АНАЛИТИЧЕСКИЙ РАЗДЕЛ: ТЕХНИКО-ЭКОНОМИЧЕСКИЙ АНАЛИЗ ДЕЯТЕЛЬНОСТИ ПРЕДПРИЯТИЯ
Анализ технико – экономических показателей работы предприятия
Совершенствование инвестиционной деятельности
Разработка проекта по обновлению основных производственных
Использование средств Excel для расчета показателей
Технология изготовления печатной платы
Оптимизация условий труда управляющих работников на
Навигация
Технология изготовления печатной платы
Основные направления совершенствования инвестиционной деятельности (на примере РУП "МТЗ")
119699
знаков
20
таблиц
8
изображений
3.5. Технология изготовления печатной платы.
Основным направлением при разработке и создании печатных плат является широкое применение автоматизированных методов проектирования с использованием ЭВМ, что значительно облегчает процесс разработки и сокращает продолжительность всего технологического цикла. Основными достоинствами печатных плат являются:
Увеличение плотности монтажа и возможность микро-миниатюризации изделий.
Гарантированная стабильность электрических характеристик.
Повышенная стойкость к климатическим и механическим воздействиям.
Унификация и стандартизация конструктивных изделий.
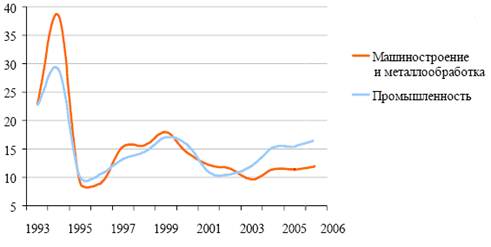
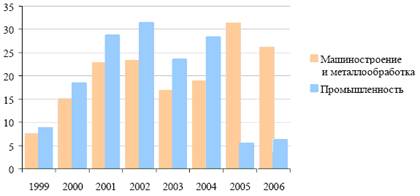
Наиболее общими показателями уровня печатных плат являются ширина проводников и диаметр межслойных переходов. Тенденция развития печатных плат характеризуется уменьшением ширины проводников (рис.1) и увеличением количества межслойных переходов за счет уменьшения их размеров и использования поверхностных контактных площадок для присоединения выводов компонентов (рис. 2).
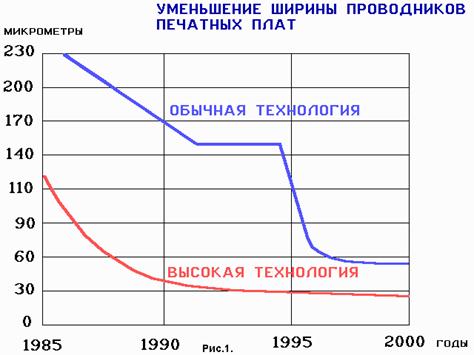
Рис_1. Ширина проводников

Рис 2. Общее колическтво
Используют два вида технологии получения проводящего рисунка слоев печатных плат:
1. на основе субтрактивных методов
2. на основе аддитивного формирования
По субтрактивной технологии рисунок печатных плат получается травлением медной фольги по защитному изображению в фоторезисте или по металлорезисту, осажденному на поверхность гальванически сформированных проводников в рельефе фоторезиста на фольгированных диэлектриках. На рисунке 3 приведены варианты технологических схем получения проводящего рисунка печатных плат по субтрактивной технологии с применением фоторезиста. Первый вариант (рис.3) - получение проводящего рисунка травлением медной фольги на поверхности диэлектрика по защитному изображению в фоторезисте при изготовлении односторонних и двухсторонних слоев многослойных плат (МПП). В этом, так называемом процессе "тентинг" , или методе образования завесок над отверстиями, в заготовках фольгированного диэлектрика сверлятся отверстия и, после химической металлизации стенок отверстий , производят электролитическое доращивание меди до требуемой толщины (35-40 мкм) в отверстиях и на поверхности фольги на всей заготовке фольгированного диэлектрика. После этого наслаивается фоторезист для получения защитного изображения схемы и защитных завесок над металлизированными отверстиями. По полученному защитному изображению в пленочном фоторезисте производят травление меди с пробельным мест схемы.Образованные фоторезистом завески защищают металлизированные отверстия от воздействия травящего раствора в процессе травления . В этом процессе используются свойства пленочного фоторезиста наслаиваться на сверленные подложки без попадания в отверстия и образовывать защитные слои над металлизированными отверстиями.

Проводящий рисунок формируется последовательным осаждением меди и металлорезиста по рисунку освобождений в рельефе пленочного фоторезиста и на поверхность стенок отверстий. После удаления рельефа пленочного фоторезиста незащищенные слои меди вытравливаются. Профиль поперечного сечения проводников, сформированный травлением по защитному изображению в фоторезисте,имеет форму трапеции, расположенной большим основанием на поверхности диэлектрика.
Анализ замеров ширины линий после травления медной фольги по защитному изображению в пленочном фоторезисте показывает, что интервал разброса значений замеров увеличивается с увеличением толщины фольги. Например, при травлении фольги толщиной 5 мкм интервал разброса ширины порядка 7 мкм, при травлении фольги толщиной 20 мкм разброс составляет 30 мкм , а при травлении фольги толщиной 35 мкм разброс составляет около 50 мкм. Искажения ширины медных проводников по отношению к размерам ширины изображений последних в фоторезисте и на фотошаблоне - негативе смещаются в сторону заужения.
Подготовка поверхностей заготовок под наслаивание пленочного фоторезиста с целью удаления заусенцев сверленых отверстий и наростов гальванической меди производится механической зачисткой абразивными кругами с последующей химической обработкой в растворе персульфата аммония или механической зачисткой водной пемзовой суспензией. Такие варианты подготовки обеспечивают необходимую адгезию пленочного фоторезиста к медной поверхности подложки и химическую стойкость защитных изображений на операциях проявления и травления. Кроме того, механическая зачистка пемзой дает матовую однородную поверхность с низким отражением света, обеспечивающая более однородное экспонирование фоторезиста.
Для получения изображений используется пленочный фоторезист толщиной 15-50 мкм. Толщина фоторезиста в случае метода "тентинг" диктуется требованиями целостности защитных завесок над отверстиями на операциях проявления и травления, проводимых разбрызгиванием растворов под давлением 1,6- 2 атм и более. Фоторезисты толщиной менее 45 - 50 мкм на этих операциях над отверстиями разрушаются. Для обеспечения надежного "тентинга", диаметр контактной площадки должен быть в 1,4 раза больше диаметра отверстия.
Минимальный поясок изображения контактной площадки (ширина между краем контактной площадки и отверстием) должен быть не менее 0,1 мм.
Травление по защитному рисунку проводится в струйной конвейерной установке в меднохлоридном кислом растворе. Время травления определяется максимальной суммарной толщиной фольги с гальванически осажденным на поверхности медным слоем. Точность изготовления проводников закладывается в конструкторскую документацию на платы. Следовательно, при субтрактивной технологии получения печатных элементов в готовых слоях с заданной шириной, необходимо в размеры изображений на фотошаблоне вводить величину заужения, т.е. к номинальному значению ширины проводника ,прибавлять величину заужения.
Из вышеизложенного следует, что субтрактивная технология имеет ограничения по разрешению, т.е. минимально воспроизводимая ширина проводников и зазоров порядка 50 мкм при толщине проводников 5-9 мкм , 100-125 мкм при толщине проводников 20 -35 мкм или 150 - 200 мкм при толщине проводников 50 мкм. Для получения логических слоев с металлизированными переходами с более плотным печатным рисунком, с шириной проводников 125 мкм и менее, например, 100 мкм, при их толщине 50 мкм, используется технологический процесс по субтрактивной технологии травлением по металлорезисту (3-й вариант субтрактивной технологии) с использованием диэлектрика с тонкомерной фольгой, толщиной 5 - 9 мкм. В этом случае предварительная металлизация стенок отверстий и поверхности фольги заготовок диэлектрика производится на минимально возможную толщину 8 - 10 мкм. Условия получения изображения в пленочном фоторезисте отличны от условий процесса "тентинга". А именно, для получения изображений используются тонкие пленочные фоторезисты с более высоким разрешением и гальваностойкостью. Подготовка поверхности подложки под наслаивание пленочного фоторезиста из-за небольшой толщины фольги и металлизированного слоя и во избежание их повреждения, проводится химическим способом.
Фоторезист наслаивается по специально подобранному режиму: при низкой скорости наслаивания 0,5 м/мин, при температуре нагрева валков 115 град.С +-5 град.С, на подогретые до температуры 60 - 80 град.С заготовки. При экспонировании изображения используются установки с точечным источником света, обеспечивющие высококоллимированный интенсивный световой поток на рабочую поверхность копировальной рамы с автоматическим дозированием и контролем световой энергии.
Фотошаблоны -позитивы должны иметь резкость края изображения 3 - 4 мкм вместо 7 - 8 мкм у фотошаблонов, применяемых при получении изображений с разрешением 200 - 250 мкм. Проявление изображений проводится в установках проявления - процессорах в стабилизированном трихлорэтане.
Для удаления следов органики с медной поверхности подложки в каналах освобождений в рельефе пленочного фоторезиста проводится обработка в окислителе - в 20% растворе серной кислоты в течение 2-х минут с последующей промывкой в воде и калориферной сушкой в конвейерной струйной установке , после чего для повышения гальваностойкости защитного изображения проводится световое дубление в светокопировальных рамах по режимам экспонирования. Проводящий рисунок формируется в рельефе пленочного фоторезиста последовательным гальваническим осаждением меди на толщину 20-40 мкм и олово/свинца(ПОС-61 ) на толщину 9 -12 мкм или никеля на толщину 3-5 мкм.
После удаления фоторезиста производится травление медной фольги с металлизированным слоем суммарной толщиной 10-15 мкм с пробельных мест схемы. Для этого применяется травильная установка с медноаммиачным травильным раствором. В варианте использования металлорезиста ПОС-61 последний удаляется в травильном растворе в струйной конвейерной установке. При применении в качестве металлорезиста никеля сложность процесса в том, что слой никеля остается на поверхности проводника и несколько шире его медной части. Поэтому применение металлорезиста сплава олово/свинец с последующим его удалением является более технологичным процессом.
Из изложенного выше можно сделать вывод: изготовление слоев по субтрактивной технологии с применением диэлектриков с тонкой медной фольгой толщиной 5 - 9 мкм обеспечивается получение проводящего рисунка с минимальной шириной проводников и зазоров между ними порядка 50 мкм при толщине проводников 5-9 мкм и 100 - 125 мкм при толщине проводников 40-50 мкм.
Охрана труда
Похожие работы
... деятельности. В первую очередь речь идет о стратегиях международного маркетинга: стандартизация и адаптация комплекса маркетинга. При выходе на внешние рынки предприятия обычно модифицируют свою маркетинговую концепцию или даже создают абсолютно новую концепцию маркетинга для зарубежных рынков. При этом количество вносимых в маркетинговую деятельность на внешних рынках изменений увязывается с ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
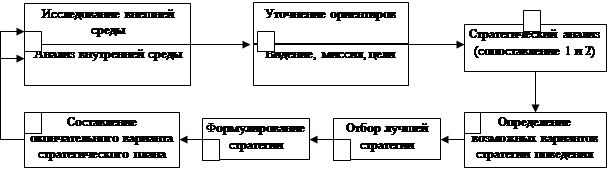
... качественного сырья и материалов для избежания затрат на производство брака, внедрение в производство новые достижения в развитии техники и технологий, а также поиск и освоение новых рынков сбыта выпускаемой продукции. 2.3. Процесс выбора действующей стратегии ЧУП «Универсал Бобруйск» Рассмотрим этапы процесса стратегического плана на основании рис.3.: - 1. Миссия организации отражает ...

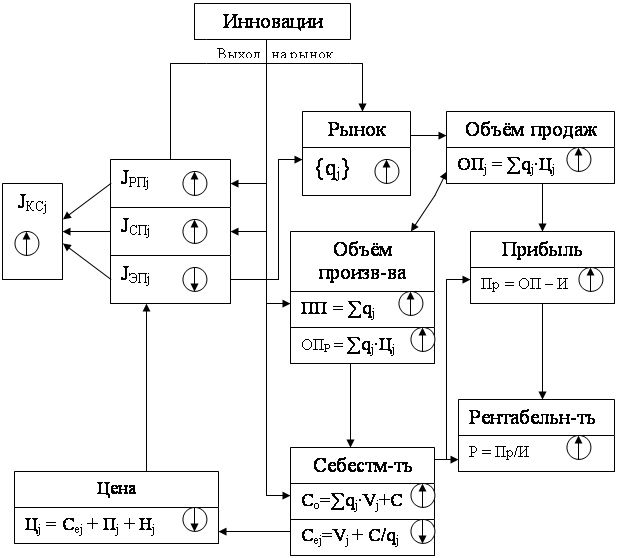

... в случае комплексного подхода к поставленным задачам и создании оптимальной организационной структуры, обеспечивающей инновационный процесс. 1.4. Конкурентоспособность продукции. Механизм влияния инновационной политики на конкурентоспособность. Инновационная политика предприятия направлена прежде всего на повышение конкурентоспособности выпускаемой продукции. Конкурентоспособность товара ...
0 комментариев