УЧПУ допускает
корректировку
УП во время
обработки на
ГПМ какой-либо другой детали
Порядок
выполнения
работы
Порядок
выполнения
работы
Методические
указания
Методические
указания
УЧПУ допускает
корректировку
УП во время
обработки на
ГПМ какой-либо другой детали
Разработка
операции настройки
ГПМ для режима
групповой
обработки
Навигация
УЧПУ допускает корректировку УП во время обработки на ГПМ какой-либо другой детали
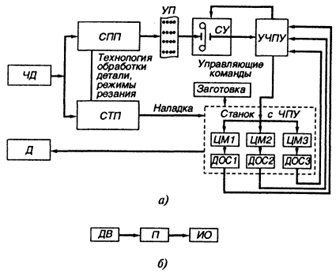
Технология обработки на станках с ЧПУ
85784
знака
9
таблиц
0
изображений
3. УЧПУ допускает корректировку УП во время обработки на ГПМ какой-либо другой детали.
Автоматическое возвращение в первоначальное положение исполнительных органов ГПМ после ручного отвода оператором при автоматическом цикле.
Ввод в УЧПУ коррекций на длину и радиус возможен на 999 инструментов.
Возможно программирование припуска на чистовые проходы.
Объем оперативной памяти УЧПУ - 60Кb.
Применение стандартных фиксированных циклов: сверление, цековка, сверление глубоких отверстий, нарезание резьб метчиком, развертывание, расточка, расточка с подрезкой торца.
Часть УП в обработке может повторяться 99 раз, причем в нем может повторяться другой цикл и т. д., всего 3 уровня.
Возможность использования электронного щупа (головки RENISHAW).
Возможность определения срока службы режущего инструмента с последующей проверкой износа.
Возможность параметрического программирования ( с логически- математическими командами с использованием подпрограмм и переходов внутри программы при помощи "меток" и команд перехода).
Возможность использования 6 точек начала отсчета (плавающих нулей) и смещение начала отсчета в процессе программирования.
В УП возможен ввод текста для указания оператору ГПМ (на дисплей, кодом "MSG" и "*").
Возможно использование программирования в УП геометрических элементов на языке высокого уровня GTLV.
Возможность введения обратной цековки за счет применения угловой ориентации шпинделя.
Возможность применения при программирования зеркального отображения и поворота осей.
Возможность проверки целостности инструмента по длине.
5.1.3 Перечень кодов УП.
Перечень кодов УП приведён в Приложении 2 "Краткая инструкция по эксплуатации и подготовке УП для СГПМ САМ5-850 ТМ1 с УЧПУ "VECTOR-90".
5.2 Порядок выполнения работы.
5.2.1 Получение задания на выполнение работы.
На данном этапе по заданному преподавателем рабочему чертежу детали проводится:
Изучение чертежа, анализ ТУ на изготовление технологичности конструкции детали. (1, с.1-43; 2, с.203-206)
Закрепление в подгруппах студентов на проектирование операций обработки детали по указанию преподавателя.
5.2.2 Разработка маршрута обработки детали.
Выполняется подгруппой студентов в следующем порядке:
Выбор планов обработки (переходов) отдельных поверхностей детали.
Выделение стадий обработки (черновая, получистовая, чистовая, отделочная).
Распределение объемов обработки поверхностей по стадиям.
Выбор средств оснащения, модели оборудования (ГПМ САМ5-850 ТМ1).
Составление маршрута обработки детали. (3, с.1-8;4, с.11-13;5, с.9-19)
5.2.3 Разработка и оформление карт настройки многооперационного станка.
Выполняется согласно Приложения 1 с оформлением схемы установки детали на станке.
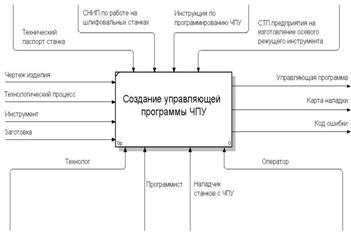
5.2.4 Разработка УП.
Разработка УП проводится после изучения основ программирования УП для ГПМ САМ5-850 ТМ1 согласно Приложения 2. По указанию преподавателя, каждый студент составляет УП на один инструментальный переход (см. Приложение 1) в следующем порядке:
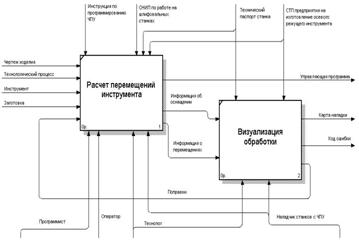
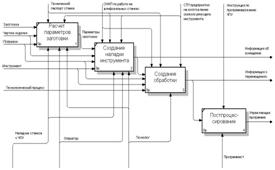
Разработка РТК на инструментальный переход.
Рассчитать координаты опорных точек на переходы.
Составить УП на переход.
Используя программу-оболочку Norton Commander версии 3.0 отперфорировать УП на перфоленту IBM PC или записать её на дискету (см. Приложение 3).
Распечатать УП на принтере.
Ознакомление с функциями и кодами работы УЧПУ "VECTOR-90", ввод в УЧПУ УП и её графический контроль на дисплее (см. Приложение 2).
5.2.5 Разработка операционной технологии.
Выполняется на маршрутно- операционных картах в соответствии с ГОСТ 3.1418-82 "ЕСТПП. Правила оформления документов на технологические процессы и операции, выполняемые на станках с ЧПУ. Обработка резанием".
5.3 Содержание отчета.
Отчет составляется один на подгруппу и, в целом, на заданную деталь содержит:
- цель работы;
- порядок выполнения работы;
- эскиз обработки детали;
- РТК на инструментальные переходы;
- таблицы координат опорных точек для переходов;
- распечатку УП и перфоленты по переходам;
- операционный техпроцесс для обработки детали.
Литература.
ОСТ 1.42096-81 "Технологичность конструкции деталей, обрабатываемых на фрезерных станках с ЧПУ. Правила отработки на технологичность и оценки уровня технологичности.
Р.И. Гжиров, П.П. Серебреницкий Программирование обработки на станках с ЧПУ. Справочник, Л. Машиностроение, 1990,- 592с.
Методика проектирования группового технологического процесса обработки корпусных деталей в ГПК для специальностей 12.01, 21.02, Арсеньев, АрТИ ДВГТУ, 1998.
В.И. Комиссаров, Ю.А. Фильченок, В.В. Юшкевич Размерная наладка гибкого автоматизированного производства, Владивосток, ДВПИ, 1987.
В.И. Комиссаров, Ю.А. Фильченок, В.В. Юшкевич Размерная наладка станков с ЧПУ на роботизированных участках, Владивосток, ДВПИ, 1985.
Вопросы для самопроверки.
Перечислить критерии выбора номенклатуры деталей для обработки на многооперационном оборудовании и в ГПС.
Перечислить критерии группирования деталей, обрабатываемых на многооперационном оборудовании и в ГПС.
Составить схемы возможных вариантов групповой обработки.
Перечислить особенности проектирования ТП в ГПС.
Перечислить особенности разработки РТК для УП на ГПС.
Для чего служат подготовительные функции и какие из них вы знаете?
Для чего предназначены функции М и какие вы знаете?
Какие технологические функции для УЧПУ "VECTOR-90" вы знаете?
Какие виды интерполяции реализованы в УЧПУ "VECTOR-90"?
Дать пример кодирования круговой интерполяции.
Сущность приоритетного перечня требований к ТП и примеры его использования при выполнении работы.
Выбор методов и видов размерной наладки при обработке деталей в ГПС.
Перечислить специфические требования предъявляемые к деталям, обрабатываемым в ГПС.
Перечислить 14 принципиальных положений , учитываемых при выборе схем базирования и крепления деталей на ГПМ.
Перечислить 14 основных правил, учитываемых при выборе схем обработки КЭД.
Назовите ручные приемы обслуживания ГПМ САМ5-850 ТМ1, повышающие надежность процесса резания.
Какие виды программирования используются в УЧПУ "VECTOR-90"?
Для какой цели применяются и какие вы знаете трёх буквенные функции, используемые в УЧПУ "VECTOR-90"?
Работа 6. Разработка операции наладки ГПМ в режиме групповой обработки в ГПС.
Цель работы: Освоение процесса наладки ГПМ САМ5–850 ТМ1.
6.1 Порядок выполнения работы .
1. Ознакомление с процессом наладки ГПМ.
Разработка операции настройки ГПМ для режима групповой обработки.
Отработка операции настройки на ГПМ.
6.1.1 Ознакомление с процессом наладки ГПМ.
Учащийся должен ознакомиться по Приложениям 2, 4 и визуально на ГПМ с выполнением оператором ГПМ следующих функций:
Ввод (вывод) УП в УЧПУ, введение перечня УП.
Контроль и корректировка УП (без отработки координат и с отработкой) при внедрении обработки детали.
Определение, корректировка и ввод в УЧПУ коррекций на РИ.
Графический контроль УП на дисплее УЧПУ.
Управление работой ГПМ с пульта УЧПУ:
– запуск ГПМ в работу с любого кадра УП;
– установка режима пропуска кадров УП по символу "/";
– установка режима технологического останова по команде УП М1;
– регулировка скорости вращения шпинделя и подач.
Определение и ввод абсолютных опорных точек (АХО).
Установка исполнительных органов ГПМ в исходное положение.
Регулировка подачи СОЖ в зону резания для ИН и смазка РИ.
Установка ИН в магазин ГПМ с заполнением в УЧПУ соответствующих таблиц.
Ввод и формирование таблицы срока службы РИ.
Возобновление обработки при остановах УП с отводом РИ из зоны резания.
Установка и эксплуатация КИГ "RENISHAW".
Использование плансуппортных расточных головок.
Подготовка и нанесение СОЖ (не соответствующей УКРИНОЛу) согласно ТП, например, для переходов резьбонарезания.
Выверка координат временных и инкрементных точек положений деталей на палете ГПМ.
Измерение величин корректоров на длину и диаметр по ИН.
Очистка от стружки и отходов ГПМ, оснастки, детали.
Выверка элементов деталей по их деталеустановам с вводом коррекции на их смещение.
Проведение контроля элементов детали с поднастройкой УП.
Похожие работы

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...

... программы, · организовать поиск неисправностей, · осуществить оптимизацию технологических процессов, · коррекцию параметров, · оперативное планирование, · информирование оператора о состоянии системы, · давать рекомендации оператору о необходимых действиях для поддержания работоспособности и т. д. Функциональные составляющие ЧПУ Для того, что бы сделать из обычного станка ...
... наружного точения и растачивания широко освоены в серийном производстве инструментальными заводами Минстанкпрома, их выпускают по ТУ2-035-892 и ГОСТ 26613-85. Подсистема резцов для станков с ЧПУ. Для выполнения одним резцом предварительных и окончательных операций в первую очередь на универсальных станка с ручным управлением разработана гамма резцов с модернизированным клиновым креплением СМП ...
0 комментариев