Навигация
Зварювання непрямим імпульсним нагріванням
58479
знаков
0
таблиц
9
изображений
3.4 Зварювання непрямим імпульсним нагріванням
Здійснюється V - подібним інструментом, через який в момент з'єднання матеріалів пропускають електричний струм. V-подібний інструмент зроблений так, щоб тепло, яке виділяється при пропусканні струму, було зосереджене в нижній частині інструмента. Зварювання здійснюється при одночасній подачі імпульсу заданої тривалості і тиску на інструмент.
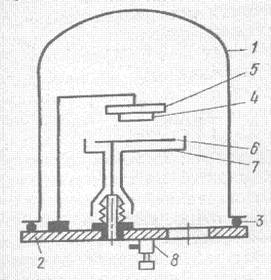
Тривалість імпульсу визначає час процесу зварювання, а величина напруги, яка подається, відповідає температурі нагріву в зоні зварювання. Тиск зварювального інструмента залежить від пластичності зварювальних матеріалів і діаметра дроту. Процес зварювання непрямим нагрівом базується на одночасній дії в зоні зварювання температури і тиску, але відрізняється від термокомпресії значно меншою тривалістю за рахунок концентрації тепла на кінчику інструмента, що забезпечує ефективніше нагрівання місця зварювання. Схема зварювання непрямим нагрівом зображена на рис 3.2. При непрямому імпульсному нагріванні, в залежності від зварювальних матеріалів, тривалість імпульсу становить 0.2-0.7 секунди при подачі на зварювальний інструмент напруги в межах 105-120 В і при зусиллі (6-15) кН [3].

Рис 3.2 Зварювання імпульсним методом за допомогою V - подібного конусного інструменту [3]
Зараз застосовують напівавтоматичні та автоматичні лінії чи установки для зварювання непрямим імпульсним нагріванням [3].
3.5 Ультразвукове мікрозварювання (УМ)
Це технологічна операція з’єднання металів у твердій фазі методом збудження в з’єднуваних деталях поздовжніх пружних коливань [2] ультразвукової частоти 20-60 Гц [3] при одночасному створенні тиску. З'єднувальні поверхні піддаються впливу змінних зсувних сил, в результаті чого проходить зрізання мікронерівностей і руйнування поверхневих плівок. Зона з'єднання при цьому нагрівається до температури, яка становить (30-50)% [3] від температури плавлення з'єднувальних матеріалів, що сприяє виникненню безпосереднього металічного зв’язку і міцного з'єднання без структурних змін матеріалу.
При ультразвуковому зварюванні не потрібно додатково очищати з'єднувальні поверхні і є можливість зварювати найрізноманітніші матеріали. На практиці дуже часто застосовують ультразвукове зварювання разом з термокомпресією чи з непрямим імпульсним нагріванням. Цією операцією з’єднують алюмінієві виводи з алюмінієвою плівкою, нанесеною на скло, силіцій або оксид силіцію (![]() ), а також золоті й алюмінієві виводи із золотими плівками, нанесеними на ситал з підшаром ніхрому [2]. Треба відзначити, що ультразвукове зварювання відрізняється досить малою тривалістю 0.05-1.5 секунд при зусиллі притиску деталей, рівному 0,5-15 кН [3]. УМ може виконуватися з підігрівом або без нього.
), а також золоті й алюмінієві виводи із золотими плівками, нанесеними на ситал з підшаром ніхрому [2]. Треба відзначити, що ультразвукове зварювання відрізняється досить малою тривалістю 0.05-1.5 секунд при зусиллі притиску деталей, рівному 0,5-15 кН [3]. УМ може виконуватися з підігрівом або без нього.
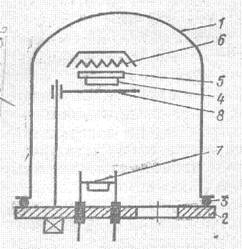
На рис 3.3 показаний пристрій для приєднання золотого дроту до алюмінієвої контактної площинки ультразвуковим методом.
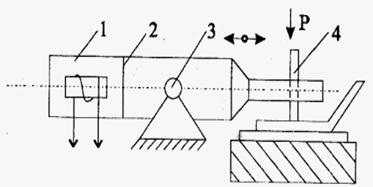
Рис 3.3 Ультразвукове зварювання [3]:
1 – перетворювач;
2 – хвилевод-концентратор;
3 – акустична розв’язка;
4 – інструмент для зварювання.
3.6 Зварювання здвоєним електродом
Проводиться при поданні на зварювальний інструмент імпульсу електричного струму великої густини з одночасним механічним притиском деталей, що зварюються. При пропусканні струму через зварювальний інструмент більша частина тепла буде виділятися при малому опорі, тобто в зоні зварювання. Під дією тепла і притиску деталей, що зварюються, зона контактування розпливається, що приводить до подальшого зменшення опору контакту і збільшення струму. У зоні зварювання з'єднувальні матеріали формуються і розплавляються. З припиненням подачі струму зона зварювання кристалізується, утворюючи шов. Тривалість імпульсу струму розрахована на час розплаву з'єднувальних матеріалів лише в зоні зварювання і становить від 0.02 до 1 с [3].
З'єднувальні деталі перед зварюванням повинні бути старанно очищені від забруднень і поверхневих плівок. Тиск, який створюється в місці контакту, становить 0.5-20 Н, що є менше, ніж для вище описаних методів [3]. Вибір з'єднувальних матеріалів проводиться, виходячи з вимог до їх високої електро- і теплопровідності та механічної міцності.
Перевагою методу зварювання здвоєним електродом є мала зона контакту і короткочасність процесу, а недоліком - великі втрати струму і можливість теплового удару, що зменшує надійність ІМС [3].
Процес зварювання здвоєним електродом ілюструє рис 3.4.
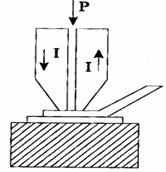
Рис 3.4 Зварювання здвоєним електродом [3]
3.7 Лазерне зварювання
Лазерне зварювання базується на розплавленні з'єднувальних матеріалів лазерним променем та наступною їх кристалізацією. Лазерне зварювання буває точкове і шовне. Точкове зварювання застосовується для з'єднання відводів з плівковими контактними площадками, а шовне - при герметизації корпусів ІМС.
Площа робочої зони при точковому зварюванні визначається діаметром лазерного променя, потужність якого залежить від температури плавлення з'єднувальних матеріалів. Питома потужність лазерних установок, які забезпечують роботу в імпульсному режимі, становить 105 -106 Вт/см2 [3]. Для отриманим якісного контакту треба, щоб тривалість лазерного випромінювання не перевищувала часу початку плавлення матеріалу плівкового контакту та була більшою за час, необхідний для плавлення приєднувального провідника. Друга важлива умова якості пов'язана з вибором потужності лазерного променя, мінімальне значення якої визначається з необхідності забезпечення процесу зварювання, а максимальне - з умови недопустимості термічного вибуху, який приводить до вихлюпування металу з зони зварювання і забруднення поверхні мікросхеми.
Максимальна енергія лазерного випромінювання при точковому зварюванні становить від 8 до 30 Дж, тривалість імпульсів до 7 мілісекунд при частоті їх повторювання (0.1-1) Гц [3]. Зварювання може проводитися дистанційно у вакуумі, в камерах високого тиску та в інших середовищах. Для точкового зварювання застосовують рубінові лазери, а для шовного - потужні лазери на алюмо-натрієвому гранаті з високою частотою повторення імпульсів. Довгий шов формується шляхом накладання зварювальних точок одна на одну з деяким перекриттям.
Лазерне зварювання забезпечує високу якість зварювального з’єднання (мінімальний перехідний опір контакту), короткочасність процесу та простоту управління переміщенням лазерного променя, що дозволяє автоматизувати цей процес [3]. Недоліком є висока вартість лазерних установок.
Похожие работы


... ія повинна мати високу надійність, мати корозійну і радіаційну стійкість, а також бути простою та економічною у виготовлені. Висновки В курсовому проекті виконано розробку конструкторської документації гібридної інтегральної мікросхеми. При цьому розраховано геометричні розміри елементів, площу плати і вибраний її типорозмір. Для даного варіанту площа становить 51,381 мм2. отже розмір плати ...
... 4. Як графічно позначаються польові транзистори? Інструкційна картка №9 для самостійного опрацювання навчального матеріалу з дисципліни «Основи електроніки та мікропроцесорної техніки» І. Тема: 2 Електронні прилади 2.4 Електровакуумні та іонні прилади Мета: Формування потреби безперервного, самостійного поповнення знань; розвиток творчих здібностей та активізації розумово ...
... що входять до складу припою, флюсів та миючих середовищ, до приміщень та робочих дільниць, де виконується паяння, ставляться особливі вимоги. 2.2. Вимоги до виробничих приміщень, технологічних процесів і обладнання Дільниці, на яких зосереджені операції паяння, виділяють н окреме приміщення. Опорядження приміщень, повітропроводів, комунікацій, опалювальних приладів має допускати їх очищення ...
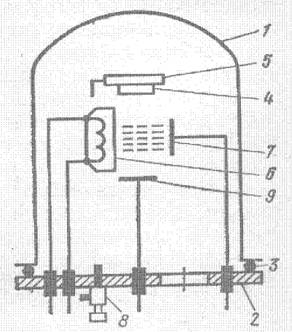
... напилення резистивної плівки, а також контактних майданчиків і провідників через маску; фотолітографія резистивного шару; нанесення захисного шару. [1] РОЗДІЛ 3. МЕТОДИ МЕТАЛІЗАЦІЇ ІНТЕГРАЛЬНИХ СХЕМ 3.1 Термічне (вакуумне) напилення Схема цього методу показана на рис 3.1. Металевий або скляний ковпак 1 розташований на опорній плиті 2. Між ними знаходиться прокладка 3, що забезпечує пі ...
0 комментариев