Параллельный инвертор
Полумостовой инвертор с RLC – нагрузкой
Трехфазные инверторы
Многократный широтно-импульсный модулятор
Подключение через трансформатор
Инверторный аппарат ДС 250.33 для сварки покрытыми электродами
CV FCAW - жесткая характеристика Рекомендуется для механизированной сварки газозащитной или самозащитной порошковой проволокой
Сварочные инверторные аппараты MOS 138E
Навигация
Сварочные инверторные аппараты MOS 138E
Инверторные источники питания для электродуговой сварки
78616
знаков
7
таблиц
28
изображений
2.5 Сварочные инверторные аппараты MOS 138E,
MOS Г68Е, MOS 170E
- Сварочный ток - постоянный. Сварка различных материалов как на прямой, так и на обратной полярности;
TIG - для сварки стали, нержавеющей стали, меди, никеля толщиной от 0,5 мм;
Функция «Горячий старт» - для облегчения первичного возбуждения сварочной дуги;
Функция «Анти-липкий» помогает избежать перегревания электрода, защищая его металлургические свойства;
Функция «ARC FORCE» - стабилизация сварочной дуги;
Защита от перегрева;
Оборудование для дуговой TIG сварки (вольфрам, инертны газ), изготовляемое по технологии INVERTER дает возможность соединять металлические детали плавлением. Это позволяв делать неразъемные соединения под действием выделяемой теплоты при электродуговом разряде между концом электрода основным материалом сварки.
Таким образом, металлические части соединяются расплавом. Новая электронная технология позволяет изготавливать оборудование, отличающееся особыми свойствами: меньшим весом и малым потребляемым током. Технические характеристики аппаратов приведены в таблице №6.
Таблица № 6
| Наименование оборудования | Размерность | MOS 138E | MOS 168E | MOS 170E |
| Напряжение сети | В (50-60 Гц) | 1 фазах 230 | 1 фазах 230 | 1фаза230 |
| Максимальный ток сети | А | 16 | 16 | 16 |
| Потребляемая мощность | кВА | 2,5 | 3,0 | 3,5 |
| Коэффициент мощности | cos<φ | 0,8 | 0,8 | - |
| Эффективность | η | 0,85 | 0,85 | - |
| Напряжение холостого хода | В | 90 | 90 | 70 |
| Пределы регулирования | А | 5-130 | 5-150 | 5-160 |
| Диаметр используемого материала | мм | 1,6-3,2 | 1,6-4,0 | 1,6-4,0 |
| Рабочий цикл | А | 130-20 % 75-60 % | 140-15 % 90-60 % | 160-20 % 115-60 % |
| Габариты | мм | 275x130x170 | 320x130x170 | 320x130x170 |
| Вес | кг | 3,8 | 4,0 | 4,0 |
| Дополнительные | DS10/TG17 | DS10/TG17 | TG17 | |
| по желанию: кейс для переноса аппарата |
Сварочные аппараты инверторного типа являются наиболее современными и технически сложными источниками сварочного тока. В отличие от сварочных трансформаторов и выпрямителей у инверторов отсутствует силовой трансформатор. Работают они следующим образом. Напряжение однофазной сети промышленной частоты преобразуется входным выпрямителем в постоянное напряжение. Это напряжение в свою очередь преобразуется с помощью инвертора (очень сложного электронного устройства) в переменное повышенной частоты, которое затем поступает на понижающий высокочастотный трансформатор. Вторичная обмотка трансформатора нагружена на диодный выпрямитель, к выходу которого через сглаживающий дроссель подключены электрод и изделие.
Аппарат выполнен в металлическом корпусе, удобном для его переноски. На лицевой панели аппарата размещены органы управления и индикации, силовые разъемы для подключения рабочих кабелей. На задней панели расположен вентилятор для принудительного охлаждения электронных схем и силовых блоков аппарата и автомат включения. Технические характеристики приведены в таблице №7.
Таблица №7
| Модель, POWER МАN | 160А | 200А | 230А | 250А | 300А |
| Потребляемая мощность, КВт | 4 | 6 | 10 | 12 | 13,5 |
| Напряжение сети 50/60Гц, ±10% | 220 | 220 | 220 | 220 | 220 |
| Напряжение холостого хода, В | 78 | 80 | |||
| Диапазон сварочного тока, А | 20-160 | 20-200 | 20-230 | 20-250 | 10-300 |
| Рабочий цикл на максимальном токе, % | 60 | 60 | 60 | 60 | 60 |
| Габариты, мм | 130х210х370 | 150х240х400 | 200х240х450 | 200х320х480 | |
| Масса, кг | 7 | 9,5 | 12 | 14,5 | 18 |
| Блок понижения напряжения холостого хода | есть | есть | есть | есть | есть |
В некоторых аппаратах моделей 230А, 250А, 300А значение Imax может быть меньше на 5 % от значения указанного в таблице.
Комплектация:
В комплект поставки входит:
инвертор,
инструкция,
комплект кабельных соединителей,
наплечный ремень ( кроме моделей 250А, 300А)
POWER MAN - компактный, легкий, экономичный инверторный сварочный аппарат для ручной дуговой сварки штучными электродами (ММА), может быть использован для сварки неплавящимся электродом в среде защитного газа при контактном возбуждении дуги (TIG). Аппараты серии POWER MAN предназначены для промышленного использования и в бытовых целях. Небольшие габариты и вес аппарата позволяют сварщику свободно перемещаться по всей площади производимых работ, что делает работу с ним простой и удобной. Аппараты могут эксплуатироваться при температуре окружающего воздуха в диапазоне от минус 20°С до плюс 40°С и относительной влажности до 80% при 25°С и более низких температурах без конденсации влаги. Конденсация может образовываться в следующих случаях:
если аппарат внесен в теплое помещение из холода (не используйте
аппарат в течение 2 часов);
если окружающая температура резко снизилась;
если аппарат был перенесен из более прохладного помещения в более теплое и влажное.
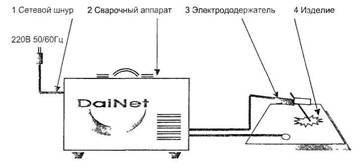 |
Схема подключения изображена на рисунке 22.
Рис.22 – схема подключения.
Библиографический список
1. Рама Р.С. Основы силовой электроники/ Рама Р.С. : перев. с англ. Масалова В.В. – Москва: Техносфера, 2006. – 288.:ил. – (Мир электроники);
2. Готтлиб И.М. Источники питания. Инверторы, конверторы, линейные и импульсные стабилизаторы/ И.М. Готтлиб; перев. с англ.: А.Л. Ларина, С.А. Лужанского, - Москва.: Постмаркет, 2000, - 552с.: ил. – (Б-ка современной электроники);
3. Малешин В.И. Транзисторная преобразовательная техника/ В.И. Мелешин, - Москва.: Техносфера, 2005, - 632с.: ил. – (Мир электроники);
4. Миронов С. Инверторные источники питания для дуговой сварки// Сварочное производство. 2003. № 4. Стр. 41-43.;
5. Гецкин О.Б., Кудров И.В., Яров В.М. Особенности работы сварочных инверторов от автономных источников питания// Сварочное производство. 2004. № 4. Стр. 53-55.;
6. Гецкин О.Б., Кудров И.В., Яров В.М. Инверторный аппарат ДС 250.33 для сварки покрытыми электродами// Сварочное производство. 2004. № 2. Стр. 19-21.;
7. Иоффе Ю.Е., Можайский В.А. Универсальный сварочный инверторный источник общего назначения Invertec V300-1// Сварочное производство. 1998. № 1. Стр. 44-46.;
8. Паспортные данные некоторых инверторных сварочных аппаратов имеющихся в продаже магазина «ИнтерСварка».
Для подготовки данной работы были использованы материалы с сайта http://referat.ru/
Похожие работы
... сил зажима, а также сил, возникающих в процессе сварки, и реакции опор. Для удовлетворения вышеописанных требований мною было спроектировано приспособление, фиксирующее сборочные детали в единый узел и фиксирующее их от перемещений при сборке сварке изделия «Задний борт» механическими упорами и опарами. Использование специальной сборочно-сварочной оснастки позволяет повысить производительность ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... полного затвердевания металла. 3. Состав оборудования В состав технологического оборудования, необходимого для выполнения сварочных работ при дуговой механизированной сварке в защитных газах входят: · источник питания; · сборочно-сварочные приспособления; · газовая аппаратура; · приборы газовой магистрали; · сварочный аппарат ( ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
0 комментариев