Навигация
3.2 Планування дослідження
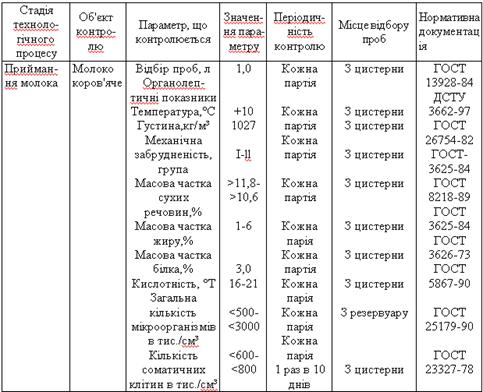
Відбирання проб масла та підготовка їх до аналізу згідно ГОСТ 26809.
Об’єм вибірки становить 5% одиниць транспортної тари в продукції, точкові проби відбирають щупом. При упакуванні масла в ящики щуп занурюють по діагоналі від торцевої стінки до центра масла при температурі масла нижче 10 °С, щуп нагрівають у воді температурою 38 ±2 °С.
Для складання об’ємної проби масла потрібно від нижньої частини стовпчика масла відібрати ножем точкову пробу близько 50 г. та вміщують в посуд для складання об’ємної проби. Об’ємну пробу вміщують на водяну баню температурою 30±2°С.
У маслі досліджують такі фізико – хімічні показники:
1. Визначення титрованої кислотності масла згідно ГОСТ 3624–92.
Кислотність масла визначають у градусах Кеттс Шофера °К, під яким розуміють об’єм у 0,1 моль/дм3 розчину КОН, NaOH необхідної для нейтралізації 5 г масла помноженого на 2.
У конічну колбу місткістю 50 см3 відважують 5 г масла, трохи нагрівають на водяній бані або сушильній шафі при температурі 50±5°С для розплавлення масла. Потім додають 20 см3 нейтралізованої суміші спирту з ефіром, 3 краплі розчину фенолфталеїну і титрують розчином КОН або NaOH до отримання слабо рожевого забарвлення, яке не зникає протягом 1 хвилини.
2. Визначення кислотності плазми масла.
У суху чисту склянку місткістю 250 см3 відважують 150 г. досліджуваного бутербродного масла. Склянку вміщують на водяну баню або сушильну шафу при температурі 50±5°С і витримують до повного розплавлення масла та його розділення на жир і плазму. Потім склянку виймають із бані і обережно зливають шар жиру, а плазму, що залишилася у склянці піпеткою переносять у жиромір, закривають гумовою пробкою і центрифугують 5 хвилин. Після цього жиромір із вмістом ставлять градуйованою частиною у склянку з водою і витримують до моменту застигання молочного жиру. Вільну від жиру плазму виливають у суху чисту склянку і розмішують скляною паличкою. Потім додають 3 краплі фенолфталеїну і титрують розчином КОН або NaOH до отримання слабо рожевого забарвлення, яке не зникає протягом 1 хвилини. Кислотність виражається у °Т.
3. Визначення масової частки вологи.
У суху алюмінієву склянку кладуть 5–10 г. масла за допомогою металевого тримача. Масу підігрівають до припинення пітніння холодного дзеркала, яке тримають над склянкою.
Масову частку вологи визначають за формулою 3.2.7:
 , (3.2.7)
, (3.2.7)
![]()
де В-масова частка вологи, %;
m – m1 – масова частка наважки з маслом до і після моменту випаровування, г;
m0 – маса алюмінієвої склянки, г.
4. Масова частка жиру визначається за формулою 3.2.8:
Ж масла несоленого = 100 – (В + СЗМЗ масла), (3.2.8)
де В-масова частка вологи, %;
СЗМЗ – сухий знежирений молочний залишок масла.
Органолептичні показники:
1. Зовнішній вигляд, колір, консистенцію, якість пакування та маркування перевіряють візуально.
2. Смак і запах – визначається органолептично за температури 12± 2°С.
3.3 Результати дослідження та обговорення
Після проведення фізико-хімічних дослідів та органолептичної оцінки (таблиця 3.3.12) масла бутербродного 61,5% торгової марки «Добряна» м. Суми маємо наступний результат:
Таблиця 3.3.12 Органолептична оцінка молока
| Назва показника | Характеристика масла |
| Смак і запах | Чистий, добре виражений, вершковий |
| Консистенція та зовнішній вигляд | Однорідна, пластична, щільна, поверхня на розрізі блискуча або слабо блискуча з наявністю поодиноких дрібних крапель вологи розміром до 1 мм |
| Колір | Від світло-жовтого до жовтого, однорідний за всією масою |
Після визначення фізико-хімічних показників маємо наступний результат:
· кислотність – 22° Т;
· температура – 4° С;
· вміст вологи – 35%;
· масова частка жиру – 61,5%;
· вага – 200 г.
Масло відповідає всім вимогам ДСТУ 4329–2005 і придатне до вживання.
4. Проектний розділ
4.1 Підбір обладнання
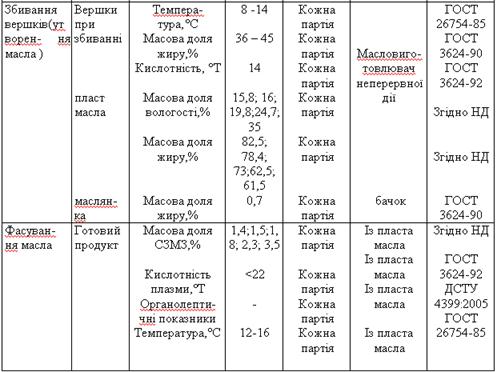
На 2000 кг виробництва масла бутербродного підбираємо лінію П8 – ОЛУ продуктивністю 700 кг/год. Лінія працюватиме протягом 3 годин. Підготовка лінії до роботи, роботи зв’язані з закінченням роботи лінії складають 1,5–2 години. Так лінія працюватиме в одну зміну протягом 5 годин.
Тому при виробництві 2000 кг масла використання лінії П8 – ОЛУ буде доцільним. Лінія комплектується із заводу виробника.
Для перекачування молока насос марки 36 МЦН-10 потужністю 10т/год. Для перекачування 33т молока ми встановлюємо 1 насос. За допомогою насосу молоко подається для зважування на вагах типу СМИ‑500–1 шт. Молоко витікає у ванну, яка розміщена під насосом.
Потім за допомогою насосу 36 МЦН‑10 молоко подається на охолоджувач типу ОО1‑У10–10, на лінії розміщено 2 охолоджувачі. Після охолоджувача молоко потрапляє в резервуар типу В2‑ОМГ‑10 та Г6 – ОМ6 – 25, яких на лінії стоїть два.
З резервуару молоко подається насосом марки 36 МНЦ‑10 на підігрівач типу А1‑ОНЛ‑10 в кількості 1 шт.
Після підігрівання молоко подається на сепаратор типу Ж5‑ОС2‑НС‑10, потужністю 10000 кг/год. На лінії стоїть 2 сепаратори. Де отримують вершки 30 – 40% жирності та молоко нежирне з масовою часткою жиру 0,05%.
Молоко знежирене переходить на подальшу переробку, а вершки температурою 10–12°С подаються в приймальний бак Р3 – ОНС з поплавковим регулятором рівня ємкістю 250 л звідки цинтробіжним насосом нагнітаються в трубчастий пастеризатор, де пройшовши обидві секції, нагріваються до температури 85–96°С і під напором який лає насос направляються в накопичувальний бак, або спочатку в вакуум – дезодоруючу установку, а з неї насосом в той же бак. З баку гарячі вершки поступають самотоком по трубопроводу в сепаратор ОСД – 500 для отримання високожирних вершків. Із сепаратора високожирні вершки по лотках стікають в ванни для нормалізації ВН – 600, а маслянка з бака насосом подається по трубопроводу на подальшу переробку. Ванн працюють по черзі. Доки одна з ванн наповнюється, в другій відбувається нормалізація по волозі, а з третьої нормалізовані вершки ротаційним насосом – дозатором НРДМ подаються в трьохциліндровий маслоутворювач Т1‑ОМ‑2Т.
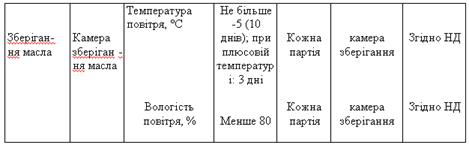
Готове масло температурою 12–15°С через спеціальний кран поступає в ящики установлені на вагах РН 50Ш13–1, які встановлені на столі. Звішене і упаковане масло транспортується в холодильну камеру.
Перелік технологічного обладнання, яке використовується для виробництва масла бутербродного наведений в таблиці 4.1.13.
Таблиця 4.1.13 Перелік технологічного обладнання. Приймання молока
| Обладнання | Марка | Продуктивність, кг/год | Кількість, шт. |
| Ваги | СМИ – 500 | 500 | 1 |
| Охолоджувач | ОО1‑У10–10 | 10000 | 2 |
| Приймальний резервуар | В2 – ОМГ Г6 – ОМ6 | 10000 25000 | 1 1 |
| Цинтробіжний насос | 36 МЦН‑10 | 10000 | 1 |
| Пластинчатий теплообмінник | А1‑ОНЛ‑10 | 10000 | 1 |
| Сепаратор | Ж5‑ОС2‑НС‑10 | 10000 | 2 |
Лінія П8 – ОЛУ – 700 кг/год в комплект входить
| Приймальний бак | Р3 – ОНС | 250 л | 1 |
| Трубчастий пастеризатор | Т1‑ОУК | 10000 | 2 |
| Дезодораційна установка | ОДУ | 1 | |
| Сепаратор | ОСД – 500 | 500 | 2 |
| Бак для пахти Р3 – ОНЯ | 1 | ||
| Нормалізаційна ванна | ВН – 600 | 600 | 3 |
| Насос дозатор | НРДМ | 1 | |
| Трьохциліндровий маслоутворювач | Т1‑ОМ‑2т | 700 | 1 |
| Ваги | РН‑50Ш13М‑1 | 2 | |
Похожие работы
... 100 4 Масло солодковершкове 100 4 всього 100 4 Розрахунок проводимо враховуючи вимоги наказу №553 від 30.09.86 р. Вихідні дані: виробити масло вершкове селянське і масло солодковершкове методом перетворення високожирних вершків, якщо надійшло молоко коров’яче незбиране з масовою часткою жиру 3,5%. Масова частка жиру в вершках, взятих при сепаруванні – 42%. 1. Визначаємо кількість вершк ...
0 комментариев