Навигация
Методы контроля сварных швов
35166
знаков
8
таблиц
4
изображения
6. Методы контроля сварных швов
Ультразвуковой метод контроля основан на способности ультразвуковых волн отражаться от границы раздела двух упругих сред, обладающих разными акустическими свойствами.
Отразившись от нижней поверхности изделия, ультразвук возвратится, будет принят датчиком, преобразован в электрические колебания и подан на экран электронно-лучевой трубки. При наличии дефектов ультразвуковые колебания исказятся: это будет видно на экране электронно-лучевой трубки, где появится всплеск — искажение. По характеру и размерам искажений определяют виды и размеры дефектов.
Ультразвуковые колебания — это механические колебания упругой среды, частота которых лежит за порогом слышимости человеческого уха, т. е. более 2000 Гц. Для ультразвукового контроля применяют колебания частотой 0,5—10 МГц. «Ультра» (от латинского) означает «сверх», «за пределами». Частота колебаний — это число колебаний за 1 с.
Распространяются колебания в однородных материалах по относительно прямым линиям, а на границе раздела двух разнородных материалов (поры, трещины и проч.) происходит их отражение.
Излучение и прием (регистрация) ультразвуковых колебаний производятся электроакустическими преобразователями приборов, а сами приборы называются ультразвуковыми дефектоскопами. Такая аппаратура в нашей стране появилась лишь в 1957 г., а сам способ использования ультразвуковых колебаний для дефектоскопии был впервые в мире предложен нашим соотечественником С.Я. Соколовым в 1928 г.
Основой преобразователей обычно является определенный керамический материал, обладающий пьезоэлектрическим эффектом. «Пьезо» (греч.) в переводе на русский язык означает «сжимаю». Пьезоэлектрический эффект проявляется в том, что пьезоэлектрическая пластина (из титаната бария, цирконат-титаната свинца и др.) под действием подведенного к ней переменного электрического потенциала начинает изменять свою толщину и колебаться, механически вибрировать и направлять пучок колебаний перпендикулярно плоскости пластины, а под влиянием механических деформаций на противоположных поверхностях пьезоэлектрической пластины возникают электрические заряды — переменный электрический ток, который передается на соответствующие регистрирующие приборы.
Проникновение ультразвуковых колебаний в контролируемое изделие происходит тогда, когда удаляется воздух, находящийся между контактирующими поверхностями излучателя и изделия. Для этого между ними устанавливают акустический контакт путем нанесения на поверхность контролируемого изделия слоя минерального масла, солидола, технического глицерина, воды и др.
Процесс распространения ультразвука в теле является волновым, он создает упругие колебания.
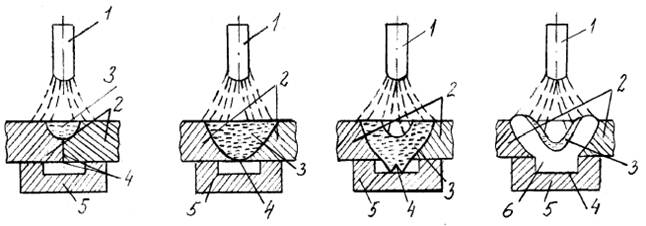
Излучатели и приемники ультразвуковых волн называются пьезопреобразователями. Пьезопластина может работать и как излучатель и как приемник. Для озвучивания сварных изделий употребляют в основном эхоимпульсный контроль. Эхо-метод заключается в озвучивании изделий короткими импульсами ультразвука и регистрации эхосигналов, отраженных от дефекта к приемнику. Признаком дефекта является появление импульса на экране. Эхоимпульсный метод называют иногда еще методом эхолокации.
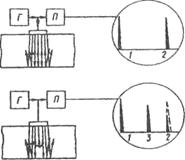
Рис. 3. Схема эхо-импульсного метода
Недостаток ультразвукового контроля — в сложности расшифровки дефекта, ограничении для применения на изделиях аустенитных сталей, чугуна, металлов с крупным зерном, в невозможности контроля сталей малой толщины (до 4 мм).
Для работы на ультразвуковом контроле персонал (инженеры, техники) проходят специальную подготовку с приобретением навыков и с аттестацией.
В настоящее время в России находится в пользовании и выпускается более 20 различных моделей дефектоскопов, например, ДУК-66ПТ (дефектоскоп ультразвуковых колебаний, модель 66, портативный, модернизированный), УЗД-НИИМ5, УД-11ПУ и много других.
7. Наладка и ремонт сварочного оборудования
В процессе эксплуатации электросварочного оборудования возникают перегрузки, аварии и естественный износ, требующие проведения ремонтно-наладочных работ, в объёмах необходимых для нормальной функционирования оборудования.
Ремонт — это комплекс операций по восстановлению исправности или работоспособности электросварного оборудования, а также его ресурсов или его составных частей. Различают несколько видов ремонта: капитальный, средний и текущий. Виды ремонта могут быть плановыми, неплановыми, регламентированными и по техническому состоянию.
Таблица 6
Характерные неисправности в работе сварочного автомата и способы устранения инверторных ИП
| Характер неисправности | Причина появления | Способ устранения |
| 1.Инвертор не включается | Обрыв в цепи | Проверить и исправить |
| 2.Нагрев зажимов инвертора | Слабая затяжка контактных болтов Недостаточное сечение провода в месте контакта | Затянуть Замена провода |
| 3.При работе внезапно гаснет дуга | Обрыв или нарушение контакта в сварочных проводах Замыкание между проводами. | Проверить и исправить |
| 4. Инвертор даёт пониженное напряжение холостого хода, сварочный ток снизился | Сгорел один из предохранителей в первичной цепи Магнитный пускатель плохо поджимает контакты Недостаточно плотно поджаты контакты переключателя Вышел из строя диод | Восстановить нормальную работу всех трёх фаз Поджать контакты пускателя Поджать контакты переключателя Заменить диод |
Таблица 7
Характерные неисправности в работе сварочного полуавтомата и способы устранения
| Характер неисправности | Причина появления | Способ устранения |
| При включении кнопки, на горелке дуга не зажигается | Отсутствие контакта в сварочном цехе | Проверить целостность контактов |
| Неравномерная подача проволоки при сварке | Недостаточное усилие режима механизма подачи Большой износ ведущего ролика Задержка проволоки в наконечники горелки | Отрегулировать давление прижимных роликов Заменить ведущие ролики Прочистить канал наконечника или заменить |
| Прекращается подача газов в горелку | Не срабатывает газовый клапан | Проверить электроцепь газового клапана |
| Проволока образует петлю между подающими роликами и входным штуцером | Большое расстояние между роликами и входным штуцером Чрезмерное усилие прижима | Уменьшить усилия прижима |
| Сопло цанги находится под напряжением | Нарушена изоляция между соплом и горелкой Между соплом и горелкой попали брызги металла | Восстановить изоляцию Очистить от брызг металла |
| Не регулируется потенциометр | Неисправен потенциометр | Заменить потенциометр |
| Не подаётся газ из горелки при открытом редукторе | Отверстие редуктора забито льдом Не работает газовый клапан Сопло забито брызгами | Проверить подогреватель Проверить работу клапана Очистить |
| Периодические обрывы дуги при нормальной работе двигателя подачи | Малая скорость подачи проволоки | Увеличить скорость |
| Приваривание проволоки к изделию | Большой сварочный ток Малый ток Большая скорость подачи | Уменьшить Увеличить уменьшить |
Похожие работы
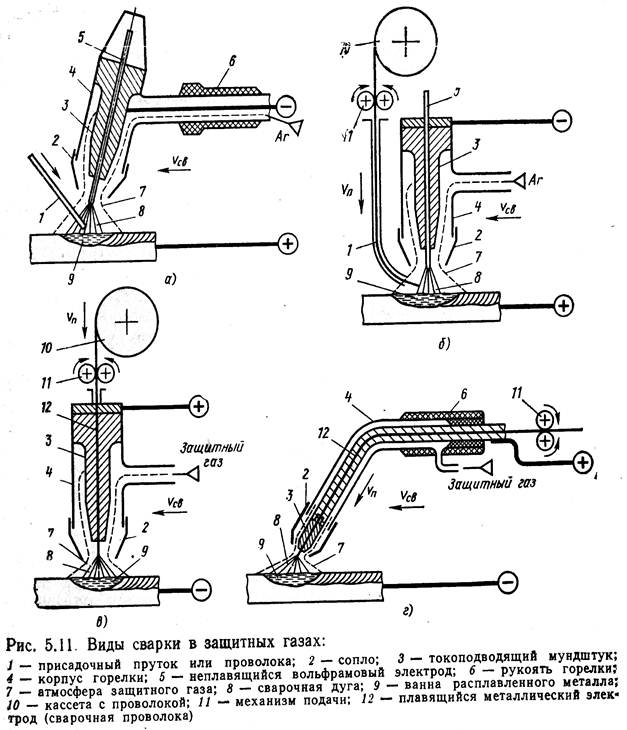
... при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе. Области применения сварки в защитных газах охватывают шир
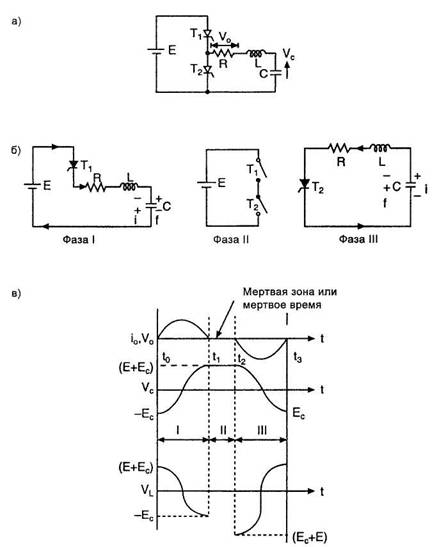
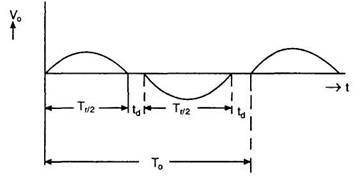
... ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного сопротивления синусоидально. Применение реактивных фильтров предпочтительно для высокочастотных устройств. 2 Инверторные источники питания для дуговой сварки 2.1 Начало развития и внедрение в производство инверторных источников питания В наступившем веке бесспорным лидером в производстве сварочной техники ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
0 комментариев