Навигация
Содержание
1. Исходные данные
2. Параллельно-последовательный вид движения
3. Параллельный вид движения
4. Расчет параметров однопредметной непрерывной поточной линии
5. Сетевое планирование
1. Исходные данные
Исходные данные для расчета и построения операционных графиков
Таблица 1
| № варианта | Годовая программа | Штучное время для обработки | |||
|
|
|
|
| ||
| 2 | 3200 | 25 | 23 | 28 | 19 |
Исходные данные для расчета параметров поточной линии и величины оборотных средств, занятых в потоке
Таблица 2
| № варианта | Суточная программа выпуска | Время регламентированных перерывов в смену | Коэффициент технологических потерь | Шаг конвеера | Время выполнения операций | ||||||
|
|
|
|
|
|
|
| |||||
| 2 | 350 | 40 | 3 | 2,1 | 4,6 | 4,8 | 5 | 5 | 4 | 4,8 | 5,5 |
Исходные данные для построения и расчета сетевого графика
Таблица 3
| Работа | За какой следует | Вариант №2 |
| А | - | 6 |
| Б | - | 5 |
| В | - | 7 |
| Д | А | 8 |
| З | Б | 4 |
| Е | Д,Б | 3 |
| Г | В | 1 |
| И | В | 2 |
| N | И | 5 |
| П | И | 7 |
| К | З,Г | 3 |
| М | З,Г | 4 |
| Л | К,Е | 5 |
| О | М,N | 6 |
| Р | П | 8 |
Последовательный вид движения
Последовательный вид движения определяется тем, что вся партия предметов труда, запущенная в производство, обрабатывается полностью на первой операции, затем передается на обработку ан следующую операцию и т.д. Иными словами, каждая последующая операция начинается только после того, как на предыдущей операции вся партия запуска пройдет обработку.
Таким образом, длительность операционного цикла Т при данном виде движения будет равна:
Где:
n – число деталей в партии;
k – число операций;
![]() - трудоемкость обработки единицы предмета труда на i – ой операции.
- трудоемкость обработки единицы предмета труда на i – ой операции.

Где:
N – годовая программа;
Ф – годовой фонд рабочего времени;
t – количество дней запаса предметов труда, находящихся на складе.
 шт.
шт.
![]() мин.
мин.
Найдем общее время внутри партионного пролеживания 1-ой детали на всех операциях ![]() :
:
![]() мин.
мин.
Найдем время пролеживания всех деталей:
![]() мин.
мин.
Данный вид движения характеризуется тем, что:
а) партия запуска предметов труда в производство (n) разбивается на передаточные партии (р), которыми они передаются с одного рабочего места на другое.
Величина передаточной партии должна быть такой, чтобы величина партии запуска (n) делилась без остатка на величину передаточных партий (p) и последняя должна без остатка делиться на количество рабочих мест на операции (Ci)
б) момент запуска в обработку предметов труда на последующей операции определяется тем, чтобы была обеспечена непрерывная работа на данной операции.
Время одновременной работы двух смежных операций носит название перекрытия, а, ч, и определяется по формуле:
![]()
Длительность цикла при этом рассчитывается по формуле:

Решение:
Р=16
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Найдем время пролеживания 1 детали:
![]()
![]() мин.
мин.
Найдем время пролеживания всех деталей:
![]()
![]() мин.
мин.
Данный вид движения характеризуется тем, что вся партия запуска (n) делится на передаточные партии (р) и которыми она передается с одного рабочего места на последующее. При этом начало обработки передаточной партии на рабочем месте начинается сразу же после получения ее на это место. В этом виде движения могут образовываться простои на рабочих местах (на рабочих местах, исполняющих операцию короче, чем максимальную).
Вместе с тем, при этом виде движения число предметов труда, находящихся на рабочем месте, исполняющем самую длительную операцию не может превышать размера передаточной партии.
Длительность операционного цикла при данном виде движения равна:
Решение:
![]() мин.
мин.
Найдем время пролеживания 1 детали:
![]()
![]() мин.
мин.
Найдем время пролеживания всех деталей:
![]() мин.
мин.
Похожие работы

... числу персонала – 84 человека, отражено на диаграмме 2.2.1. Диаграмма 2.2.1. Организационная структура и требования к персоналу представлены в Приложении 2. 2.3. Производственный план цеха по формованию внутренних стеновых панелей Начало производства внутренних стеновых панелей намечено на июль 2002 года. План производства на первый год работы формовочного цеха согласован с предварительным ...
... ткани арт. 7205, то и Ме мотального перехода, перематывающего уток, больше для ткани арт. 7205. II. Для объяснения влияния ассортимента на показатель мощности приготовительных отделов ткацкого производства составим таблицу 3.12., в которой индекс мощности раскрывается через индексы основных параметров технологического процесса и заправочные параметры. Индексы мощности отделов, перерабатывающих ...
... уборки зависит в основном от наличия техники и погодных условий. Лучшие результаты дает сочетание обоих способов. Оптимальный срок длительности уборки 10-12 дней. Основные показатели производства зерна. СХПК «Красный доброволец» находится в Петровском районе Тамбовской области в непосредственной близости от райцентра. ИНН 6813000079 СХПК «Красный доброволец» хозяйство среднего размера, ...

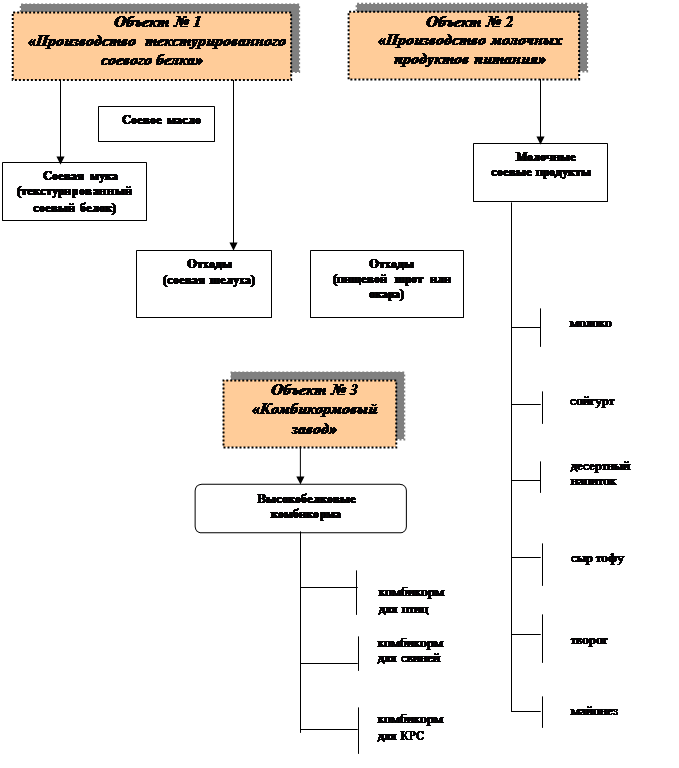
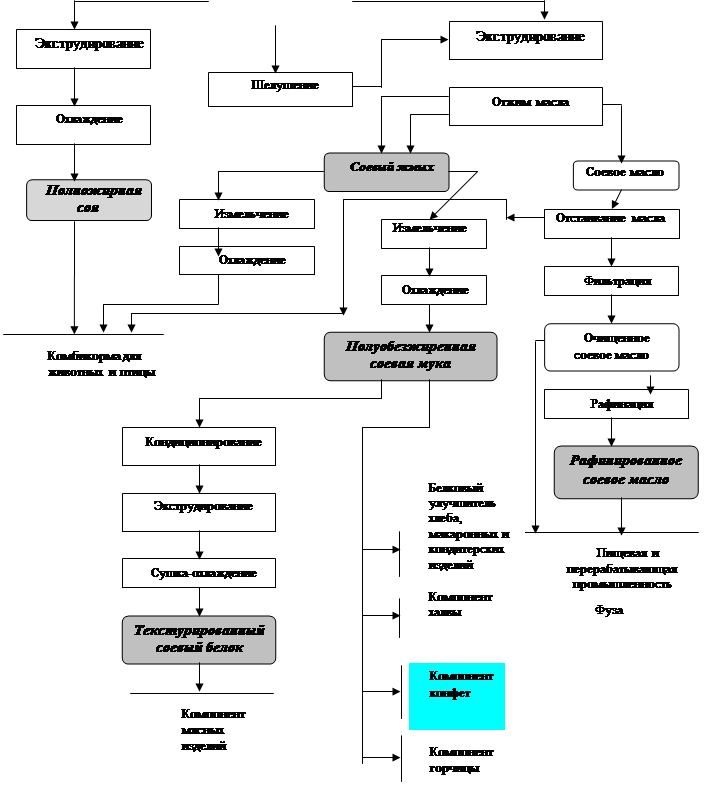
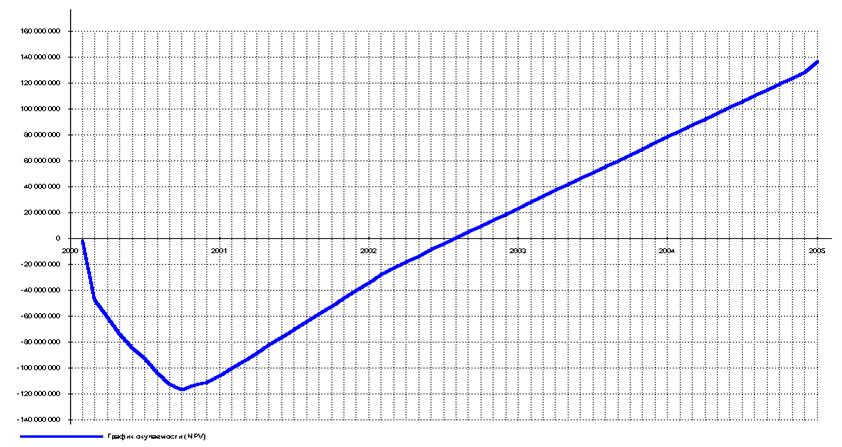
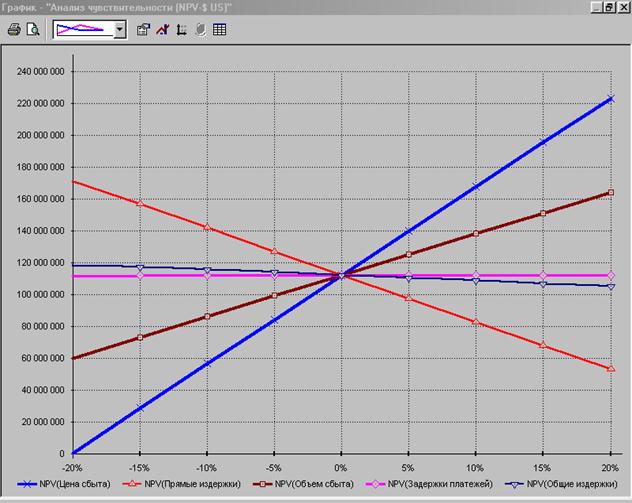
... и текстураты соевых белков являются наиболее распространенными производным сои с широко применяются в пищевой промышленности и производстве специализированных питательных смесей. Финансовая модель Оценка эффективности инвестиций в проект, являющийся предметом настоящего бизнес-плана, а также способности заемщика обслужить инвестиционный кредит, осуществлена с помощью финансовой модели. Периодом ...
0 комментариев