Навигация
Министерство общего и профессионального
Образования Российской Федерации
Южно – Уральский Государственный университет
Кафедра технологии машиностроения
Расчетно – пояснительная записка
к контрольной работе по курсу:
«Проектирование технологической оснастки»
Выполнил:
Высоцкий С.Ю.
Проверил:
Исаков В.М.
Челябинск
2000
Содержание.
Техническое задание на проектирование приспособления
1. Выбор способа базирования детали
2. Разработка принципиальной схемы приспособления
3. Расчет режимов резания
4. Расчет сил резания при фрезеровании
5. Расчет коэффициента надежности закрепления детали
6. Расчет сил зажима
7. Определение тягового усилия Q и параметров гидроцилиндра
8. Расчет точности обработки
9. Описание конструкции и работы приспособления
Литература
Приложение
Техническое задание на проектирование приспособления
1. Выбор способа базирования детали
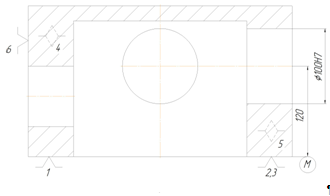
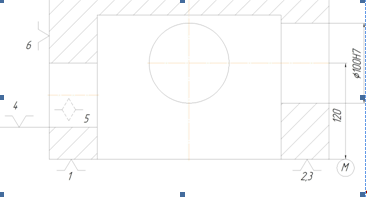
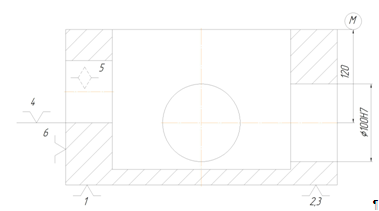
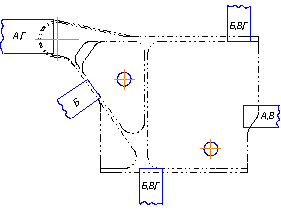
Ферма зажимного устройства сферична. При такой схеме базирования принимаю следующий вариант ее реализации (см. Рис. 2).
В качестве основной базы принимается основание подошвы связывающее 3 степени свободы: два вращения и движение детали вниз. Деталь прижимают в торец к опоре, которая препятствует сдвигу детали вперед при фрезеровании.
Для создания надежной фиксации заготовки, на неподвижных установочных опорах и сохранения этого положения в процессе обработки применим гидравлический зажим со сферической формой контактной поверхности, он препятствует вылету заготовки вверх, движению детали вперед, вправо и проворачивании заготовки в приспособлении. Таким образом у заготовки отнимаются все 6 степеней свободы и ее легко можно обработать.
2. Разработка принципиальной схемы приспособления
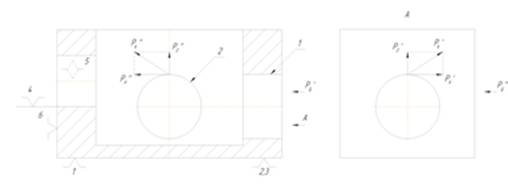
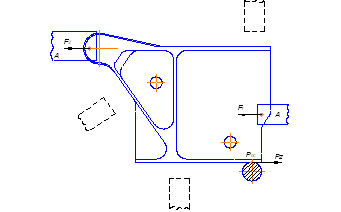
При анализе технологической операции было установлено, что при выбранной схеме базирования и закрепления заготовка устанавливается на нижние опорные пластины, базируется на торец. Сверху поджимается прижимом, имеющим призматическую форму.
Заготовка закрепляется гидравлическим зажимным устройством.
Последовательность разработки принципиальной схемы приспособления следующая:
изображаем контуры заготовки соответствующие операционному эскизу на данную операцию в 2х – 3х видах.
Затем схематично изображаем инструмент в крайнем положении, затем реализуем схему базирования заготовки и схему закрепления заготовки и показываем схему корпуса приспособления.
3. Расчет режимов резания
1. Глубина резания при фрезеровании
t = h= 5,0 мм;
2. Определяем подачу, при Ra=2,5;
So=0.2мм/об; Sz=(0.23…0.5)мм/об;
3. Выбираем диаметр фрезы и число зубьев. Фреза торцевая из БС.
![]() D=50мм;Z=12;
D=50мм;Z=12;
Ширина фрезерования В=30мм;
4. Среднее значение периода стойкости
5. Скорость резания
6. Определяем обороты шпинделя, соответствующие найденной скорости
![]()
по паспорту ng=250об/мин;
7. Действительная скорость резания
![]()
4.Расчет сил резания при фрезеровании
Главная составляющая силы резания при фрезеровании – окружная сила Pz, H,

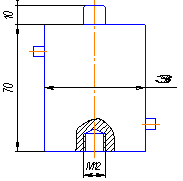
Рис.3
Принициальная схема приспособления
5.Расчет коэффициента надежности закрепления детали
![]()
где К0 – гарантированный коэффициент запаса;
К1 – коэффициент, учитывающий состояние поверхности заготовки;
К2 - коэффициент, учитывающий увеличения сил резания от прогрессирующего затупления инструмента;
К3 – коэффициент, учитывающий изменение сил резания при обработке прерывистых поверхностей;
К4 – коэффициент, учитывающий непостоянство сил при зацеплении;
К5 – коэффициент, учитывающий непостоянство сил зажимных устройств с ручным приводом;
К6 - коэффициент, учитывающий неопределенность мест контакта плоских базовых поверхностей 3Г/ЗГ - заготовка/ с плоскими поверхностями Ц.Э. /Ц.Э. – центрирующий элемент/

Похожие работы
... счет уменьшения времени действия робота. Анализ возможных компоновок роботизированных технологических комплексов показал, что удовлетворяющим всем требованиям является типовой РТК АСВР-06, предназначенный для автоматизации технологического процесса шлифовальной обработки деталей типа валов в условиях серийного производства. В состав комплекса АСВР-06 входят круглошлифовальный станок с ЧПУ 3М151Ф2 ...

... Ø80Н7, а в качестве опорной базы возьмем поверхность Б. Достоинства этой схемы: в качестве баз используем предварительно обработанные поверхности. Недостаток: несовпадение технологических и измерительных баз. Окончательно выбираем третью схему. 2. Выбор и разработка установочных элементов Определим установочные элементы и места их расположения. Стандартные установочные элементы ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
тельным инструментом, станками с ЧПУ отечественного и импортного производства, видами технологической оснастки. Рассмотрена реализация технологического процесса обработки данной детали. Наряду с этим, была представлена вся технологическая и конструкторская документация. Также на производственном участке ознакомились со сборкой приспособления из унифицированных узлов для каждой конкретной детали. ...
0 комментариев