Навигация
Дуговая механизированная сварка в защитных газах
35166
знаков
8
таблиц
4
изображения
Введение
Сварочная техника и технология занимают одно из ведущих мест в современном производстве. Свариваются корпуса гигантских супертанкеров и сетчатка человеческого глаза, миниатюрные детали полупроводниковых приборов и кости человека при хирургических операциях. Многие конструкции современных машин и сооружений, например космические ракеты, подводные лодки, газо- и нефтепроводы, изготовить без помощи сварки невозможно. Развитие техники предъявляет все новые требования к способам производства и, в частности, к технологии сварки. Сегодня сваривают материалы, которые еще относительно недавно считались экзотическими. Это титановые, ниобиевые и бериллиевые сплавы, молибден, вольфрам, композиционные высокопрочные материалы, керамика, а также всевозможные сочетания разнородных материалов. Свариваются детали электроники толщиной в несколько микрон и детали тяжелого оборудования толщиной в несколько метров. Постоянно усложняются условия, в которых выполняются сварочные работы: сваривать приходится под водой, при высоких температурах, в глубоком вакууме, при повышенной радиации, в невесомости.
Все это предъявляет повышенные требования к квалификации специалистов в области сварки, в особенности рабочих-сварщиков, так как именно они непосредственно осваивают новые способы и приемы сварки, новые сварочные машины. Сегодня рабочему сварщику недостаточно уметь выполнять несколько пусть даже сложных, операций освоенного им способа сварки. Он должен понимать физическую сущность основных процессов, происходящих при сварке, знать особенности сварки различных конструкционных материалов, а также смысл и технологические возможности других, как традиционных, так и новых, перспективных способов сварки.
1. Описание изделия
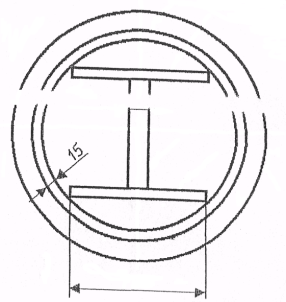
Предназначенное изделие предназначено для использования в качестве опоры для установки и монтажа несущих колонн, при сооружении зданий промышленного назначения.
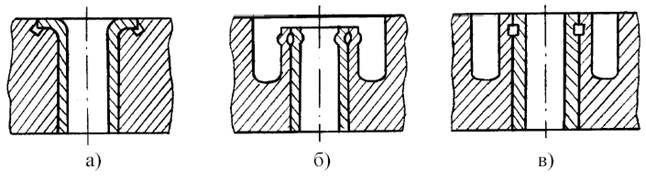
Опора представляет собой сварную конструкцию коробчатого типа.
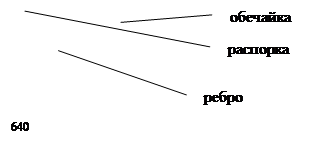 | |||||
Рис.1. Конструкция изделия
Все детали этой конструкции изготовлены из стали марки 09Г2С.
Сталь 09Г2С относится к малоуглеродистым, низколегированным сталям.
Стали этого класса обладают хорошей свариваемостью всеми видами дуговой сварки и широко используются для изготовления сварных конструкций применяемых в строительной индустрии.
Таблица 1
Химический состав стали 09Г2С
| Углерод C, % | Кремний Si, % | Марганец Mn, % | Хром Cr, % | Никель Ni, % | Медь Cu, % |
| ≤ 0,12 | 0,5-0,8 | 1,3-1,7 | ≤0,3 | ≤0,3 | ≤0,3 |
Таблица 2
Механические свойства стали 09Г2С
| Толщина проката, мм | Временное сопротивление разрыву σВ, МПа | Предел текучести σТ, МПа | Относительное удлинение δ5, % | Ударная вязкость КСU, Дж/см², при температуре, ºC | ||
| +20 | -40 | -70 | ||||
| 10-20 21-32 | 470 460 | 325 305 | 21 | 59 | 34 | 29 |
Сварные конструкции используемые в качестве несущих элементов при возведении зданий и сооружений относятся ко II группе ответственности, т.к., их разрушение в процессе эксплуатации может привести к большим материальным затратам.
II группа ответственности требует повышенного внимания к качеству выполнения работ всего производственного цикла (от заготовки материала до обьёма окончательного контроля изделия).
Учитывая особенности конструкции изделия, материал входящих деталей, а также годовую программу выпуска (2000 шт.) наиболее оптимальным способом изготовления будет полуавтоматическая сварка в среде углекислого газа.
Похожие работы
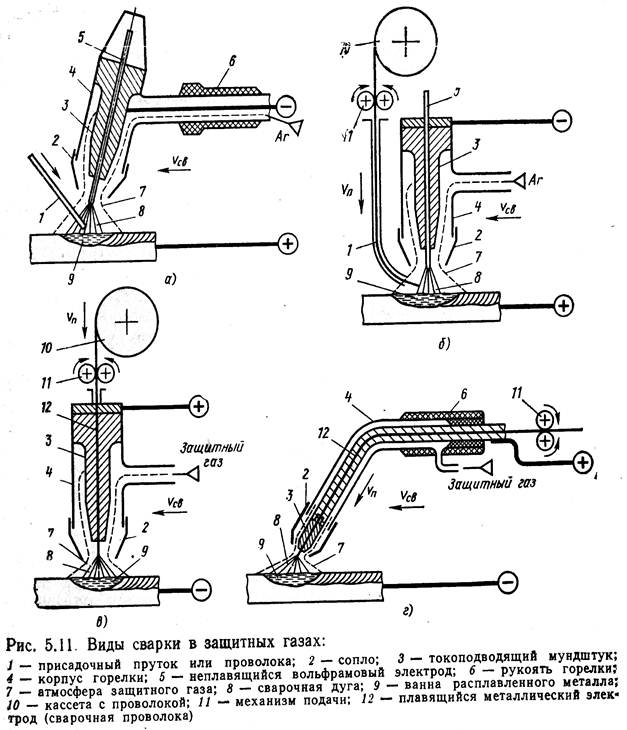
... при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе. Области применения сварки в защитных газах охватывают шир
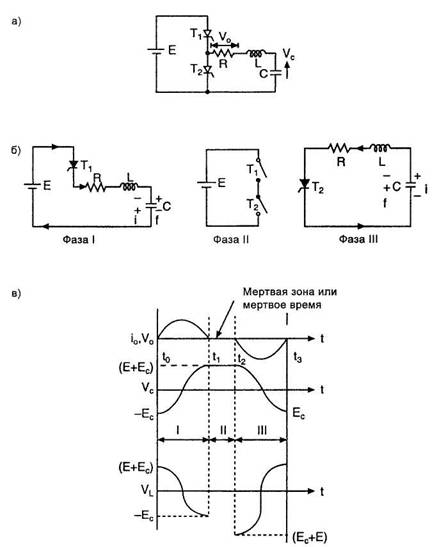
... ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного сопротивления синусоидально. Применение реактивных фильтров предпочтительно для высокочастотных устройств. 2 Инверторные источники питания для дуговой сварки 2.1 Начало развития и внедрение в производство инверторных источников питания В наступившем веке бесспорным лидером в производстве сварочной техники ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
0 комментариев