ЗАГАЛЬНА ЧАСТИНА
Розрахунок хімічного складу кераміки
ТЕХНОЛОГІЧНА ЧАСТИНА
Попередня підготовка матеріалів
Матеріальний баланс виробництва
Мостові грейферні крани
Пропелерні мішалки
Розрахунок складу готової продукції
СПЕЦІАЛЬНА ЧАСТИНА
Опис конструкції і принципу роботи конвеєрної печі
М довжини (1000 мм) : шаг плитки
Розрахунок втрат теплоти крізь огородження
Тепловий баланс зони підігріву та випалу
Витрати теплоти
Аеродинамічний розрахунок
Аналіз технологічних величин
Розробка систем керування технологічним процесом
Вибір виконуючих пристроїв
Характеристика негативних факторів проектованого об'єкта
Заходи зі створення безпечних та здорових умов праці, передбачених проектом
Вентиляція
Протипожежні заходи
Розрахунок показників по праці і заробітній платні
Розрахунок собівартості продукції
Навигация
Попередня підготовка матеріалів
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
133393
знака
30
таблиц
25
изображений
2.3.2 Попередня підготовка матеріалів
Вибірка глини зі складу і подача її у стругач для подрібнення виробляється рівномірно по всій поверхні збереженого запасу. Величина кусків глини, що подаються в стругач до 300 мм. Величина кусків після подрібнення не повинна перевищувати 150 мм. Після подрібнення глина за допомогою вагового дозатора направляється до кульового млину.
Маріуполіт і червоний шлам з прийомних бункерів подаються у кюбеля де дозуються, а потім подаються до кульового млину.
2.3.3 Приготування розчину електролітів і рідкого скла
Розчин рідкого скла виготовляється у кульовому млині шляхом помелу натрієвої скло глиби з водою при щільності 1,40 г/см² по пікнометру і зливаєть-ся у басейн, що устатковано пропелерною мішалкою. Рідке скло змалюється до повного походження через контрольне сито №0063.
Приготування розчину електролітів здійснюють в напільних басейнах. Спочатку в басейн заливається вода, а потім при працюючих мішалках через мірну ємність вводиться рідке скло і додається сода кальцинована. Розчин перемішується протягом 15 хвилин.
2.3.4 Приготування шлікера
Приготування шлікера буде здійснюватися методом сувмісного помелу опіснюючих матеріалів і глинистих у кульових млинах мокрого помелу періодичної дії.
Помел матеріалів у кульовому млині здійснюється у дві стадії: на першій стадії здійснюється помел маріуполіту і червоного шламу, частково глини у кількості 5-7%, а також в кульовий млин заливається розчин електролітів; на другої стадії помелу додається залишена глина.
У результаті помелу отримується рідка керамічна маса - шлікер з вологістю 43%.
Готовий шлікер зливають у зливний басейн при безупинній роботі пропелерних мішалок. Після цього шлікер крізь вібросито подається у видатковий басейн де відстоюється протягом 24 годин "старіння". При вистоюванні від-бувається поступове розрідження шлікера, зниження його загусання і руйнування структури, що супроводжується звільненням частини механічно захопленої води, що обумовлює більш повне розрідження шлікера, стабілізується його реологічні властивості.
Параметри готового шлікера:
- текучість 8-10 с після 30 с вистоювання;
- вологість - не більше 43%.
2.3.5 Приготування преспорошку
Зневоднення шлікера і перетворення його у преспорошок планується здійснювати у баштовій розпилюючій сушарці. Отриманий у розпилюючій сушарці преспорошок системою шнек-стрічковий транспортер-елеватор подається в силос для збереження. Прес-порошок вистоюється протягом 8 годин для зрівняння вологості. З силосу через віброгрохот системою стрічкових транс-портерів порошок подається в бункер преса.
Гранулометричний склад преспорошку:
Вміст зерен розміром до 1 мм:
залишок на ситі №1 (51 отв/см²) - не більше 1%
Вміст зерен розміром менше 0,25 мм:
прохід через сито №02 (980 отв/см²) - 17,0-22,0%
Вологість преспорошку на БРС - 7,0-9,0%
2.3.6 Пресування плиток
Пресування плиток на потоково-конвеєрних лініях здійснюється на гідравлічних пресах.
В процесі пресування необхідно забезпечити видалення з преспорошку повітря, що займає близько 40% пресувальної маси [2].
Для забезпечення отримання ущільненої структури плиток для підлоги пресування їх здійснюється у дві стадії в наступних межах питомого тиску:
- первинне - 5,0-6,5 МПа (50-60 кг/см²);
- вторинне - 25,0-28,0 МПа (250-280 кг/см²).
Лицьові і бічні поверхні штампів повинні бути рівними, гладкими, без вибоїв і подряпин, а рифлення нижнього штампа чіткими. Верхній і ніжній штампи повинні бути рівномірно підігрітими в межах температур 50-60°C для виключення налипання преспорошку.
2.3.7 Сушіння плиток
Відпресовані плитки у безупинному режимі по транспортерах будуть направлятися до завантажувального пристрою і після розподілу потоку заванта-жуються у роликове сушило.
Максимальна температура сушіння становить 250°C.
Тривалість сушіння 40 хвилин.
Вологість плиток після виходу із сушила - не більше 0,5%.
Сушило обладнане інжекційними газовими пальниками. Регулювання температурного режиму сушіння здійснюється за допомогою пальників шляхом зміни витрати газу, що подається на горіння. Тиск газу, що подається на горіння - 0,02-0,04 МПа (0,2-0,4 кгс/см²).
2.3.8 Випал плиток
Випал плиток буде здійснюватися у газовій роликовій конвеєрній печі. Плитки в піч повинні надходити безупинним потоком.
Регулювання температурного режиму здійснюється кількістю працюю-чих пальників, степенем відкриття кранів на газопроводі. Тиск газу, що подається на горіння 0,02-0,04 МПа (0,2-0,4 кгс/см²).
2.3.9 Сортування й упакування плиток
Плитки, що виходять з печі будуть сортируватися відповідно до вимог ДСТУ БВ.2.7-117-2002, упаковуватися в картонні коробки розміром 400×400 мм по 5 штук і укладаються на дерев'яні піддони чи в металеві ящикові піддони.
Бій і брак плиток складають у кюбель і періодично вивозять з цеху. Прийняті ВТК плитки надходять на склад готової продукції, де складуються окремо по партіях.
Похожие работы
... ібно правильно підготувати і обробити керамічну плитку. Зверніть увагу на екран. (слайди №10 - 11) Отже – етапі підготовки і обробки керамічної плитки. Перш за все, ми повинні розрахувати кількість плитки. Потім правильно підібрати – залежно від місця облицювання, технічних характеристик, ґатунку, кольору, узору. Наступний етап – сортування плитки. І, урешті, різання неповномірних плиток. ...
... Философия культуры. – М.: NOTA BENE, 2001. – 349 с. 5. Додельцев Р.Ф. Концепция культуры З. Фрейда. – М.: Знание, 1989. – 60 с. 6. Киссель М.А. Джамбаттиста Вико. – М.: Мысль, 1980. – 197 с. 7. Культурологія. Українська та зарубіжна культура: Навч. посібник (М.М.Закович, І.А.Зязюн, О.М.Семашко та ін.). – з вид. – К.: Знання, 2007. – 567 с. 8. Фрейд Зігмунд. Вступ до психоаналізу: Лекції ...
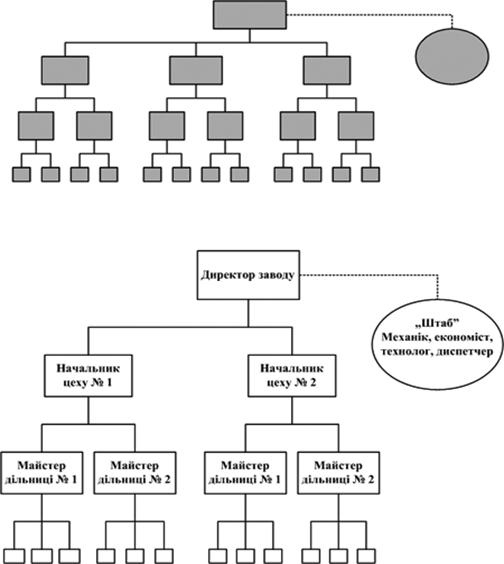
... є трудовий колектив за соціальними показниками (стать, вік, професія й кваліфікація, національність, утворення й ін.). Ланка керування - самостійна частина організаційної структури на певному рівні, що складається з апарата керування й виробничих підрозділів. Структурний підрозділ - самостійна частина ланки керування (відділ, служба, ділянка), що виконує певні завдання керування на основі ...
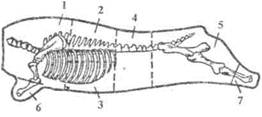
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев