Разновидности асфальтовых бетонов
Составляющие материалы асфальтового бетона
Анализ вредных и опасных производственных факторов
Техника безопасности при эксплуатации машин и оборудования
Расчет основных размеров параметров работы экскаваторов
Выбор и расчет дробильно-помольного оборудования с учетом требований производственной безопасности
Навигация
Составляющие материалы асфальтового бетона
Безопасность технологического процесса производства асфальтового бетона
53056
знаков
3
таблицы
6
изображений
1.3. Составляющие материалы асфальтового бетона.
При изготовлении асфальтобетонной массы используют щебень, гравий, песок, минеральный порошок и битум.
Щебень применяют из изверженных и метаморфических горных пород с пределом прочности при сжатии не менее 100,0-120,0 МПа или пород осадочного происхождения с пределом прочности не менее 60,0-80,0 МПа (в водонасыщенном состоянии); для дробления горных пород на щебень чаще всего используют граниты, диабазы, базальты, известняки и доломиты, а также прочные доменные шлаки. Щебень или гравий должны быть чистыми, разделенными по фракциям 20...40, 10... 20 и 5... 10 мм с морозостойкостью не менее Мрз25; в мягких климатических условиях — не менее Мрз15.
Песок природного происхождения или полученный в результате дробления горных пород с прочностью не ниже прочности щебня. Природные пески должны быть разнозернистые, чистые с модулем крупности более 2,0 и содержанием пылевато-глинистых частиц не более 3% (по массе).
Минеральный порошок изготовляют путем измельчения известняков и доломитов с пределом прочности при сжатии не менее 20,0 МПа, а также доменных шлаков или асфальтовых пород. По степени измельчения необходимо, чтобы порошок проходил (при мокром рассеве) через сито с отверстиями 1,25 мм, содержание же частиц мельче 0,071 мм было не менее 70% по массе, а частиц мельче 0,315 мм — не менее 90%.
Битумы бывают природные и нефтяные. Природные являются продуктом естественного видоизменения нефти. Они встречаются иногда в чистом виде, образуя озера, в виде твердых скоплений – асфальтитов, но чаще пропитывают горные породы – известняки, доломиты, песчаники. Содержание битрумав них 10-80%. Из этих пород битум получают путем экстрагирования с помощью различных растворителей.
В основном применяют нефтяные битумы. Их стоимость в 5-6 раз ниже природных.
По способу получения нефтяные битумы делят на:
- остаточные (остаток после отгонки из нефти бензина, керосина и части масел);
- окисление (нефтяные остатки окисляют кислородом воздуха в конвекторах периодического или непрерывного действия или в трубчатых реакторах, называемые окислительными колонками;.
Кроме указанных компонентов в процессе приготовления асфальтобетонной массы иногда добавляют ПАВ, улучшающие качество готового асфальтобетона. Эти вещества позволяют удлинить сроки строительного сезона, облегчить технологические операции и увеличить долговечность материала.
2. Технология производства асфальтового бетона
2.1. Общие сведения
Производство асфальтобетонной массы осуществляется на специальных заводах: стационарных и временных. Стационарный асфальтобетонный завод (АБЗ) выпускает массу в больших количествах и предназначен для строительства асфальтобетонных покрытий на крупных строительных объектах, работы на которых выполняют в течение нескольких лет, например АБЗ для строительства городских дорожных покрытий. Временные АБЗ предназначены для обслуживания асфальтобетонной массой небольших объектов или крупных, но сильно растянутых в одном направлении, — магистральных автомобильных дорог и др.
Заводы по производству асфальтобетонной массы относятся к высокомеханизированным предприятиям. На современных заводах достигнута полная механизация и автоматизация основных технологических операций. В состав завода входят: смесительный цех, машины и оборудование которого предназначены для приготовления асфальтобетонной массы, дробильно-сортировочный цех для изготовления щебня, помольный цех для изготовления минерального порошка, цех битумного хозяйства, энергосиловое и паросиловое отделения, складское хозяйство, ремонтно-механические мастерские и лаборатория при отделе технического контроля качества.
Известно, что одним из важнейших компонентов асфальтобетонной смеси является минеральный порошок, без которого невозможно получить асфальтобетон, отвечающий требованиям ГОСТа. Для получения минерального порошка используется часть песчаной фракции минерального состава асфальтобетонной смеси, предварительно прошедшей через сушильный барабан, затем измельченной в мельнице, и поданной через накопительный бункер в смеситель.
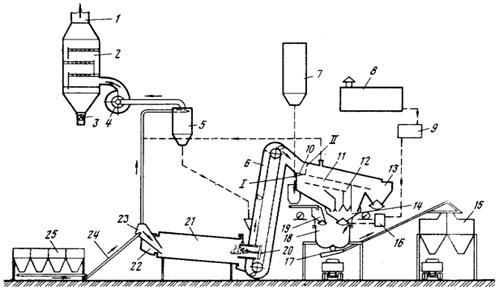
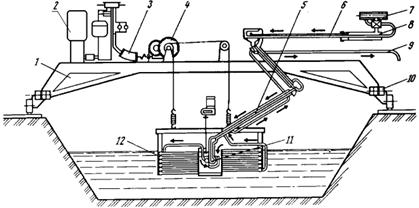
На листе 1 показана технологическая схема производства асфальтобетонной смеси. Основная операция технологии — смешение исходных и подготовленных материалов, принимаемых в определенных количествах по проектному составу. Температура выпускаемой из смесительного аппарата массы 150—180°С или ниже у теплых и холодных масс. Иногда в состав асфальтобетонной массы одновременно с битумом вводят поверхностно-активную добавку, дозируемую с помощью специального дозатора.
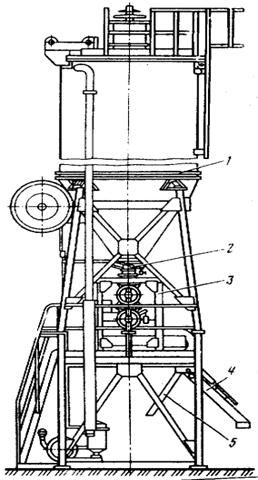
Наиболее часто используют лопастные смесители. Быстрое перемешивание в смесителях этого типа достигается при турбулентно-вращательном движении массы за счет повышенной частоты вращения валов лопастей мешалки — до 200 об/мин. Облегчает и ускоряет перемешивание песчаной асфальтобетонной массы предварительное активирование минерального порошка или введение активных добавок в смеситель в период перемешивания. При производстве асфальтобетонной смеси используют ковшовые конвейеры (данный конвейер указан на листе 2). Их применяют для подъема материалов по вертикали на высоту до 50 м. На бесконечной цепи установленной на двух звездочках, ведущей и ведомой, или бесконечной ленте, установленной на двух барабанах, закрепляют рабочие органы – ковши. На таких элеваторах можно транспортировать как сыпучие, так и кусковые материалы. Сыпучие и мелкокусковые материалы загружают предварительно в загрузочный башмак, из которого его забирают ковши. Крупнокусковые материалы необходимо подавать непосредственно в ковши.
Элеваторы бывают быстроходные (со скоростью тягового органа 1,25-2,0 м/с) и тихоходные (со скоростью 0,4 – 1.0 м/с).
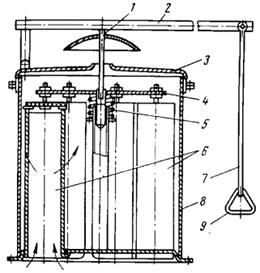
В этих элеваторах используют ковши с цилиндрическими днищами (указан на листе 2 рис. б ) и остроугольные с бортовыми направляющими.
Ковши с цилиндрическими днищами для транспортирования сухих материалов (земли, песка, мелкого каменного угля) и мелкими для транспортирования плохо высыпающихся материалов (влажного песка, молотого гипса, извести, цемента).
Остроугольные ковши с бортовыми направляющими применяют для транспортирования абразивных и кусковых насыпных материалов.
Чтобы не остудить асфальтобетонную массу в пути следования к месту ее укладки, кузов автомобиля-самосвала рекомендуется покрывать брезентом, деревянными щитами и др.
Укладывают горячую массу механическими укладчиками. Чем выше температура воздуха и лучше участок защищен от ветра, тем больше длина укладываемой полосы. Так, например, при температуре более +25°С и хорошей защите от ветра длина полос составляет 100—200 м, при +5—10°С она составляет 25—60 м. Самый распространенный способ уплотнения горячей массы при больших масштабах строительства дорожных покрытий — укатка катками (статического действия, вибрационными, пневмоколесными), а в помещениях — площадочными вибраторами. Первичное уплотнение уложенного слоя производится трамбующим брусом асфальтоукладчика. Монолитный асфальтобетон в покрытии должен удовлетворять определенным техническим требованиям.
Реальные свойства асфальтобетона не остаются постоянными, так как внешние условия могут быстро изменяться, а вместе с ними должны изменяться и свойства покрытия из асфальтового бетона. При обычной температуре (20—25°С) четко проявляются упруго- и эластичновязкие его свойства, при повышенных температурах — вязкопластические, а при пониженных, отрицательных температурах асфальтобетон становится упругохрупким телом. Но он чувствительно реагирует не только на колебания температуры (t°), но также на изменение скорости (v) приложения механических усилий (нагрузки) или скорости деформирования. Чем выше значения v, тем при более высоких напряжениях разрушается асфальтобетон.
В производственных работах обычно механическую прочность асфальтобетона характеризуют пределом прочности при сжатии стандартных образцов, испытанных при заданных температуре и скорости приложения нагрузки. При одноосном сжатии предел прочности асфальтобетона определяют на цилиндрических образцах, размерами(диаметр и высота) 50,5×50,5 или 71,4×71,4 мм (в зависимости от крупности минерального заполнителя). Испытания проводят при температурах 20, 50°С и скорости приложения нагрузки, равной 3 мм/мин.
При температуре 20°С предел прочности при сжатии асфальтобетона составляет около 2,5 МПа, а при растяжении — в 6—8 раз меньше. С понижением температуры предел прочности при сжатии возрастает (до 15—20 МПа при -15°С), а с повышением — снижается (до 1,0—1,2 МПа при +50°С).
Из других технических характеристик следует отметить износостойкость и водостойкость. Износостойкость определяют по потере массы образцов, испытываемых на кругах истирания или в барабанах (с определением износа). Горячий асфальтобетон в дорожных покрытиях изнашивается в пределах 0,2—1,5 мм в год. Водостойкость характеризуют величиной набухания и коэффициентом водостойкости, равным отношению пределов прочности при сжатии образцов в водонасыщенном и сухом состояниях при температуре 20°С. Он должен быть в пределах 0,6—0,9; величина набухания в воде не более 0,5% (по объему).
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...

... опасных производственных факторов и минимальным содержанием вредных веществ в воздухе рабочей зоны. При невозможности применения безопасного и безвредного технологического процесса необходимо применять меры по снижению уровней опасных и вредных факторов до предельно допустимых значений. Содержание вредных веществ в воздухе рабочей зоны на рабочих местах должно соответствовать требованиям, ...



... избежание возгораний и взрывов паров растворителей нельзя включать нагревательные приборы с открытым пламенем. При клейке высоких комнат необходимо использовать только надежные и устойчивые средства подмащивания. 2 Технологический процесс окраски фасадов зданий фактурными красками 2.1 Введение Современная окраска фасадов зданий производится тремя способами. - промышленный альпинизм; - ...
... должны иметь твердое и ровное покрытие с уклоном для стока воды, располагаться отдельно от зданий и сооружений на расстоянии в зависимости от категории производства и соответствовать требованиям Правил охраны труда на автомобильном транспорте, утвержденных постановлением Министерства транспорта и коммуникаций Республики Беларусь и Министерства труда и социальной защиты Республики Беларусь от 1 ...
0 комментариев