Навигация
6. Расчет сил зажима
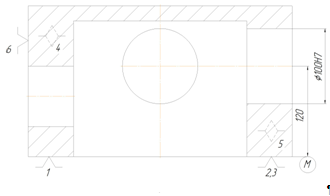
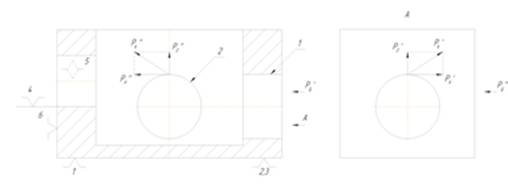
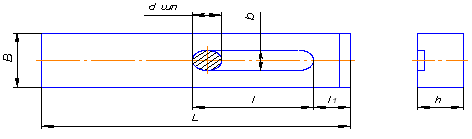
Рис.4
Расчетная схема
![]()
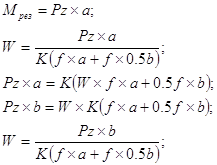
где Pz – составляющая сила резания, Pz=2060H;
a,b – расстояния, a=50мм; b=100мм;
К – коэффициент по самоторможению,К=0,8;
f – коэффициент трения, f=0.35.
![]()
7. Определение тягового усилия Q и параметров гидроцилиндра
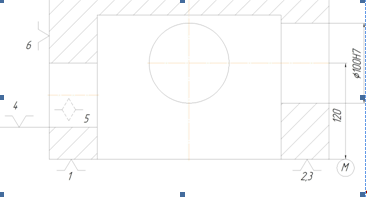
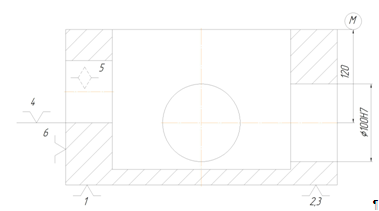
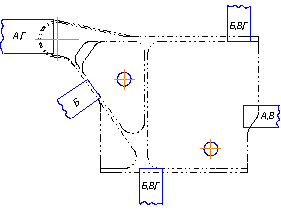
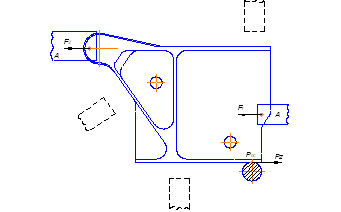
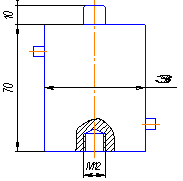
Рис. 5
Расчетная схема
На рис. 5 представлена схема, определяющая структуру зажимного устройства станочного приспособления. При анализе схемы определяется сила на штоке гидроцилиндра – Q.
![]()
где i=i1+i2 – соответственно передаточная отношения рычажного и клинового механизма.
![]()
где j1 и j2 – соответственно углы трения на наклонной и горизонтальной поверхности клина
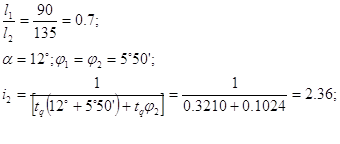
Общее передаточное отношение i=i1´l2=0.7´2.36=1.65
Уравнение силового замыкания при принятых замечаниях имеет вид:
![]()
Диаметр гидроцилиндра определяется по формуле:

По ГОСТ 9887-70 принимается DЦ =100мм.
8. Расчет точности обработки
При выборе операции существенное влияние на не точность обработки могут оказывать погрешности Iго и IIго рода, из них складывается суммарная погрешность обработки![]()
Выявляем все составляющие суммарной погрешности обработки, используя уравнение:
![]()
где
DМо – погрешность метода обработки, к1=0,6;
DС – погрешность от неточности сжатия;
DU – погрешность от неточности изготовления и износа инструмента;
Dизм – погрешность измерения;
Dпб – погрешность базирования;
Dпз – погрешность зацепления;
Dпu – погрешность изготовления и износа установочных элементов СП;
Dпн – погрешность пространственного расположения инструмента;
Dпр - погрешность пространственного расположения установочных поверхностей.
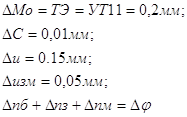
Dj - зазор между основанием заготовки и опорными планками
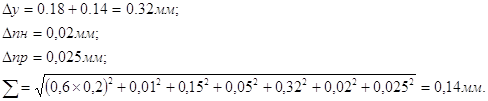
Сопоставив расчетные значения погрешности обработки с допуском, получаем условия:
0,14мм<0,5мм;,
т.е. выполняется условие DS<Т, следовательно проектируемая конструкция приспособления будет обеспечивать требуемую точность обработки.
9.Описание конструкции и работы приспособления
Разработан конструкция приспособления для фрезерования детали кронштейн на операции фрезерование. Обрабатываемую заготовку кронштейн устанавливаем на постоянные опоры, фиксация заготовки производится при помощи пальца установочной планки.
Зажим заготовки осуществляется прихватом поз.4. Усилие на прихват передается на клиной механизм, через ось поз.11 – толкатель 3. Усилие от штока гидроцилиндра передается на клин, с клина на вертикальный толкатель поз.3 и далее на рычаг поз. 4.
После обработки полость гидроцилиндра соединяется с баком, а в левую часть цилиндра подается жидкость и поршень со штоком перемещается вправо, поджимая обрабатываемую деталь.
Приспособление простое по конструкции, несложно в изготовлении и надежно в работе.
Литература
1. Ю.И. Мясников. Проектирование технологической оснасти часть1
Челябинск: ЧГТУ, 1996, 105с.;
2. Ю.И. Мясников. Проектирование технологической оснасти часть2
Челябинск: ЧГТУ, 1996, 84с.;
3. Ю.И. Мясников. Проектирование технологической оснасти часть3
Челябинск: ЧГТУ, 1996, ;
4. Ю.И. Мясников. Проектирование технологической оснасти часть4
Челябинск: ЧГТУ, 1996, ;
5.А.П. Белоусов. Проектирование станочных приспособлений. М.,
В.ш. 1980., 240с.;
6. В.А. Горохов. Проектирование и расчет приспособлений.
М., В.ш.1980.,240с.;
7. В.С. Корсаков. Основы конструирования приспособлений в машино-
строении .М., Машиностроение, 1983., 228 с.;
8. М.А. Акиров. Приспособления для металлорежущих станков. М.,
Машиностроение, 1980., 656 с.;
9. Справочник технолога-машиностроителя в 2х томах. Под ред.
А.Г. Косиловой и Р.К. Мещерякова, М., Машиностроение,1985.
Похожие работы
... счет уменьшения времени действия робота. Анализ возможных компоновок роботизированных технологических комплексов показал, что удовлетворяющим всем требованиям является типовой РТК АСВР-06, предназначенный для автоматизации технологического процесса шлифовальной обработки деталей типа валов в условиях серийного производства. В состав комплекса АСВР-06 входят круглошлифовальный станок с ЧПУ 3М151Ф2 ...

... Ø80Н7, а в качестве опорной базы возьмем поверхность Б. Достоинства этой схемы: в качестве баз используем предварительно обработанные поверхности. Недостаток: несовпадение технологических и измерительных баз. Окончательно выбираем третью схему. 2. Выбор и разработка установочных элементов Определим установочные элементы и места их расположения. Стандартные установочные элементы ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
тельным инструментом, станками с ЧПУ отечественного и импортного производства, видами технологической оснастки. Рассмотрена реализация технологического процесса обработки данной детали. Наряду с этим, была представлена вся технологическая и конструкторская документация. Также на производственном участке ознакомились со сборкой приспособления из унифицированных узлов для каждой конкретной детали. ...
0 комментариев