Навигация
Принципы статистического регулирования
50386
знаков
1
таблица
0
изображений
9. Принципы статистического регулирования
В практике статистического регулирования применяют разнообразные типы контрольных карт, которые различаются по количественному или качественному (альтернативному) признаку контроля .
Таблица 1. Типы контрольных карт
| Метод контроля | Тип контрольной карты |
| По количественному признаку | Карта средних арифметических значений, `Х Карта индивидуальных значений, Xi Карта медиан, М Карта размахов, R Карта средних квадратичных отклонений, S Комбинированные карты, (Х—Xi), (X—R) |
| По альтернативному признаку | Карта доли дефектных единиц, P Карта числа дефектных единиц nP Карта числа дефектов в единице продукции, C Карта среднего числа дефектов в единице продукции, U Карта групп качества |
При данном виде регулирования определяют значения одного или нескольких параметров продукции и решение о контролируемой совокупности принимают в зависимости от этих значений. Получаемые при этом распределения должны подчиняться нормальному закону (Гаусса) или закону Максвелла).
При регулировании уровня наладки, т.е. относительного значения измеряемой статистической характеристики используют карты средних арифметических значений, медиан и индивидуальных значений.
При регулировании рассеивания значений параметра процесса используют контрольные карты средних квадратичных отклонений и размахов.
Часто карты размахов используют вместе с картами средних значений для управления разбросом внутри групп.
Если данные о процессе поступают через большие промежутки времени или если группирование данных не эффективно, они наносятся на график отдельными точками по мере поступления (карта текущих значений Хi). В этом случае нет возможности вычислить средний размах Ro и для определения контрольных пределов приходится использовать текущие значения размаха R по последовательно поступающим данным.
Контрольные карты обычно представляют собой графики на горизонтальной оси отложены номера выборок, а по вертикали - выборочные значения соответствующей характеристики. На карту наносят также горизонтальную центральную линию регулирования Ср, соответствующую среднему значению контролируемого параметра и две горизонтальные линии границ регулирования (верхняя Рв и нижняя Рн). На контрольную карту могут быть также нанесены и границы допуска регулируемого параметра. Границы регулирования в этих контрольных картах определяют по формулам, приведенным в таблице 1.
Границы регулирования устанавливают таким образом, чтобы отклонения показателей процесса, превышающие эти пределы были обусловлены серьезными причинами нарушения технологического процесса. Поэтому в качестве границ регулирования используют "трехсигмовые" границы.
Статистическое регулирование по альтернативному признакуПри регулировании по альтернативному признаку каждую единицу продукции, получаемую в технологическом процессе, относят к категории годных или дефектных, а последующее решение о контролируемой совокупности принимают в зависимости от числа обнаруженных в выборке или пробе дефектных единиц продукции или числа дефектов. Регулирование по альтернативному признаку иногда называют регулированием по принципу "хорошо - плохо". Контрольная карта доли дефектности (Р - карта) применяется для выборок одинакового и различного объема. Полученное значение доли дефектности (отношение числа дефектных единиц продукции, обнаруженных в выборке, к объему выборки) наносится на контрольную карту. При постоянном объеме выборки контрольную карту доли дефектности можно заменить контрольной картой числа дефектных единиц продукции (nР - картой). Если в процессе изготовления продукции появляются дефекты, случайно распределенные на единице длины, площади, объема, следует применять контрольную карту числа дефектов (С - карту). На С - карте отмечается число дефектов, обнаруженных в выборке, которая состоит из определенного числа единиц длины, площади или объема.
Если объем выборки непостоянен, то вместо С - карты целесообразно использовать карту среднего числа дефектов (U - карту). При этом число дефектов определяют как отношение общего числа дефектов в выборке к объему выборки.
Статистический контроль по количественному признаку.
Для контроля по количественному признаку от партии продукции отбирают выборку, определяют статистические характеристики измеряемого параметра и вычисляют значение контрольного норматива
Q = (TB – X ) / S;(4 )
Q = ( X – TH ) / S( 5 )
и сравнивают его с приемочным коэффициентом КS. Если Q › КS, партия принимается.Значения КS и объем выборки определяют в зависимости от параметров плана контроля. Статистический контроль по альтернативному признаку.
В зависимости от способа отбора выборки различают несколько видов планов контроля по альтернативному признаку: одноступенчатый, двухступенчатый, многоступенчатый и последовательный.
При одноступенчатом контроле от партии изымают одну выборку, по которой принимают решение о приемке партии, и определяют в ней количество годных и дефектных единиц продукции. Количество дефектных единиц сравнивают с приемочным числом (допустимое число дефектных единиц продукции в выборке) и браковочным и браковочным числом (недопустимое число дефектных единиц в выборке).
При двухступенчатом контроле решение о приемке партии принимают по результатом контроля не более двух выборок, при этом отбор второй выборки зависит от результатов контроля первой.
Теоретически при двухступенчатом контроле среднее количество испытываемой продукции меньше, чем при одноступенчатом, поскольку некоторая часть партий принимается по результатам контроля первой выборки, объем которой существенно меньше, чем при одноступенчатом контроле.
10. Понятие контрольной карты
Определение: Контрольная Карта – специальный вид диаграммы для наглядного представления результатов процесса.
Выбор Контрольных Карт – это неминуемая процедура, с которой сталкиваются на шаге оценки результатов работы процесса.
Для лучшего представления результатов, важно выбрать именно тот набор Контрольных Карт, который наиболее соответствует собранным данным о процессе. Использование тех или иных Контрольных Карт зависит от того, в каком количестве и какой структуры данными мы располагаем. Основные применения Контрольных Карт:
· Уменьшение отклонений процесса.
· Контроль результатов процесса.
· Установление общего языка для обсуждения показателей процесса.
Переходя к выбору Контрольных Карт, можно выделить три основных шага:
1. Определение типа данных (количественные, качественные).
2. Определение вида распределения данных (только для качественных данных).
3. Определение количества и структуры данных.
Выбор Контрольных Карт начинается с определения того, какими данными мы располагаем.
На данном этапе мы различаем два типа данных – количественные и качественные.
· Если данные могут быть нанесены на непрерывную шкалу, например температура, время, дистанция, вес, то они называются количественными данными.
· Если данные представляют собой дискретные события, например количество дефектов на сотню, процент дефектов, ошибки при отгрузке, процент отходов, то они называются качественными данными.
Нам важно различать эти два типа, так как использование тех или иных Контрольных Карт напрямую зависит от того, каким типом данных мы располагаем.
Анализ процесса с помощью контрольных карт.Цель анализа процесса можно определить, как выявление характерных случаев вариации показателей качества процесса. После выявления таких случаев в ходже анализа нужно провести серию действенных мер против них.
Разбиение на подгруппы.Разбиение на подгруппы - наиболее важная часть подготовки контрольной карты, определяющая ее работоспособность. Неподходящий способ разбиения дает бесполезную карту.
После того как принято решение анализировать показатель качества процесса или управлять им, необходимо собрать данные.
Вариация показателя качества может возникать по разным причинам. Соответственно до разбиения следует рассмотреть ту вариацию, которая требует исключения, а затем попытаться сгруппировать данные таким образом, чтобы вариация, обусловленная разрешенными факторами, образовала внутригрупповые изменения. Для этого:
- технологическую операцию следует проводить при примерно одинаковых (с технической точки зрения) условиях;
- следует объединить в группы данные, собранные за относительно короткий период времени.
При группировке данных следует учитывать, что существуют различные методы группирования, поэтому целесообразно воспользоваться различными способами. При этом, изменение способа группирования будет приводить к изменению тех факторов, которые образуют внутригрупповые вариации. Не зная компонентов внутригрупповой вариации невозможно эффективно применять контрольную карту.
Заключение
Роль качества продукции в современном обществе постоянно возрастает. Этому способствует постоянное совершенствование промышленных технологий, изменение потребностей человека. Все большее число потребителей на мировом рынке при выборе товара предпочитают качество цене.
Квалиметрическая оценка качеств есть только основа и начальная стадия сложного процесса управления качеством объектов. Без знания об уровне свойств и качеств рассматриваемых объектов нет возможности для научно обоснованного принятия необходимого управляющего решения и последующего осуществления соответствующего превентивного или корректирующего воздействия на объект с целью изменения качества.
Современная концепция управления качеством представляет собой концепцию управления любым видом целенаправленной деятельности, позволяющую достигнуть успеха не только в производстве, но и в других сферах деятельности, включая муниципальное и государственное управление.
Производство высококачественной продукции повышает конкурентоспособность предприятия, возможность кредитования и инвестиций. В некоторых европейских странах предусмотрены льготы предприятиям, выпускающим продукцию высокого качества. Некоторые виды товаров не допускаются на рынок без сертификата, подтверждающего соответствие их производства требованиям международных стандартов, другие же при отсутствии сертификата должны продаваться по более низкой цене , чем сертифицированные.
Проблемы связанные с качеством стали объектом исследования в различных странах, а способы их решения составили предмет науки об управлении качеством.
Список литературы
1. Федюкин В.К. Квалинтология: Учебное пособие. Часть 1. – СПб.: Изд-во
СПбГИЭУ, 2002.
2.Фомин В.Н. Квалиметрия. Управление качеством. Сертификация. - М.:
Ассоциация авторов и издателей "ТАНДЕМ". Изд-во "ЭКМОС",2002.
3. Федюкин В.К.Основы управления качеством. - М.: Изд-во "ФИЛИНЪ",2004.
Похожие работы
... УНИВЕРСИТЕТ ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ Кафедра экономики предприятий и предпринимательской деятельности Д И П Л О М Н А Я Р А Б О Т А На тему: Сертификация систем управления качеством продукции (на примере ВАСО) Специальность 061100 “Менеджмент” Вечернее отделениеЗав. кафедрой ...
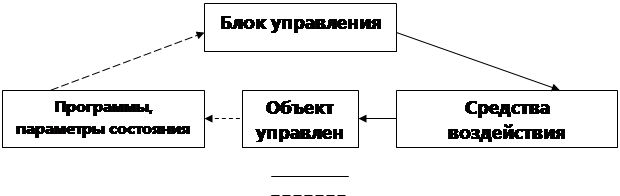
... прямая связь Условные обозначения: обратная связь Рисунок 2. Схема управления качеством продукции Почему необходимо деление на факторы и условия? Что оно нам дает? Реально изменяют свойства сырья и исходных материалов до заданного уровня качества средства производства и труд. На их возможностях сказываются условия ...
... работа по планомерному увеличению надежности выпускаемых изделий. В начале 70-х годов на передовых предприятиях Львовской области на основе внедренных систем была разработана комплексная система управления качеством продукции (КС УКП), которая включила в работу по повышению технического уровня и качества продукции все звенья предприятия. Основой функционирования КСУКП являлись стандарты ...
... , позволяющие лучше осознать и организовать весь процесс. В отношении управления качеством продукции следует выделить как минимум следующие категории: Объект управления – качество продукции. Иногда в качестве объекта выступает конкурентоспособность, технический уровень или какой либо другой показатель, характеристика. Как объект управления может выступать вся совокупность свойств продукции, либо ...
0 комментариев