Теоретическое обоснование и анализ физической сущности изучаемого вопроса
Неисправности объекта исследования, причины их возникновения, формы проявления и способы их обнаружения с помощью современных средств диагностики
Особенности текущего ремонта объекта исследования и специфика применяемого при этом технологического оборудования
Характеристики и показатели надежности объекта исследования
Разработка вероятностной математической модели распределения случайных величин по значениям показателя надежности
Расчет числовых характеристик распределения случайных величин
Анализ физических закономерностей формирования распределения случайных величин по значениям исследуемого показателя
Навигация
Теоретическое обоснование и анализ физической сущности изучаемого вопроса
Исследование особенностей технической эксплуатации ходовой части автомобилей "Toyota"
121701
знак
6
таблиц
38
изображений
1.2 Теоретическое обоснование и анализ физической сущности изучаемого вопроса
Основные дефекты переднего (неведущего) моста; нарушенный натяг подшипников ступиц колес, погнутость балки моста, поворотных рычагов, износ посадочного места под шкворень, самих шкворней и их втулок, посадочных мест под подшипники поворотных цапф. Износ и деформация деталей переднего моста нарушают установку передних колес, вызывают односторонний износ шин, затрудняют управление автомобилем.
Регулировку подшипников ступиц колес грузовых автомобилей проверяют при свободно вращающемся тормозном барабане (не должно быть задевания тормозных колодок). Регулировочную гайку ступицы затягивают ключом до отказа усилием одной руки и отпускают на три-четыре прорези коронки в автомобилях ГАЗ и на 1/5 оборота в автомобилях ЗИЛ до совпадения с отверстием для шплинта или ближайшего отверстия в замочном кольце с штифтом. Подшипники качения и внутреннюю полость ступицы заполняют предварительно тугоплавкой смазкой, ставят колпаки ступиц.
Износ шкворневого узла определяют прибором модели Т1. Индикатор прибора закрепляют струбциной на балке моста автомобиля. Колесо вывешивают, и измерительный стержень индикатора подводят к нижней части опорного тормозного диска (щита). Если есть износ шкворневого узла, то при опускании колеса до соприкосновения с опорной поверхностью будет выбран зазор, и индикатор покажет его значение. Сопряжение с зазором до 1,5 мм считается годным к дальнейшей эксплуатации,
Передние мосты разбирают на специальных стендах или подставках. Для выпрессовки шкворней, шаровых пальцев, наружных и внутренних колец подшипников качения применяют съемники. Изношенные подшипники, шарниры рулевых тяг заменяют новыми. Погнутость балки переднего моста определяют различными приспособлениями, шаблонами, линейками, угольниками. Балки правят под прессом в холодном состоянии.
Изношенные втулки шкворней заменяют новыми с последующим их развертыванием. Вначале запрессовывают и развертывают одну втулку, вставив направляющий хвостовик развертки в специально оставленную для этого старую втулку. Затем запрессовывают и обрабатывают вторую втулку. При запрессовке следят за совмещением отверстий для смазки. После обработки втулок их поверхности и масляные канавки очищают от стружки.
К числу наиболее распространенных неисправностей переднего моста относится нарушение углов установки колес. Конструктивно у грузовых автомобилей и автобусов предусмотрена регулировка только угла схождения, у легковых - углов развала продольного наклона шкворни (оси поворота), соотношения углов последовательность является технологически необходимой. Несоблюдение ее приводит к нарушению ранее отрегулированного угла.
Изменение углов развала и продольного наклона шкворня грузового автомобиля может быть вызвано деформацией балки. Если балку невозможно выправить, ее заменяют на новую.
У легковых автомобилей отечественного производства с 2-рычижной передней подвеской угол развала изменяют поперечным смещением оси верхнего или нижнего рычага подвески. Для этого под каждый болт крепления оси добавляют (или изымают) одинаковое количество регулировочных прокладок (скоб). Изменение продольного наклона шкворня производят незначительным поворотом оси рычага в горизонтальной плоскости. Для этого регулировочные прокладки переставляют от одного болта к другому. Количество заменяемых прокладок зависит от того, насколько надо изменить регулируемые углы.
Регулировки развала и продольного наклона оси поворота предусмотрены как две самостоятельные операции. Но оба рассматриваемых параметра имеют одни и те же точки воздействия. Поэтому регулировку этих углов можно совместить в одну операцию. Для этой цели создана номограмма (рис. 1.2). Первоначально измеряют угол развала а и определяют его отклонение от нормы. Эту величину откладывают на соответствующей оси номограммы. Также поступают с умом продольного наклона оси поворотов ![]() . Затем находят точку пересечении а и смещают ее до ближайшего пересечения сетки номограммы (точка б). Координаты этой точки относительно осей “скобы переднего болта” и “скобы заднего болта” позволяют определить количество скоб, которое необходимо добавить (знак +) или изъять (знак —) под соответствующий болт.
. Затем находят точку пересечении а и смещают ее до ближайшего пересечения сетки номограммы (точка б). Координаты этой точки относительно осей “скобы переднего болта” и “скобы заднего болта” позволяют определить количество скоб, которое необходимо добавить (знак +) или изъять (знак —) под соответствующий болт.
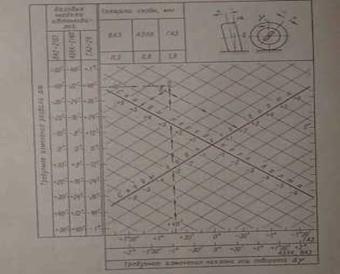
Рис. 1.2.1 Номограмма выбора технологических воздействий при совместной регулировке развала и продольного наклона оси поворота
В приведенном на рисунке примере для ГАЗ-24, чтобы изменить у шествующее значение угла рaзвала на +45", а продольного наклона оси поворота на +40", надо од передний болт добавить 5 скоб, а под задний 2 скобы.
Для легковых автомобилей с подвеской типа Макферсон («качающая веча») технология регулировки углов развала и продольного наклона оси поворота зависит от конструктивных особенностей конкретной марки автомобиля. Так для автомобиля АЗЛК-2141 развал изменяют поворотом эксцентрикового регулировочного ползуна 1 (рис. 1.2.2), установленного в бобышке поворотного кулака, а продольный наклон оси поворота изменяют постановкой или изъятием регулировочных шайб 3 между чашкой 4 шарнира стабилизатора и уступом на самом стабилитроне 2. Перед регулировкой необходимо отсоединить стабилизатор от места его крепления к поперечине передней опоры двигателя, отвернуть гайку и извлечь конец стабилизатора из проушины рычага. Регулировочная шайба толщиной 3 мм (конструктивно предусмотрено две шайбы) изменяет угол примерно на 20'. Соотношение углов поворота регулируют обычно взаимным изменением длин боковых тяг - одну укорачивают, другую на такую же величину удлиняют. Несоблюдение этого условия вызовет изменение угла схождения.

Рис.1.2.2 Угол регулировки развала и продольного наклона оси поворота колеса
В отличие от других углов для соотношении углов поворота, так как они конструктивно связаны с углом схождения, обычно нет численного значения норматива. При регулировке надо добиться равенства углов недоворота наружного (от центра поворота) колеса по отношению к внутреннему, повернутому на 20". На новых подвесках, как правило, это достигается при равенстве длин обеих боковых тяг. При остаточных деформациях в подвеске равенство углов недоворота достигают поэтапно подбором, вращением регулировочных муфт каждой тяги по пол-оборота по ходу движения автомобиля или против, каждый раз измеряя при этом значение параметра.
Для некоторых моделей автомобилей разработаны номограммы, но которым в зависимости от фактических значений углов недоворота каждого колеса определяют, в какую сторону и на сколько оборотов следует повернуть регулировочные муфты.
Угол схождения является наиболее важным параметром. Несоответствие его оптимальным значениям вызывает интенсивны неравномерный износ протектора. Регулировка угла схождения грузовых автомобилей производится изменением длины поперечной рулевой тяги, легковых с червячным рулевым механизмом одной из двух боковых тяг, а легковых с реечным рулевым механизмом обязательна регулировка угла схождения каждого колеса в отдельности соответствующей рулевой тягой.
При движении заднеприводного автомобиля под действием сил дорожного сопротивления передние колеса расходятся (у переднеприводных автомобилей в тяговом режиме, как правило, сходятся) на величину существующих зазоров в рулевой трапеции и становятся параллельно друг другу. Нормативное схождение не всегда обеспечивает это условие. Причина — в индивидуальном техническом состоянии каждого автомобиля, особенно с независимой подвеской передних колес. Этот недостаток устраним применением нового способа регулировки угла схождения легковых автомобилей при нагружении их силами, имитирующими условия движения: вертикальной силон ил передний мост (500—600 Н) и разжимной силой на передние колеса между боковинами передних шин на уровне центров колес. Разжимную силу определим по номограмме (рис. 1.2.3) с учетом фактического развала а, наиболее часто используемой скорости движения автомобиля, степени износа (в %) протектора, модели установленных на автомобиле шин и периодичности регулировок. Угол схождения при регулировке устанавливают в интервале 0±5', что обеспечиваеттакое же положение колес при движении автомобиля.
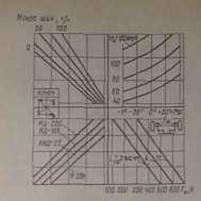
Рис. 1.2.2 Номограмма выбора нагрузки, имитирующей воздействие дороги на передние колеса.
КАБИНА, КУЗОВ, ОПЕРЕНИЕ
Основные неисправности кабин и оперения: перекос, вмятины, разрывы, коррозийные разрушения, ослабления заклепочных и болтовых соединения. Приемы ремонта следующие: удаление продуктов коррозии, сварка, правка и выравнивание поверхности, постановка дополнительных деталей, восстановление защитных покрытий.
Продукты коррозии удаляют металлическими щетками, растворителями ржавчины. Сварку применяют главным образом газовую, ручную и полуавтоматическую электродуговую, контактную. Часто используют пайку твердыми припоями.
Трещины заваривают непосредственно, а пробоины и разрывы наложением заплат. Ремонтные детали кабин и заплаты приваривают внахлестку с перекрытием краев на 20—24 мм. Сварные швы проковывают пневматическим или ручным рихтовальным молотком сразу после сварки в горячем состоянии. Длинные трещины и большие заплаты во избежание коробления участка заваривают не сплошными швами, а отдельными участками. Трещины в панелях кабины устраняют лайкой припоем ПМЦ-54, бронзовой или латунной проволокой, используя специальный аппарат НИИАТР Р-477.
Вмятины, разнообразные перекосы устраняют правкой в холодном состоянии или с предварительным подогревом поврежденного места газовой горелкой до 600—650 С.
Подогрев применяют для устранения вмятин с перегибами и складками, когда правка в холодном состоянии не удается.
Выравнивание вмятины в два приема. Сначала делают выколотку, (рис. 1.2.3) ведут на поддержке 1 или на плите ударами специального молотка 2 до выравнивания вмятины, затем оставшиеся бугорки подравнивают деревянной или резиновой киянкой 3.
Выколотку глубоких вмятин без острых краев и загибов начинают с середины и постепенно переносят удары молотка или киянки к краям. Вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки. Пологую вмятину выколачивают, начиная с краев к середине. Одну выпуклость устраняют за счет растяжения металла ударами молотка по концентрическим кругам (рис. 1.2.3 в) по мере уменьшают. Чем больше будет сделано кругов (цепочек), тем успешнее будет сглаживание. При нескольких близкорасположенных выпуклых местах (рис. 1.2.3 г) вначале растягивают участок между ними и сводят их в одну выпуклость, а затем в зависимости от формы получившейся выпуклости определяют место в направлении дальнейшей растяжки.
Рихтовку делают на поддержках (рис. 1.2.3 6), подобранных по профилю восстанавливаемой панели, рихтовальными молотками 3 вручную или при помощи специальных станков и механизированных приспособлений. При рихтовке наносят частые несильные удары один возле другого, постепенно выравнивая бугорки и вогнутости, до полного устранения неровности поверхности. Качество рихтовки проверяют личным напильником, слегка зачищая место рихтовки. Если остаются углубления, рихтовку повторяют.
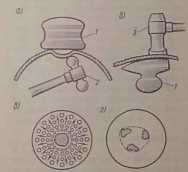
Рис. 1.2.3 Выколотка и рихтовка вмятин
Сильно растянутые участки, например на крыльях автомобилей. восстановить правкой, как правило, не удается. В этом случае часть растянутого металла вырезают, а кромки выравнивают и сваривают.
Перекосы и прогибы выправляют при помощи специальных приспособлений и струбцин с механическим или гидравлическим приводом.
Небольшие вмятины, дефекты рихтовки, сварочные швы и другие неровности выравнивают заполнителями — термопластическими массами ИФН-12, ТПФ-37. эпоксидными клеевыми составами и мягкими припоями.
Постановка дополнительной детали применяется в том случае, если поврежденный участок детали (панели) нельзя восстановить сваркой и правкой. Поврежденную часть удаляют ножовкой, ножницами или другим инструментом. Новую часть изготавливают по шаблону и ставят ее на место удаленной, закрепляя заклепками, сваркой, болтами или клеем.
Для кузовов легковых автомобилей наиболее частой неисправностью является коррозионное разрушение. Долговечность деталей кузовов обусловлена двумя взаимосвязанными факторами: наработкой (пробегом) и календарным сроком службы (рис. 1.2.4). По долговечности детали кузова можно разделить на две группы: первая (/) передние и задние крылья, нижние части арок (брызговиков, задних колес, крайние части щита передка; вторая (2) — передние и задние панели, детали пола багажника и салона. Различие в ресурсах указанных групп составляет около 3 лет и 50 тыс. км пробега.
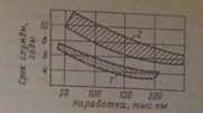
Рис. 1.2.4 Периоды разрушения кузова автомобилей ВАЗ
Разрушение деталей первой группы ухудшает внешний вид кузова, не вызывая изменения его прочностных характеристик. К моменту коррозионных разрушений деталей второй группы снижается жесткость и накапливаются усталостные разрушения в наиболее нагруженных деталях кузовов, к числу которых, например, относятся стойки боковин кузова, лонжероны.
Практика показывает, что любую деталь первой группы менять полностью (в сборе) нецелесообразно, так как места сварки к моменту разрушения деталей второй группы будут также разрушены. Коррозионное разрушение деталей первой группы, как правило, носит местный характер — повреждены небольшие зоны. Их ремонт возможен и целесообразен термопластическими массами, эпоксидными составами, мягкими припоями.
Для восстановления больших зон разрушения в настоящее время широкое распространение получает так называемый панельный метод ремонта. Поврежденный коррозией, а иногда и при аварии участок кузова удаляют, а на его место устанавливают аналогичную ремонтную деталь (панель), поставляемую в запасные части или оказавшуюся целой при аварии другого автомобиля.
Ресурс деталей первой группы, восстанавливаемых указанными способами, продлевается до ресурса второй, и при этом становится экономически оправданным обновление всех деталей кузова.
Восстановление кузовов, поврежденных при аварии, состоит в вытяжке правке и ремонте деформированных участков с заключительным контролем правильности геометрических параметров кузова в целом и его подрамника. Для этих целей существует стенд модели Р620, на раму которого крепят автомобиль и специальными приспособлениями для ручной и гидравлической правки выполняют работы по вытяжке и правке кузова.
Приемы ремонта металлических кузовов грузовых автомобилей аналогичны приемам ремонта кабин и оперения. Толщина металла кузова значительно больше толщины металла оперения, поэтому облегчаются сварочные работы, но затрудняется правка.
Сварочные работы обычно выполняют электродуговой сваркой, а правку ведут с предварительным подогревом места правки до 600-650С.
Ремонт кузовов неразрывно связан с окрасочными работами. Грунтовку к эмали в условиях ЛТП наносят краскораспылителями. Наибольшее распространение получило пневматическое распыление под давлением воздуха 0.3—0.7 МПа. Этот традиционный способ не требует специального оборудования, но обладает существенными недостатками. Для качественного распыления краска должна быть малой вязкости, что достигается добавлением значительного объема растворителя. При высыхании краски растворитель улетучивается, образуя между частицами пигмента поры, что снижает декоративные и особенно, защитные свойства покрытия.
Более прогрессивным способом окраски является нанесение эмалей с низким содержанием растворителя, но нагретых до 50—70 °С. При этом давление воздуха можно снизить до 0,15 МПа, на 25% уменьшается расход краски, можно наносить более толстые слои покрытий без потеков покрытия обладают высоким блеском и большей плотностью, так как содержание в них растворителя минимально.
Похожие работы
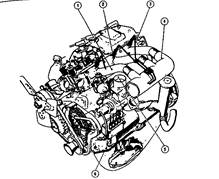
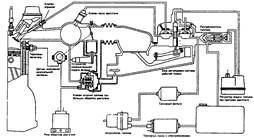
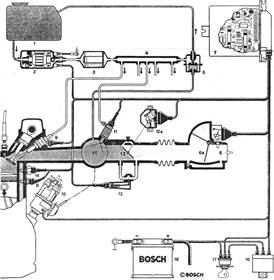
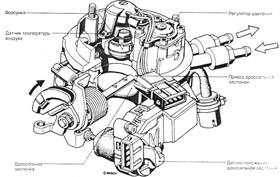

... присадками к топливу, промывка без демонтажа форсунок с помощью специальной установки и промывка на ультразвуковом стенде с демонтажом форсунок. 2. Исследование работы и процесса технической эксплуатации форсунок бензиновых двигателей 2.1 Конструкция электромагнитных форсунок Рассмотрим устройство и принцип действия форсунок на примере форсунки фирмы Бош, а также неисправности которые ...
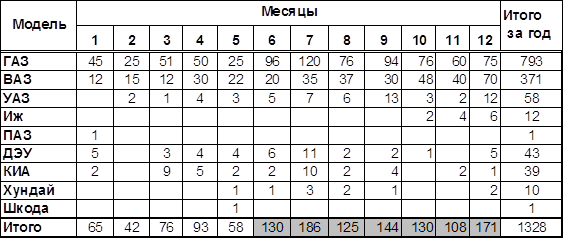


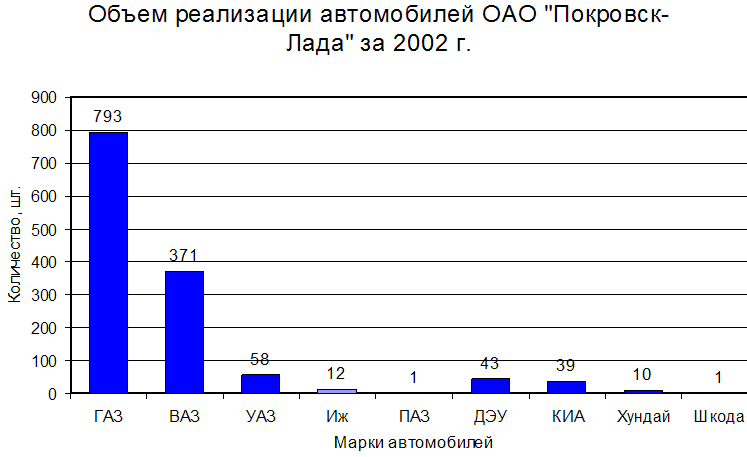
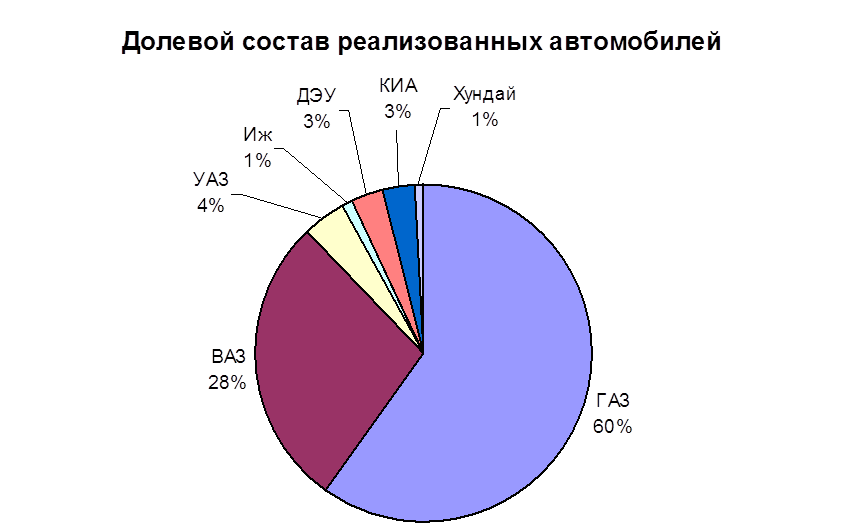
... . Дается реклама в газетах, на радио, по телевидению в виде бегущей строки и рекламного ролика. Так же выставляются рекламные щиты. 2.8. Оценка конкурентоспособности автомобилей, реализуемых ОАО «Покровск-Лада» Конкурентоспособность – важнейшая особенность товаров-конкурентов, базирующаяся на определенных принципах: комплексность, относительность, социальная адресность [9]. Комплексность ...
... итоговых корректировок Итоговая величина стоимости, полученная в результате применения всей совокупности ценовых мультипликаторов, должна быть откорректирована в соответствии с конкретными условиями оценки бизнеса. Наиболее типичными являются следующие поправки. Портфельная скидка представляется при наличии не привлекательного для покупателя характера диверсификации активов. Аналитик при ...



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
0 комментариев