Навигация
2. Способ сварки
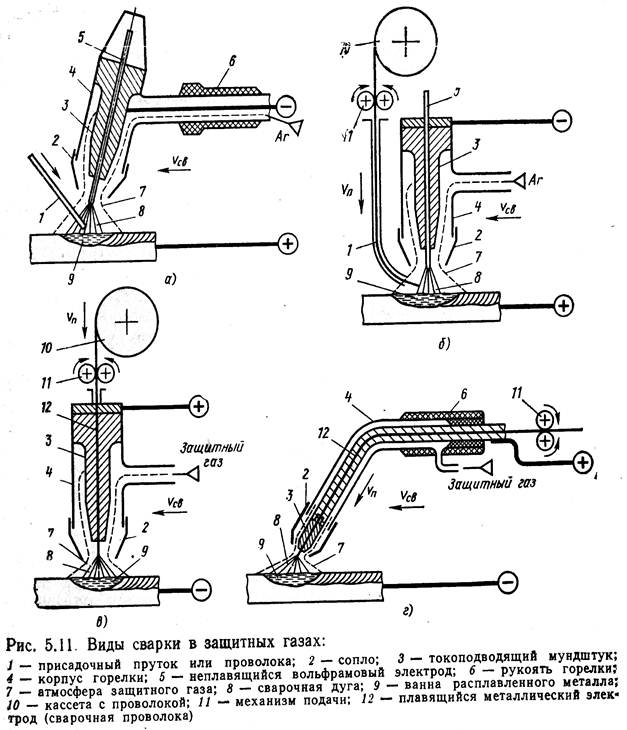
Сварка в защитных газах является одним из способов дуговой сварки. При этом способе в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Сварка в защитных газах отличается следующими преимуществами: высокая производительность (в 2...3 раза выше обычной дуговой сварки), возможность сварки в любых пространственных положениях, хорошая защита зоны сварки от кислорода и азота атмосферы, отсутствие необходимости очистки шва от шлаков и зачистки шва при многослойной сварке; малая зона термического влияния; относительно малые деформации изделий; возможность наблюдения за процессом формирования шва; доступность механизации и автоматизации. Недостатками этого способа сварки являются необходимость принятия мер, предотвращающих сдувание струи защитного газа в процессе сварки, применение газовой аппаратуры, а в некоторых случаях и применение относительно дорогих защитных газов.
Известны следующие разновидности сварки в защитном газе: в инертных одноатомных газах (аргон, гелий), в нейтральных двухатомных газах (азот, водород), в углекислом газе. В практике наиболее широкое применение получили аргонодуговая сварка и сварка в углекислом газе. Инертный газ — гелий применяется очень редко ввиду его большой стоимости. Для сварки ответственных конструкций широко применяется сварка в смеси газов аргона и углекислого газа в соотношении 85% аргона и 15% С02. Качество этой сварки сталей очень высокое. Питание дуги осуществляют источники постоянного тока с жесткой характеристикой. В последние годы применяются в основном сварные выпрямители серии ВДУ с универсальной внешней характеристикой, т. е. жесткой, либо крутопадающей простым переключением пакетника.
Переменный ток не применяется из-за низкой устойчивости процесса горения дуги, плохого формирования и плохого качества шва. Напряжение на дуге при сварке в С02 должно быть не более 30 В, так как с увеличением напряжения и длины дуги увеличивается разбрызгивание и окисление. Обычно напряжение дуги — 22— 28 В, скорость сварки — 20-80 м/ч, расход газа 7—20 л/мин. Сварка в С02 с проволокой дает провар более глубокий, чем электроды, поэтому при переходе с ручной сварки оправданным считается уменьшение катетов примерно на 10%. Это объясняется повышенной плотностью тока на 1 мм2 электродной проволоки. Основные элементы режима сварки в С02 в табл.1.
Таблица 3
Типовые параметры режима сварки в С02
| Диаметр проволоки, м | Сварочный ток, А | Скорость подачи проволоки м/ч | Напряжене на дуге, В | Расход газа, л/мин | Вылет проволоки, мм |
| 0,8 | 50—110 | устанавл. подбором под режим | 18—20 | 5—7 | 6—12 |
| 1,0 | 70—150 | 19—21 | 7—9 | 7—13 | |
| 1,2 | 90—230 | 21—25 | 12—15 | 8—15 | |
| 1,6 | 150—300 | 23—28 | 12—17 | 13—20 |
Сварку в углекислом газе производят почти во всех пространственных положениях, что очень важно при производстве строительно-монтажных работ. Сварку осуществляют при питании дуги постоянным током обратной полярности. При сварке постоянным током прямой полярности снижается стабильность горения дуги, ухудшается формирование шва и увеличиваются потери электродного металла на угар и разбрызгивание. Однако коэффициент наплавки в 1,6...1,8 раза выше, чем при обратной полярности. Это качество используют при наплавочных работах Листовой материал из углеродистых и низколегированных сталей успешно сваривают в углекислом газе; листы толщиной 0,6... 1,0 мм сваривают с отбортовкой кромок. Допускается также сварка без отбортовки, но с зазором между кромками не более 0,3...0,5 мм. Листы толщиной 1,0...8,0 мм сваривают без разделки кромок; при этом зазор между свариваемыми кромками должен быть не более 1 мм. Листы толщиной 8... 12 мм сваривают V-образным швом, а при больших толщинах — Х-образным швом. Перед сваркой кромки изделия должны быть тщательно очищены от грязи, краски, окислов и окалины. Сварочный ток и скорость сварки в значительной степени зависят от размеров разделки свариваемого шва, т. е. от количества наплавляемого металла. Напряжение устанавливается таким, чтобы получить устойчивый процесс сварки при возможно короткой дуге (1,5...4,0 мм). При большей длине дуги процесс сварки неустойчивый, увеличивается разбрызгивание металла, возрастает возможность окисления и азотирования наплавляемого металла.
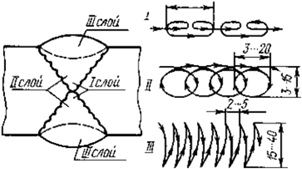
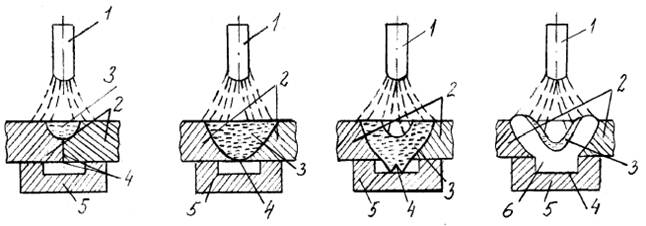
Рис. 2. Движение электрода во время сварки в углекислом газе при выполнении многослойного шва
На рисунке показаны движения электрода во время сварки в углекислом газе при выполнении многослойного шва. Рекомендуется для снижения опасности образования трещин первый слой сваривать при малом сварочном токе. Заканчивать шов следует заполнением кратера металлом. Затем прекращается подача электродной проволоки и выключается ток. Подача газа на заваренный кратер продолжается до полного затвердевания металла.
Похожие работы
... при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе. Области применения сварки в защитных газах охватывают шир
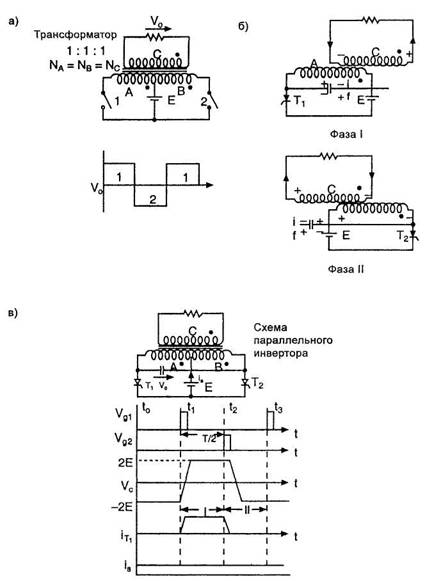
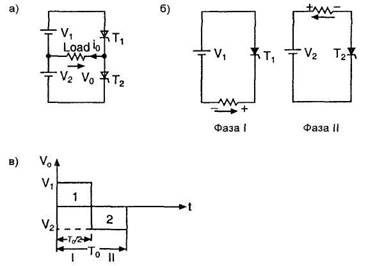
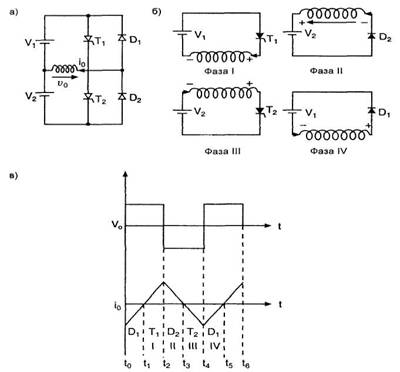
... ток в такой цепи находится в фазе с выходным напряжением, поэтому напряжение нагрузочного сопротивления синусоидально. Применение реактивных фильтров предпочтительно для высокочастотных устройств. 2 Инверторные источники питания для дуговой сварки 2.1 Начало развития и внедрение в производство инверторных источников питания В наступившем веке бесспорным лидером в производстве сварочной техники ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
0 комментариев