный духстоечный 7228–12 (стол 2800х8000 мм) предназначен для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства

Рисунок 1 – Станок продольно-строгальный 7240
ОАО «Оренбургский Станкозавод» реализует: поперечно-строгальные станки модели 7305ТД с ходом ползуна 500 мм. и модели 7307ТД с ходом ползуна 710 мм, поперечно-строгальный 7303, поперечно строгальный, 7300, поперечно-строгальный, 7307Г.
Поперечно-строгальные станки модели 7305ТД с ходом ползуна 500 мм. и модели 7307ТД с ходом ползуна 710 мм, предназначены для обработки строганием как плоских, так и фасонных горизонтальных, вертикальных и наклонных поверхностей, а также для прорезания пазов и канавок.
При комплектовании долбежной головкой, круглым столом на станке, возможно, производить обработку поверхностей методом долбления.
Станки 7305ТД и 7307ТД являются базовой моделью и изготавливаются с основным прямоугольным столом, имеющим две рабочие поверхности вращения вокруг продольной оси, оснащен долбежной головкой, комплектом инструмента для обслуживания.

Рисунок 2 – Поперечно-строгальные станки модели 7305ТД с ходом ползуна 500 мм. и модели 7307ТД с ходом ползуна 710 мм

Рисунок 3 – Комбинированные строгально-долбежные станки моделей ОД61–5, ОД61–7
Комбинированные строгально-долбежные станки моделей ОД61–5, ОД61–7 предназначены для обработки методом строгания плоских и фасонных (горизонтальных, вертикальных и наклонных) поверхностей, прорезания пазов, канавок, а также обработки поверхностей методом долбления. Станки ОД61–5, ОД61–7 при выполнении строгальных работ полностью соответствуют техническим требованиям базовых станков моделей 7305ТД, 7307ТД. Станки оснащены трехпозиционным поворотным столом, позволяющим обрабатывать поверхности при выполнении обычных строгальных работ, поверхности с уклоном с использованием наклоняемого стола, шлицевые отверстия, шпоночные пазы, долбежные работы с использованием круглого стола и долбежной головки.


Рисунок 4 – Трехпозиционный стол
Трехпозиционный стол может перемещаться по трем координатам (вертикально, горизонтально, вокруг собственной оси для установления нужной позиции).
Поперечно-строгальный станок модели 7Б35 предназначен для обработки методом строгания плоских и фасонных (горизонтальных, вертикальных и наклонных) поверхностей, прорезания всевозможных пазов и канавок.
Наличие на станке механических подач стола, суппорта упоров на столе, автоматической откидки резца при обратном ходе ползуна обеспечивает возможность многостаночного обслуживания.
Производство станка модели 7Б35 прекращено, но ОАО «Оренбургский Станкозавод» оказывает услуги по его ремонту и реконструкции. При изготовлении станков с поворотным столом или гидрокопировальным устройством расширяются технико-экономические показатели.

Рисунок 5 – Поперечно-строгальный станок модели 7Б35
Рязанский станкостроительный завод, основанный в 1949 году, за пятьдесят с небольшим лет произвёл 125 тысяч комплектов станочного оборудования, в том числе свыше 20 тысяч токарных станков с ЧПУ и токарных обрабатывающих центров. Производимое оборудование применяется почти на всех машиностроительных предприятиях России и стран СНГ. Завод также экспортирует станки более чем в 75 стран дальнего зарубежья, включая Англию, Германию, Канаду, Италию, Францию, Австралию.

Рисунок 6 – Станок строгально-долбежный модели ГД200
Для улучшения технических характеристик освоенных и вновь выпускаемых станков и оборудования на заводе ведётся постоянная работа по их совершенствованию за счёт внедрения последних достижений отечественного и мирового станкостроения. Применяются прецизионные, высокоточные, высокожёсткие шпиндельные подшипники, термически упрочненные, надёжно защищённые точные направляющие, высокоточные шариковинтовые пары с надёжными смазочными и уплотняющими устройствами, используем современный режущий инструмент, современные электронные устройства для управления и диагностики, применяем новые передовые технологии, такие, как накатка, раскатка, ультрозвуковая обработка и др.
К числу станков строгальной группы, изготавливаемых на заводе можно отнести строгально-долбежные станки модели ГД200 и ГД500.

Рисунок 7 – Станок строгально-долбежный модели ГД500
Среди зарубежных производителей станков строгальной группы можно выделить Минский станкостроительный завод им. Октябрьской революции. Завод ведет производство станков следующих моделей: универсальный продольный строгально-фрезерный 7212Г (стол 1120х4000 мм), универсальный продольный строгально-фрезерный 7Б212Г, продольно-строгальный одностоечный 7212 (стол 1120х4000 мм), продольно-строгальный одностоечный 7110 (стол 900x3000 мм), кромкострогальный 7808, продольно-строгальный 7243 (стол 1400х4000 мм), продольно-строгальный двухстоечный 7210 (стол 900x3000 мм), продольно-строгальный МС7112, продольно-строгальный 7А216 (стол 1400х6000 мм), продольно-строгальный одностоечный М-7110 (стол 900x3000 мм)
Станки модели М-7110 предназначены для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства.
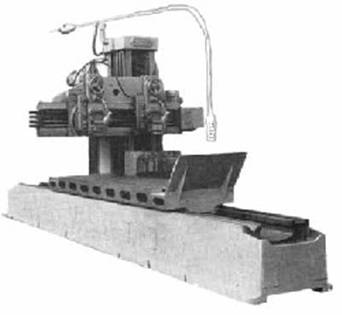
Рисунок 8 – Станок продольно-строгальный одностоечный модели М-7110 (стол 900x3000 мм)
Станок поперечно-строгальный модели 7212 предназначен для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства.

Рисунок 9 – Станок поперечно-строгальный модели 7212
1.2 Пути и цели модернизации станков
Повышение производительности металлорежущих станков является важной проблемой для заводов машиностроения. Производительность станков может быть повышена проведением ряда мероприятий.
В настоящее время усилия станкостроителей направлены на совершенствование узлов металлорежущих станков.
Область применения поперечно-строгальных станков может быть расширена за счет дополнительных устройств, из которых основными для станков данной группы являются: фрезерные, шлифовальные и копировальные устройства. Фрезерные и шлифовальные устройства позволяют переходить от строгания к фрезерованию или шлифованию без перестановки обрабатываемой детали, благодаря чему отпадают потери времени и расходы, связанные с транспортировкой и установкой детали. С помощью копировального устройства могут быть точно и рационально обработаны сложные профильные поверхности. Мероприятия по расширению технологических возможностей станков в значительной степени относятся также и к обработке тяжелых деталей.
Во всем цикле механической обработки тяжелых деталей значительную долю составляет вспомогательное время, потребное на установку, выверку, снятие и транспортировку деталей. В связи с этим стремятся произвести обработку детали при минимальном количестве ее перестановок.
В настоящее время существует два основных способа обработки тяжелых деталей, позволяющих сократить количество перестановок. Первый способ заключается в том, что изделие устанавливается на неподвижной плите и обрабатывается переносными станками (фрезерными, строгальными, сверлильными и т.д.).
По второму способу изделие, установленное на одном из тяжелых станков, подвергается обработке, не только свойственной данному станку, но и дополнительной при помощи всевозможных устройств, расширяющих его технологические возможности.
В ряде случаев бывает целесообразно выполнять на строгальных станках фрезерные операции.
На станке сохраняются строгальные суппорты, и станок используется как комбинированный строгально-фрезерный станок. В зависимости от размера фрезерных головок и станка они могут устанавливаться либо в виде самостоятельного узла непосредственно на поперечину взамен одного из строгальных суппортов, либо на строгальные суппорты.
На поперечно-строгальных станках также можно осуществлять фрезерование. Для этой цели на ползуне взамен суппорта устанавливают фрезерную головку, которая может поворачиваться на 360о, что дает возможность фрезеровать поверхности, расположенные под различными углами. Привод головки осуществляется через пару конических зубчатых колес от шлицевого вала, проходящего внутри ползуна. Шкив вращается на самостоятельных подшипниках в кронштейне, укрепленном на стенке станины. Электродвигатель располагается внутри станины, вращение на шкив передается клиновыми ремнями.
Движение ползуна осуществляется с помощью реечной передачи и ряда зубчатых колес, установленных взамен кулисы от реверсивного электродвигателя.
Переключение направления вращения электродвигателя происходит в крайних положениях ползуна от конечных выключателей, управляемых упорами.
В момент реверса ползуна стол станка перемещается на величину, равную от 0,8 до 0,9 диаметра фрезы от отдельного электродвигателя, соединенного зубчатой передачей с винтом подачи стола.
На поперечно-строгальных станках также может осуществляться и шлифование. В этом случае шлифовальная головка может устанавливаться на передний торец ползуна взамен строгального суппорта, либо непосредственно в резцедержатель суппорта.
Обработку сложных профильных поверхностей на поперечно-строгальном станке можно произвести, если установить копировальное устройство.
Например, американской фирмой «Рокфорд» было разработано гидравлическое копировальное приспособление, применяемое на выпускаемых этой фирмой продольно- и поперечно-строгальных станках. Агрегат сконструирован по методу копирования с шаблона при помощи трейсера, управляющего движениями инструмента. При применении этого устройства на продольно – и поперечно-строгальных станках управление резцов происходит непосредственно от гидравлики суппорта без вспомогательных передач винтами и зубчатыми колесами. Этим способом можно вести обработку фасонных деталей, имеющих как постоянное, так и переменное сечение по всей обрабатываемой длине.
Также поперечно-строгальные станки оснащаются специальными приспособлениями для протягивания и приспособлениями для прессовых работ.
Приспособление для выполнения прессовых (гибочных) работ устанавливается на стол станка и закрепляется болтами. Оно состоит из плиты, на которой закрепляется матрица с режущим ножом. Перед матрицей устанавливаются в зависимости от профиля и размера заготовки сменная планка, а также направляющая втулка и упор.
Пуансон с ножом закрепляется в суппорте станка вместо откидной доски резцедержателя.
Заготовка подается через направляющую втулку до упора. При движении ползуна с пуансоном вперед заготовка изгибается и отрезается ножами.
При обратном движении ползуна готовая деталь удаляется, и процесс повторяется.
В частности, предлагаются различные системы и методы смазки подшипников. Недостатки и дороговизну гидростатических и магнитных подшипников пытаются уменьшить путём создания гибридных конструкций. Так, фирма NTN (Япония) предложила комбинацию аэростатического и магнитного подвеса, а фирма Okuma (Япония), используя этот шпиндель, получила высочайшее качество обработанной поверхности.
Базовые элементы конструкций станков всё чаще изготавливают из новых материалов. Всё большую популярность завоёвывает полимербетон, обладающий следующими преимуществами в сравнении с чугуном: прекрасными демпфирующими свойствами; превосходной тепловой стабильностью, высокой химической стабильностью, отсутствием необходимости в окраске, коротким циклом производства, сокращением объёмов последующей обработки, возможностью изготовления сложных форм из нескольких простых путём склейки. Необходимость снижения массы подвижных узлов высокоскоростных станков требует применения и других конструкционных материалов. В их числе керамика, алюминиевые сплавы, упрочнение углеродным волокном, пластмасса и др.
Упорная работа ведётся по расширению технологических возможностей станка. Станок приспосабливают для выполнения более широкого круга работ в пределах его основного технологического назначения или для выполнения ранее не свойственных ему работ.
Общие тенденции развития конструкций станков сводятся к созданию многооперационных станков вместо высокоскоростных, т. к. концентрация различных операции вместо простой интенсификации рабочего процесса даёт больший эффект повышения производительности.
Значение высокоскоростной обработки и в особенности высокоскоростного фрезерования значительно возросло с появлением новых конструкций станков и инструментов, позволяющих снимать большой объем материала, что приводит к снижению времени обработки при одновременном повышении качества поверхности готовых деталей.
0 комментариев