Навигация
Определение заделов на линии
45953
знака
15
таблиц
1
изображение
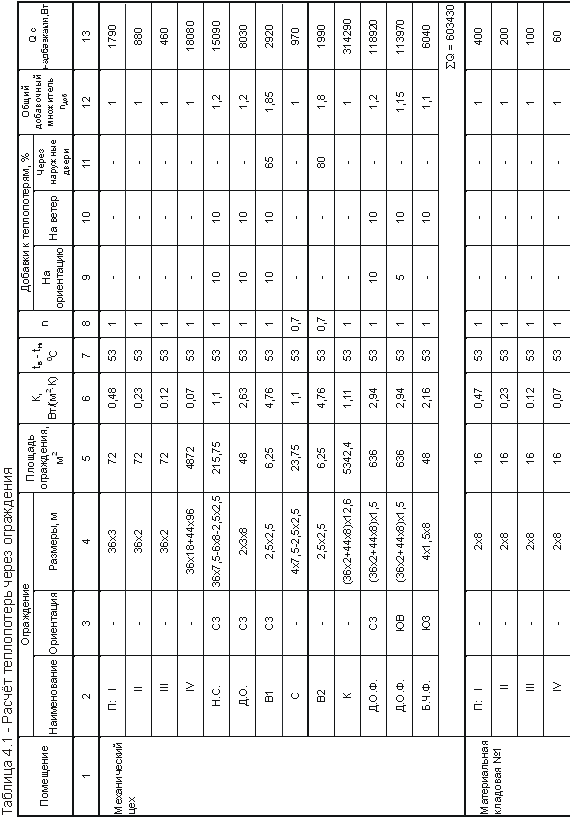
2.4. Определение заделов на линии
На ОНПЛ создаются заделы трех видов: технологические, транспортные, резервные (страховые).
Технологический задел (Zтех, шт.) соответствует тому числу изделий, которые в каждый момент времени находится в процессе обработки на рабочих местах. При поштучной передаче изделий он соответствует числу рабочих мест на линии:
Zтех=åСпрi (21)
Zтех=9 шт.
При передаче изделий транспортными партиями (p, шт.):
Zтех=Рå Спрi(22)
Zтех=4*9=36 шт.
Транспортный задел (Zтр, шт.) состоит из такого числа изделий, которое в каждый момент времени находится в процессе транспортировки на конвейере. При поштучной передаче изделий:
Zтр=Сл-1 (23)
Zтр=9-1=8
При передаче изделий транспортными партиями (р):
Zтр=(Сл-1)*р (24)
Zтр=(9-1)*4=32 шт.
Резервный задел создается на наиболее ответственных и нестабильных по времени выполнения операциях, а также на контрольных пунктах. Это задел находится в той стадии технологической готовности, которая соответствует данной операции. И должен восполнять недостаток деталей при отклонении от заданного такта на каждой операции. Величина этого задела (Zрез, шт.) устанавливается на основе анализа вероятности отклонения от заданного такта работы на данном рабочем месте (в среднем 4 – 5% сменного задания) или может быть рассчитана по выражению:
Zрез=åtрезi/r , (25)
где tрезi – время, на которое создается резервный запас предметов труда на I – ой операции, мин.
Zрез=75*0,05=3,75=4 шт.
Общая величина задела на ОНПЛ (Zобщ, шт.) определяется по формуле:
Zобщ= Zтех +Zтр+ Zрез (26)
Zобщ=9+8+4=21 шт.
Расчет межоперационных оборотных заделов производится по стандарт – плану между каждой парой смежных операций. Для этого весь период оборота разбивается на части, каждая из которых характеризуется неизменным числом работающих единиц оборудования на смежных операциях. Размер оборотного задела между двумя смежными операциями на каждом частном периоде(Т) определяется по формуле:
Zоб=Т*Спр.i/tшт.i - Т*Спр.i+1/ti+1,
Где Т- частный период работы оборудования на смежных операциях, мин.;
Спр.i и Спр.i+1 – число единиц оборудования, работающих на смежных операциях в течение периода времени Т;
tшт.i и ti+1 – нормы штучного времени соответственно на каждой операциях, мин.
Расчет межоперационных оборотных заделов сведем в таблицу 11.
Таблица 11 - Расчет межоперационных заделов
| Частный период | Время частного периода, мин. | Расчет заделов, шт. |
| Между 1-ой и 2 – ой операциями | ||
| Т1 | 208 | Z1,2=208*1/3,15-208*1/1,45= -77,4 |
| Т2 | 32 | Z1,2=32*1/3,15-32*0/1,45= +10,2 |
| Между 2-ой и 3-ей операциями | ||
| Т1 | 108 | Z2,3=108*2/1,45-108*1/5,31=+120,63 |
| Т2 | 120 | Z2,3=120*1/1,45-120*0/5,31= +82,76 |
| Т3 | 12 | Z2,3=12*1/1,45-12*1/5,31= +6,02 |
| Между 3-ей и 4-ой | ||
| Т1 | 120 | Z3,4=120*3/5,31-120*1/7,27= +51,3 |
| Т2 | 120 | Z3,4=120*0/5,31-120*1/7,27= -16,5 |
| Между 4-ой и 5-ой | ||
| Т1 | 108 | Z4,5=108*1/7,27-108*0/3,9= +14,86 |
| Т2 | 120 | Z4,5=120*2/7,27-120*1/3,9= +2,24 |
| Т3 | 12 | Z4,5=12*1/7,27-12*1/3,9= -1,43 |
2.5. Оценка уровня организации и оперативного управления производством
При поточном методе организации производства основными показателями, характеризующими уровень организации и оперативного управления производством являются:
· длительность производственного цикла Тц для действующего производства
Тц=åТмех *n+mмп*(m+1)+mсб *n *kсб , (27)
где åТмех - трудоемкость механической обработки, которая определяется суммированием трудоемкости всех операций;
mмп -среднее время пролеживания между операциями;
n - количество операций;
mсб -время пролеживания деталей до сборки (10% от трудоемкости);
kсб- коэффициент, усредняющий время пролеживания деталей, входящих в партию, до сборки; = 0,5;
Тц=(3,15+0,7+0,75+2,1+1,8+2,56+2,35+2,05+3+3,22)*10+2,3*(2,3+1)+2,1*10*0,5=292 мин.
· коэффициент прямоточности kпр измеряется отношением продолжительности транспортных операций Ттр к общей продолжительности производственного цикла Тц ;
Кпр=264/292=0,9
· коэффициент непрерывности производства kн характеризуется отношением времени обработки к полному времени всего производственного цикла;
Кн=21,68/292=0,074
· коэффициент поточности производства kп характеризует долю работ, выполняемых на поточных линиях в общем объеме работ и определяется отношением выпуска продукции на поточных линиях к общему объему выпуска продукции выполняемому в производстве;
Кп=75000/105400=0,71
· коэффициент технологической оснащенности kос характеризуется количеством различного рода приспособлений, приходящихся на одну деталь или рабочее место;
· коэффициент ритмичности Kn характеризуется отношением общей трудоемкости производства изделий, сданных за отчетный период к трудоемкости изделий, планируемых в месячном плане.
Кn=1626000/135500=12
Итак, в курсовом проекте была разработана и спланирована однопредметная поточная линия. Исходя из показателей, характеризующих, поточные линии, был сделан вывод, что линия является прерывно – поточной, так как время каждой отдельной технологической операции не равно и не кратно такту линии. Компоновка поточной линии была произведена в два ряда, так как это сэкономит цеховую площадь. В качестве транспортного средства был выбран рольганг, так как он наиболее подходит для двухрядной компоновки, и при данном типе производства. Так же важным критерием выбора транспортного средства является то, что производимая деталь достаточно легкая, поэтому не нужны средства для тяжелых грузов. Следующим этапом было построение стандарт – плана, по средствам которого были обнаружены резервы и простои рабочих, после чего были предложены варианты дозагрузки.
В заключении нужно отметить, что рассчитанный коэффициент поточности достаточно высок и составляет 0,71. Это указывает на то, что поточное производство занимает значительное место в работе цеха.
Похожие работы
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...

... в металлопластиковых каркасах, металлические (противопожарные). Заполнение оконных проемов – остекленные витражи из легких металлоконструкций, деревянные и металлопластиковые. В здании молодежного кафе высшей категории на 85 посадочных мест проектом предусмотрены размещение следующих помещений согласно СНиП II – Л, 8 – 71 «Предприятия общественного питания»: Рестораны в городах и поселках ...
0 комментариев