ЗАГАЛЬНА ЧАСТИНА
Розрахунок хімічного складу кераміки
ТЕХНОЛОГІЧНА ЧАСТИНА
Попередня підготовка матеріалів
Матеріальний баланс виробництва
Мостові грейферні крани
Пропелерні мішалки
Розрахунок складу готової продукції
СПЕЦІАЛЬНА ЧАСТИНА
Опис конструкції і принципу роботи конвеєрної печі
М довжини (1000 мм) : шаг плитки
Розрахунок втрат теплоти крізь огородження
Тепловий баланс зони підігріву та випалу
Витрати теплоти
Аеродинамічний розрахунок
Аналіз технологічних величин
Розробка систем керування технологічним процесом
Вибір виконуючих пристроїв
Характеристика негативних факторів проектованого об'єкта
Заходи зі створення безпечних та здорових умов праці, передбачених проектом
Вентиляція
Протипожежні заходи
Розрахунок показників по праці і заробітній платні
Розрахунок собівартості продукції
Навигация
Розрахунок складу готової продукції
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
133393
знака
30
таблиц
25
изображений
2.5.11 Розрахунок складу готової продукції
При розрахунку складу готової продукції необхідно знати запас виробів, вид упаковки, площу, що займає одна упаковка, вагу упаковки, висоту штабеля. Для зручності обслуговування необхідно залишити площу на проходи і проїзди.
Плитки розміром 400×400×10 мм, що виходять з печі будуть упаковуватися в картонні коробки по 10 штук і укладатися на піддони.
Розраховуємо кількість плиток на складі за формулою:
![]() м² (2.6)
м² (2.6)
де ![]() річна продуктивність складу, м²;
річна продуктивність складу, м²;
![]() норма запасу готових виробів, діб (
норма запасу готових виробів, діб (![]() діб);
діб);
![]() час роботи підприємства в рік, діб.
час роботи підприємства в рік, діб.
![]() м²
м²
![]() м²
м²
![]()
![]()
![]()
![]() 0,16 · 10 = 1,6м²
0,16 · 10 = 1,6м²
![]()
![]()
![]() см
см![]() см
см
На піддон розміром 0,9×0,9×0,2 встановлюємо по 5 слоїв коробок. В кожному слою по 4 коробки. Коробки з упакованими плитками заклеплюємо плівкою.
![]()
![]() м²
м²
![]()
![]() м²
м²
![]()
![]()
![]()
![]() м²
м²![]()
![]() м²
м²
![]() м²
м²
![]() м Приймаємо
м Приймаємо ![]() м
м
![]() м²
м²
2.6 Контроль виробництва та якості готової продукції
Сировина, що надходить на завод за своїм складом і якісними показниками повинна відповідати діючим ДСТУ. Для того, щоб про контро-лювати дотримання цих вимог, до кожного вагону з сировиною повинний бути прикладений паспорт з переліком відповідних показників. Завод - споживач повинен перевіряти відповідні якості сировини, що надходять з цим паспор-том.
Для організованого контролю технологічного процесу виробництва на підприємстві створений відділ технічного контролю (ВТК), що є самостійним структурним підрозділом підприємства. Головним обов'язком ВТК є контроль якості готової продукції, точної відповідності її стандартів технічним вимогам. Головною задачею працівників відділу технічного контролю є попередження, а також фіксація появи неякісної продукції. У відповідності з цим ВТК повинний періодично перевіряти дотримання встановленої технології на усіх стадіях виробництва, а також якість сировини і матеріалів, що потрапляють на підприємство.
На підставі результатів прийому і лабораторних випробувань ВТК видає заключення про придатність продукції і напівфабрикатів для подальшої переробки, а також про відповідність готової продукції стандартам і затвердженим технічним вимогам.
Крім цього, ВТК постійно приймає участь у роботі відділів, цехів і лабораторій підприємства по вивченню причин, що викликають брак і знижують якість продукції. При безпосередній участі співробітників ВТК на підприємстві розробляються заходи щодо покращення якості продукції, складаються проекти стандартів і технічних умов на сировину, напівфабрикати і готову продукцію [12].
Таблиця 2.5 - Технологічний контроль
| Ділянка | Контролюємий | Одиниці вимірювання | Граничні значення параметру | Періодичність контролю | Методика | Виконавець | ||||
| матеріал | параметр | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |||
| 1Вхідний контроль | Глина положська | Вологість | % | Не більше 24% | Кожна партія | ДСТУ 3594. 11-93 | ЦЗЛ | |||
| Визначення залишка на ситі № 009 | % | Не більше 9% | Кожна партія | ДСТУ 21216. 12-93 | ЦЗЛ | |||||
| Хімічний склад | % | Масові %: SiO2 – не більше 62% | Кожна партія | ДСТУ 2642. 3-97 | ЦЗЛ | |||||
| Al2O3- не менше 27% | Кожна партія | ДСТУ 2642. 4-97 | ЦЗЛ | |||||||
| TiO2+Fe2O3 - не більше b1,0% | Кожна партія | ДСТУ 2642. 5-97 | ЦЗЛ | |||||||
| Маріуполіт | Вологість | % | Не більше 6% | Кожна партія | ДСТУ 3594. 11-93 | ЦЗЛ | ||||
| Хімічний склад | % | Масові %: SiO2 – не більше 60% | Кожна партія | ДСТУ 2642. 3-97 | ЦЗЛ | |||||
| Al2O3- не більше 19% | Кожна партія | ДСТУ 2642. 4-97 | ЦЗЛ | |||||||
| ∑R2O – не менше 14% | Кожна партія | ДСТУ 2642. 11-97 | ЦЗЛ | |||||||
| Червоний шлам | Вологість | % | Не більше 2% | Кожна партія | ДСТУ 3594. 11-93 | ЦЗЛ | ||||
| Хімічний склад | % | Масові %: SiO2 – не більше 9% | Кожна партія | ДСТУ 2642. 3-97 | ЦЗЛ | |||||
| Fe2O3 – не менше 55% | Кожна партія | ДСТУ 2642. 5-97 | ЦЗЛ | |||||||
| Сода кальцинована | Хімічний склад | % | Масові %: Na2O – не менше 59% | Кожна партія | ДСТУ 2642. 11-97 | ЦЗЛ | ||||
| Рідке скло | Хімічний склад | % | Масові %: SiO2 – не менше 31% | Кожна партія | ДСТУ 2642. 3-97 | ЦЗЛ | ||||
| Na2O – не більше 50% | Кожна партія | ДСТУ 2642. 11-97 | ЦЗЛ | |||||||
| 2 Приготування шлікера 2.1 Помел компонентів у Кульових млинах | Керамічний шлікер | Визначення Залишка на ситі № 0063 | % | Не більше 5% | Через кожну годину | Заводська методика | Лаборант | |||
| Вологість | % | 43% | Через кожну годину | Заводська методика | Лаборант | |||||
| 2.2 Перекачування і збагачення шлікера | Керамічний шлікер | Чистота і справність сит, цілісність сіток | Постійно | Візуально | Слівщик шлікера | |||||
| 2.3 Витратний басейн | Керамічний шлікер | Вологість | % | Не більше 43% | На початку і в кінці зміни | Заводська методика | Лаборант | |||
| Текучість | с | 8 - 10с піс-ля 30с вис-тоювання | 1 раз на добу | Заводська методика | Технолог ділянки | |||||
| 3 Виготовлення преспорошку у БРС | Преспорошок | Діаметр фільєра форсунки | мм | 5,5 - 6,0 мм | При надходженні на ділянку | Заводська методика | Мастер механічного цеху | |||
| Тиск шлікера | МПа (кгс/ см²) | 1,7 - 2,2 МПа (17 - 22 кгс/см²) | Кожні 2 години | Показання приборів | Оператор БРС | |||||
| Вологість преспорошку | % | 7 - 8% | Протягом Усієї зміни через 1 годину 1 раз у зміну | Заводська методика | Оператор БРС Лабо-рант | |||||
| Грансклад порошку | % | Залишок на ситі №1 до - 1%, прохід через сито № 02 - 17-22 % | 2 рази на зміну | Заводська методика | Оператор БРС | |||||
| 4 Пресування плиток | - | Тиск пресування: плитка розміром 400×400мм | МПа | По манометру: 5МПа первинний; 14МПа -вторичний | Протягом Зміни 1 раз у зміну | Показання приборів | Пресувальщик Контролер ВТК | |||
| Товщина плиток 400×400мм | мм | 10,0±1,0мм | Постійно 2 рази на добу | Вимір | Наладчик Контролер ВТК | |||||
| Висота рифлень Монтажної поверхні | мм | 1,9мм | Постійно 2 рази на добу | Вимір | Наладчик Контролер ВТК | |||||
| Підігрів штампів | ºC | 50 - 60 ºC | При необхідності | Вимір | Мастер КіПіЛ | |||||
| 5 Сушіння плиток | - | Температурний режим | - | Згідно карти техпро- цесу | Через кожні 2 години | Показання приборів | Випальник | |||
| Тиск газу | МПа (кгс/см²) | 0,02 - 0,04 МПа (0,2 - 0,4 кгс/см²) | Через кожні 2 години | Показання приборів | Випальник | |||||
| Сирець Після сушіння | Залишкова волога | % | Не більше 0,5% | 1 раз у зміну | Заводська методика | Випальник | ||||
| 6 Випал плиток | - | Темпера- турний режим | - | Згідно карти техпроцесу | Через кожні 2 години | Показання приборів | Випальник | |||
| Тиск газу | МПа (кгс/ см²) | 0,02 - 0,04 МПа (0,2 - 0,4 кгс/см²) | Через кожні 2 години | Показання приборів | Випальник | |||||
| Робота вентиляторів | Постійно | Візуально | Випальник | |||||||
| 7 Сортировка плиток | - | Розміри і правільність форми - ширина - товщина | мм | ± 3мм ± 1мм | Кожна партія | Вимір | Контрольний, контролер ВТК | |||
| Висота рифлень Монтажної поверхні | мм | 1,9мм | Кожна партія | Вимір | Контрольний, Контролер ВТК | |||||
| 8 Випробування плиток | - | Водопоглинання | % | Не більше 3,5% | Кожна партія | ДСТУ 27180- 86 | Лаборант | |||
| Ізносостійкість | г/см³ | Не більше 0,18 г/см³ | 1 раз у зміну | ДСТУ 27180- 86 | Інженер техно- лог | |||||
| Морозо- стійкість, число циклів | Не менше 25 | 1 раз у квартал | ДСТУ 27180- 86 | Випробуваль- Ний підрозділ | ||||||
| Межа міцності при вигині | МПа | Не менше 25 | 1 раз у місяць | ДСТУ 27180- 86 | Лаборант | |||||
| Розмір плиток | мм | 400×400×10 | 1 раз у місяць | ДСТУ 27180- 86 | Лаборант | |||||
| Опір удару при товщи- ні плитки 10 мм | 5 ударів | 1 раз у місяць | ДСТУ 27180- 86 | Лаборант | ||||||
Похожие работы
... ібно правильно підготувати і обробити керамічну плитку. Зверніть увагу на екран. (слайди №10 - 11) Отже – етапі підготовки і обробки керамічної плитки. Перш за все, ми повинні розрахувати кількість плитки. Потім правильно підібрати – залежно від місця облицювання, технічних характеристик, ґатунку, кольору, узору. Наступний етап – сортування плитки. І, урешті, різання неповномірних плиток. ...
... Философия культуры. – М.: NOTA BENE, 2001. – 349 с. 5. Додельцев Р.Ф. Концепция культуры З. Фрейда. – М.: Знание, 1989. – 60 с. 6. Киссель М.А. Джамбаттиста Вико. – М.: Мысль, 1980. – 197 с. 7. Культурологія. Українська та зарубіжна культура: Навч. посібник (М.М.Закович, І.А.Зязюн, О.М.Семашко та ін.). – з вид. – К.: Знання, 2007. – 567 с. 8. Фрейд Зігмунд. Вступ до психоаналізу: Лекції ...
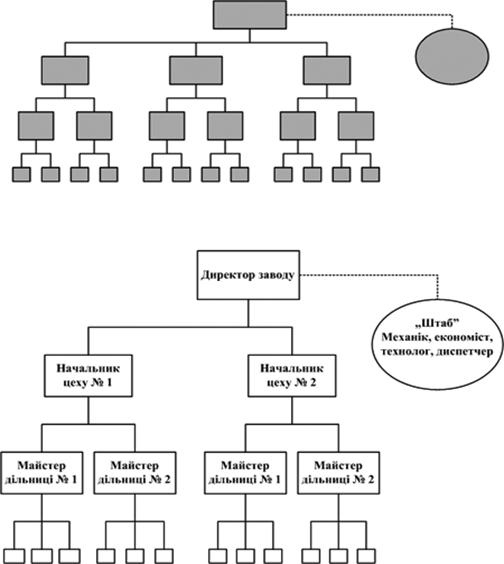
... є трудовий колектив за соціальними показниками (стать, вік, професія й кваліфікація, національність, утворення й ін.). Ланка керування - самостійна частина організаційної структури на певному рівні, що складається з апарата керування й виробничих підрозділів. Структурний підрозділ - самостійна частина ланки керування (відділ, служба, ділянка), що виконує певні завдання керування на основі ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев