Навигация
3.2 Мікроконтактування
Це процес створення нерознімних електричних з’єднань контактних площинок кристала ІМС і компонентів з провідниками; з’єднання провідників з виводами корпусу, внутрішніми та зовнішніми контактними площинками на платі ГІС і МЗб.
Виконання з’єднань має деякі специфічні особливості: велику різницю в товщині з’єднуваних площинок (металеві провідники діаметром 200 мкм потрібно приєднувати до плівок завтовшки 0,5-20 мкм), малі розміри контактних площинок (1-10 мкм), обмежені механічні та термічні впливи, металургійну сумісність з’єднуваних матеріалів [2].
Для виконання з’єднань застосовують різні методи мікроконтактування: паяння, термокомпресійне або ультразвукове мікрозварювання, лазерним променем, зварювання непрямим імпульсним нагріванням та ін [2, 3]. Для виводів використовують мікродріт, виготовлений з алюмінію, золота, срібла, міді. Такі виводи пластичні, добре проводять тепло та електричний струм, мають низький опір у контакті з плівками Au, Al, Ni [2].
Дротяний відвід до контактної площинки під'єднується відомими методами термокомпресії, зварюванням, чи мікроприпаюванням.
Для герметизації корпусів застосовують також різні способи зварювання: роликове, конденсаторне, електронно-променеве, лазерне, ультразвуком, здвоєним електродом, непрямим імпульсним нагріванням, холодне, електроконтактне, аргонно-дугове [2, 3].
Герметизацію інтегральних мікросхем у корпусах (з’єднання кришки і корпусу) залежно від конструкції та матеріалів виконують: для металоскляних корпусів – зварюванням; для металополімерних – заливанням епоксидними компаундами; для металокерамічних – паянням; для пластмасових – ливарним пресуванням [2].
Зварюванням називають технологічний процес утворення нерознімного з’єднання двох матеріалів під дією тепла чи тиску або при їх спільному впливові, з використанням присадних компонентів або без них.
У процесі зварювання елементарні частинки матеріалів зближуються на віддаль, коли між ними починають діяти міжатомні зв’язки, які забезпечують міцність з’єднання. Для отримання надійних з’єднань дротиків, павучкових та балочних відводів з контактними площадками використовуються такі способи зварювання: термокомпресійне, непряме імпульсне нагрівання, ультразвукове, з використанням подвійного електроду, точкове, лазерне, електронно-променеве[3].
3.3 Термокомпресійне мікрозварювання (ТМ)
Це технологічна операція з’єднання у твердій фазі металів або металу і напівпровідника під дією тиску та температури [2]. З’єднування виконується під дією пластичної деформації одного або обох матеріалів і температури, які створюють умови для взаємної дифузії між з’єднуваними елементами та створення міцного зєднання. У результаті з'єднання утворюється евтектичний сплав [3]. З допомогою термокомпресії можна з'єднувати матеріали, які утворюють евтектичні сплави і піддаються пластичній деформації.
Для отримання якісного з'єднання треба вибрати оптимальні режими зварювання. Якість забезпечується і основними технологічними параметрами, які контролюються: температура, тиск та час зварювання.
Температура зварювання повинна бути нижча за температуру утворення евтектичного сплаву і близькою до температури відпалу пластичнішого металу.
Величина тиску повинна забезпечувати пластичну деформацію матеріалу, який приєднується, на 30-60% [3]. Тиск у місці з'єднання матеріалів здійснюється за допомогою зварювального інструмента, який буває трьох типів: у формі клину, капіляра або "пташиного дзьобу".
Температура і тиск - це взаємозв'язані технологічні параметри. Одночасне застосування температури і тиску, забезпечує отримання з'єднання при нижчих температурах, ніж без застосування тиску. Підігрів зварювального інструмента активізує поверхневі атоми з'єднувальних матеріалів до утворення хімічних зв'язків.
Тривалість процесу термокомпресії залежить від природи з'єднувальних матеріалів та якості їх підготовки до з'єднання. Час повинен бути оптимальним, бо коли він надто великий, то відбувається розрив вже утворених хімічних зв'язків.
ТМ має багато різновидів, які класифікують за способами нагрівання та з’єднання і за типом створеного з’єднання.
При дротяному монтажі мікросхем застосовують два методи термокомпресії: встик і навипуск. В залежності від форми зварювального інструмента використовують той чи інший метод. Якщо інструмент виконаний у формі капіляра, то зварювання проводиться встик, де попередньо на кінці дротини формують кульку. Це можна зробити лише при використанні дротини із золота, оскільки утворення кульки з алюмінію та інших матеріалів ускладнене через їх окислення. При тиску і нагріві кулька розплющується до розмірів, які у 2-3 рази більші за діаметр дроту. При використанні інструмента у вигляді клина (голки) чи "пташиного дзьобу" зварювання - термокомпресію проводять навипуск. При термокомпресії клином дріт подається з допомогою додаткового капіляра. При термокомпресії робоча температура становить 320-450°С, а тиск - в межах (6-19)·107 Н/м2, тривалість - від 0.5 до 10 секунд [3]. Цю операцію найчастіше застосовують для створення з’єднань золотим дротом між алюмінієвими контактними площинками кристала і виводами корпусу [2].
На рис. 3.1 показана схема процесу зварювання з використанням інструменту у формі капіляра. При відповідному тиску витісняються з контактної зони адсорбовані гази і забруднення, руйнуються поверхневі плівки, які утворилися на поверхні з'єднувальних матеріалів при їх зберіганні. Поверхневі плівки можуть бути різної природи - це тонкий шар води, наприклад, на поверхні золота, чи тонкий шар оксиду на поверхні кремнію чи алюмінію. Хімічний склад поверхневої плівки визначається хімічною активністю щодо газів оточуючого середовища. При руйнуванні плівок і усуненні забруднень оголюються ділянки чистої поверхні, на місці яких виникають найміцніші хімічні зв'язки.
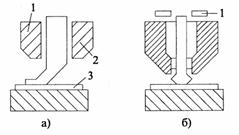
Рис 3.1 Зварювання термокомпресією інструментом у формі капіляра [3]:
а – зварювання зшиванням:
1 – дротик;
2 – капіляр;
3 – кристал;
б – зварювання кулькою:
1 – затискуючий пристрій.
Метод термокомпресійного зварювання відрізняється простотою, легкістю управління технологічними режимами, великим строком служби зварювального інструмента, стабільністю процесу і малою чутливістю до відхилень від оптимальних режимів зварювання [3].
Похожие работы


... ія повинна мати високу надійність, мати корозійну і радіаційну стійкість, а також бути простою та економічною у виготовлені. Висновки В курсовому проекті виконано розробку конструкторської документації гібридної інтегральної мікросхеми. При цьому розраховано геометричні розміри елементів, площу плати і вибраний її типорозмір. Для даного варіанту площа становить 51,381 мм2. отже розмір плати ...
... 4. Як графічно позначаються польові транзистори? Інструкційна картка №9 для самостійного опрацювання навчального матеріалу з дисципліни «Основи електроніки та мікропроцесорної техніки» І. Тема: 2 Електронні прилади 2.4 Електровакуумні та іонні прилади Мета: Формування потреби безперервного, самостійного поповнення знань; розвиток творчих здібностей та активізації розумово ...
... що входять до складу припою, флюсів та миючих середовищ, до приміщень та робочих дільниць, де виконується паяння, ставляться особливі вимоги. 2.2. Вимоги до виробничих приміщень, технологічних процесів і обладнання Дільниці, на яких зосереджені операції паяння, виділяють н окреме приміщення. Опорядження приміщень, повітропроводів, комунікацій, опалювальних приладів має допускати їх очищення ...
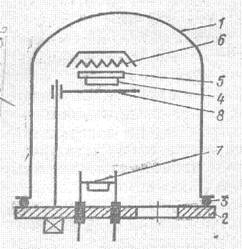
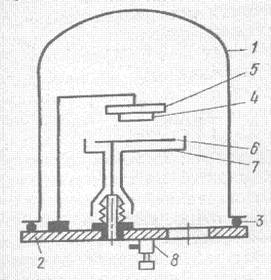
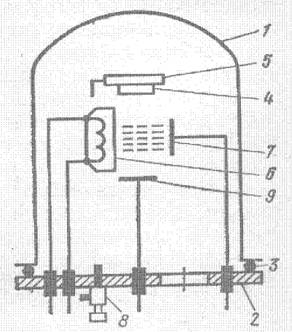
... напилення резистивної плівки, а також контактних майданчиків і провідників через маску; фотолітографія резистивного шару; нанесення захисного шару. [1] РОЗДІЛ 3. МЕТОДИ МЕТАЛІЗАЦІЇ ІНТЕГРАЛЬНИХ СХЕМ 3.1 Термічне (вакуумне) напилення Схема цього методу показана на рис 3.1. Металевий або скляний ковпак 1 розташований на опорній плиті 2. Між ними знаходиться прокладка 3, що забезпечує пі ...
0 комментариев