Навигация
Жидкие смазки Индустриальное И12А
18490
знаков
5
таблиц
0
изображений
1 Жидкие смазки Индустриальное И12А
Турбинное 22П Индустриальное И20А
Индустриальное И12А
Индустриальное И20А
2. Консистентная смазка
Циатим - 203 Литол 24
| Наименование обслуживаемой детали | Периодичность
| Марка смазочного материала | Кол. смазки | Наименование работ | |
|
| Вид ТО | Время час |
|
|
|
| Бачок маслораспределителя Бачок агрегата дозированной смазки Петли, замки, рамки, дверей Трущиеся поверхности Подшипники Стол поворотный Зубчатые зацепления Зубчатое зацепление Редуктор Редуктор Муфта зубчатая | ЕТО
ЕТО
ТО2
ТО2 ТО3 ТО3 ТО4 ТО4 ТО4 ТО4 ТО5 | 8
8
200
200 1000 1000 2000 2000 2000 2000 10000 | Турбинное 22
Индустриальное И20А
Индустриальное И40А
Циатим203 Циатим203 ИндустриальноеИ40А Циатим203 Циатим203 ИндустриальноеИ40АИндустриальноеИ40А Циатим203 | 0,05л
2,7л
5см3
12см3 3см3 1,5л 6см3 2см3 0,5л 0,15л 1см3 | пополнить
пополнить
маслёнка
смазать смазать залить смазать смазать залить залить смазать |
2.3.1 Описание устройства и работы узла.
Шпиндельная бабка- расположена в проёме портальной стойки и предназначена для рабочих ускоренных перемещений шпинделя вдоль оси У и передачи на него крутящего момента от двигателя главного движения.
В состав шпиндельной бабки входят следующие узлы:
1. Коробка скоростей;
2. Устройство шпиндельное;
Подробно мы рассмотрим следующие узлы: коробка скоростей, гидроцилиндр переключения скоростей, устройство шпиндельное.
Коробка скоростей.
Предназначена для передачи крутящего момента электродвигателя главного движения на шпиндельное устройство станка.
В чугунном корпусе коробки скоростей смонтированы на радиальных подшипниках выходной вал с зубчатой полумуфтой для сцепления со шпиндельным устройством и зубчатым колесом и выходной вал с подвижным блоком зубчатых колёс и ведомым шкивом зубчатоременной передачи.
Понижение и повышение оборотов производиться при помощи переключения зубчатого блока в два крайних положения.
Подшипник расположенный на блоке предназначен для соединения с поводком механизма переключения скоростей.
Устройство шпиндельное.
Шпиндель с коническим отверстием для точной установки и закрепления инструмента смонтирован в жесткой гильзе на двух опорах качения.
Передняя устанавливается в гильзе с легким предварительным натягом. Задняя устанавливается с зазором.
Захват хвостовика инструмента осуществляется цангой установленной во втулке.
Перемещение и разжим цинги осуществляется штревелем имеющим канал для обдува воздухом конуса шпинделя.
Усилие зажима инструмента создается пакетом тарельчатых пружин.
Усилие отжима передается от гидроцилиндра через гайку, имеющую коническую рабочую поверхность.
2.3.2 Возникновение неисправностей, причина их возникновения и методы устранения
| Возможные нарушения | Вероятная причина | Метод устранения | ||
| в работе системы централизованной дозированной смазки | ||||
| Насос на подает масло в систему смазки
Отсутствие требуемого давления в системе централизованной дозированной смазки
Отсутствие смазки на рабочем месте | Неправильное направление вращения вала насоса
Недостаточный уровень масла в баке
Подсос воздуха во всасывающей трубе
Насос не подает масло в следствии из вышеуказанных причин Нет контроля
Большие утечки масла
Не работает питатель
Засорен маслопровод | Изменить направление вращения электродвигателя насоса Долить масло
Выяснить причину и устранить
- // - // - // -
Проверить реле давления системы смазки Выяснить причину и устранить
- // - // - // -
- // - // - // - | ||
| в работе пневмосистемы станка | ||||
| Отсутствие, колебания или недостаточное давление воздуха в пневмосистеме
Отсутствие подачи воздуха в цилиндры | Отсутствие, колебания или недостаточное давление воздуха в цеховой магистрали
Механическое повреждение или засорение трубопровода на входе в пневмосистему
Неисправен манометр, контролирующий давление воздуха в пневмосистеме
Неисправен дроссель в узле подготовки воздуха
Неисправен узел подготовки воздуха
Механическое повреждение или засорение трубопровода соответствующей магистрали пневмосистемы станка
Механическое повреждение Или засорение выходного сопла соответствующей пневмомагистрали | Выяснить причину и устранить
- // - // - // -
Заменить манометр
Выяснить причину и устранить
- // - // - // -
- // - // - // -
Прочистить отверстие выходного сопла | ||
| В работе гидросистеме | ||||
| Не подается масло в гидросистему
Отсутствие требуемого давления | Неправильное направление Вращения насоса
Недостаточный уровень масла в баке
Неисправен насос
Насос не подает масло в следствии из одной вышеуказанной причины
Неисправен манометр
Большие утечки масла | Изменить направление вращения электродвигателя
Долить масло
Выяснить причину и устранить
- // - // - // -
Заменить манометр
Выяснить причину и устранить | ||
2.3.3. Возможные конструктивные изменения.
В конструкции шпиндельной бабки, можно уменьшить нагрузку на первый вал (которая возникает при ременной передачи от электродвигателя) за счет внедрения дополнительного стакана с подшипниками.
Можно взять другой тип и размер подшипников. Это подтверждено расчетами.
Можно конструктивно уменьшить размеры венцов некоторых подшипников
Стопоры регулировочных гаек (снабженных пружинами) зафиксировать клеем.
Так же было бы целесообразно изменить конструкцию подшипниковых крышек коробки скоростей. С целью уменьшения материалоемкости и сохранения трудоемкости изготовления.
2.3.5. Регулировка узла
Регулировка коробки скоростей производится за счет гидроцилиндра переключения скоростей.
Регулирование I механической ступени.
Переместить шток гидроцилиндра скоростей в крайнее положение от шпиндельной бабки. Ослабить гайки б.к.в сместить его в крайнее положение от шпиндельной бабки. При помощи одной из гаек выставить зазор между торцом б.к.в и шайбой в пределах 0.9...1.1 мм.
Перемещать б.к.в по пазу планки к шпиндельной бабке до появления сигнала в контроллере системы ЧПУ, затем дополнительно сместить б.к.в к шпиндельной бабке на 0.5...1мм.
Затянув вторую гайку. Проверить зазор между торцом б.к.в и шайбой. Произвести переключение скоростей и вернуть шток в исходное положение, контролировать наличие сигнала.
Регулирование II механической ступени.
Переместить шток гидроцилиндра переключения скоростей в крайнее положение к шпиндельной бабке. Ослабить гайки б.к.в и сместить его в крайнее положение к шпиндельной бабке.
При помощи одной из гаек выставить зазор между торцом б.к.в и шайбой в пределах 0.9...1.1 мм
Перемещать б.к.в по пазу планки к шпиндельной бабке до появления сигнала в контроллере системы ЧПУ, затем дополнительно сместить б.к.в к шпиндельной бабке на 0.5...1мм.
Затянув вторую гайку. Проверить зазор между торцом б.к.в и шайбой. Произвести переключение скоростей и вернуть шток в исходное положение, контролировать наличие сигнала.
Похожие работы
... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...


... калибровки и настройки. 4 Нормативные ссылки 4.1 ГОСТ Р 8-82 Станки металлорежущие. Общие требования к испытаниям на точность. 4.2 ГОСТ Р 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров. 4.3 ГОСТ Р 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения. 4.4 ГОСТ Р 12.2.009 ...




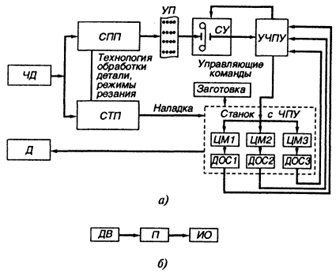
... станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами - индекс Т (например, 16К2Т1). Системы числового программного управления (СЧПУ)-это совокупность специализированных устройств, методов и средств, необходимых для осуществления ЧПУ станками. Устройство ЧПУ (УЧПУ) станками - это часть СЧПУ, выполненная как единое целое с ней и осуществляющая ...

... ограничения max давления в системе либо для подержания постоянного давления. Делят на: - предохранительные - переливные Коммуникационная часть и группа управления сигналами В станках с программным управлением, копировальными устройствами и электрогидравлическими сидящими системами, а так же в промышленных работах применяются дросселирующие распределители, гидроаппаратура с пропорциональным ...
0 комментариев