Навигация
Характеристика типа производства
21126
знаков
11
таблиц
0
изображений
2.2. Характеристика типа производства
В зависимости от уровня концентрации и степени специализации различают три типа производства: массовое, серийное и единичное.
Массовым называется производство, в котором постоянно в течении длительного времени, измеряемого, как правило, годами, изготовляются одновременно в больших количествах одно изделие или очень ограниченная номенклатура продукции. Массовое производство характерно для узкоспециализированных крупных предприятий.
Серийным называется такое производство, в котором изготавливается более широкая номенклатура изделий, причем изделия каждого наименования выпускаются периодически повторяющимися сериями.
Единичным называют производство, в котором изготавливается очень широкая номенклатура продукции в небольших количествах, причем отдельные виды продукции не повторяются в производстве или повторяются через неопределенные промежутки времени. Единичное производство характеризуется невысоким уровнем специализации и концентрации.
В зависимости от типа производства по-разному строятся внутризаводское планирование, учет производства и его организация.
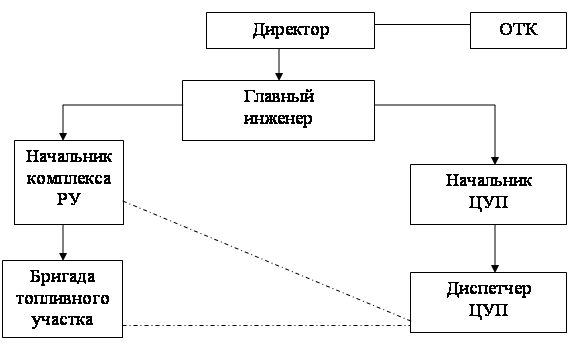
Рассматриваемое нами производство является серийным. Рабочие имеют ограниченную специализацию по группам однородных изделий. В процессе производства применяется специализированное, в значительной степени универсальное оборудование. Оборудование располагается по ходу технологического процесса, чтобы обеспечить кратчайший путь движения изделий в процессе их изготовления. Передача деталей осуществляется с помощью транспортеров, различного рода конвейеров, рольгангов и т.п.
Характеристика и особенности организации поточного производства на предприятии
Поточное производство - это наиболее эффективная форма организации производства по массовому выпуску продукции, которое обеспечивает высокий рост производительности труда, непрерывность производственного процесса и самый высокий уровень качества.
Особенность организации поточного производства на современном этапе является управление большими коллективами людей и динамика развития отраслей промышленного производства, т.е. быстрая заменяемость видов продукции.
При организации поточного производства необходимо учитывать длительность заказа, объем выпуска, определить категорию качества и технический уровень производственных звеньев. В основе поточного производства лежат поточные линии. Поточная линия - это группа рабочих мест, которые расположены в строгой последовательности операций технологического цикла, за которыми закреплены определенные операции.
Наша поточная линия будет являться механизированной одно-предметной многоточной.
Наиболее благоприятные условия для повышения эффективности общественного производства создаются при использовании таких форм его организации, как специализация, кооперирование, концентрация и комбинирование.
Специализация представляет собой сосредоточение производства однородной продукции в отдельных отраслях, в определенных объединениях, предприятиях или в цехах, которые выпускают изделия одного вида или ограниченное число видов одно-
родных изделий.
На нашем предприятии введена внутризаводская специализация, выражающаяся в закреплении за цехами, участками, рабочими местами изготовления определенных видов продукции или выполнения отдельных стадий технологического процесса.
При организации производственных участков в условиях потока большое значение имеет правильный выбор транспортных средств; самыми эффективными транспортными средствами являются конвейеры.
Существуют три вида конвейеров: непрерывный, пульсирующий и распределительный. В нашем производстве будет использоваться пульсирующий конвейер. Пульсирующий конвейер характеризуется тем, что изделие снимается с линии и его обработка производится на рабочем месте, затем изделие возвращается на линию, которая осуществляет его транспортировку на другое рабочее место. Условием работы данной линии является равенство такта сумме времени обработки детали и времени транспортировки. На нашей линии придется комбинировать использование пульсирующего конвейера с ручной передачей изделий с одного рабочего места на другое, т.к. имеем слишком большой разброс значений времени обработки изделия на различных этапах производственного цикла.
Для организации поточного производства во времени применяется три вида движения предметов труда: последовательный, параллельный и смешанный.
Последовательный вид движения предметов труда имеет максимальное время сборки и, как следствие, самую высокую себестоимость.
Параллельный вид движений предметов труда имеет минимальное время сборки всех видов движения предметов труда, но требует обязательной кратности времени обработки изделия на всех операциях, а лучше равенства. Себестоимость минимальна.
Смешанный вид движения предметов труда имеет среднее время сборки изделия по сравнению с параллельным и последовательным видами и среднее значение себестоимости. При этом виде детали могут передаваться как поштучно, так и сериями или партиями, что исключает недостатки по длительности сборки и перезагрузке или недозагрузке рабочих мест, которые характерны для первых двух видов.
РАСЧЕТНАЯ ЧАСТЬ
Исходные данные
Годовой объем выпуска продукции 80 000 шт.
Режим работы 1 смена.
Коэффициент выполнения норм 1, 16
Процент простоя 4 %
Цеховые расходы 160 %
Общезаводские расходы 80 %
Внепроизводственные расходы 15 %
Отчисления на социальное страхование 43 %
Расчет технико-экономических показателей участка сборки
Время выполнения одной операции:
tшт опер = Нв · n (3.2.1)
где, Нв - норма времени;
n - количество деталей.
Общее время выполнение операции:
tшт кал. = tшт опер · 1,09 · 1,25 (3.2.2)
Технологическая карта сборки предоставлена в таблице 1.
Таблица 1.
| № | Вид операции | Техн. оснастка | Кол дет | Раз-ряд | tшт опер, мин. | tшт кал, мин. |
| 1. | Визуальный контроль ПП | лупа | 1 | 1 | 2,85 | 3,88 |
| 2. | Визуальный контроль ЭРЭ | лупа | 23 | 1 | 4,60 | 6,26 |
| 3. | Подготовка резисторов | пинцет | 11 | 2 | 3,30 | 4,49 |
| 4. | Установка резисторов | пинцет | 11 | 2 | 5,72 | 7,79 |
| 5. | Пайка резисторов | паяльник | 11 | 3 | 4,40 | 6,00 |
| 6. | Подготовка конденсаторов | пинцет | 3 | 2 | 1,62 | 2,20 |
| 7. | Установка конденсаторов | пинцет | 3 | 2 | 1,98 | 2,69 |
| 8. | Пайка конденсаторов | паяльник | 3 | 4 | 2,22 | 3,02 |
| 9. | Подготовка транзисторов | пинцет | 9 | 2 | 6,21 | 8,46 |
| Таблица 1, продолжение. | ||||||
| 10. | Установка транзисторов | пинцет | 9 | 2 | 10,17 | 13,85 |
| 11. | Пайка транзисторов | паяльник | 9 | 4 | 6,48 | 8,83 |
| 12. | Визуальный контроль мест паек | лупа | 1 | 4 | 4,40 | 5,99 |
| 13. | Промывка | 1 | 1 | 0,46 | 0,62 | |
| 14. | Покрытие платы лаком | кисть | 1 | 2 | 2,80 | 3,81 |
| 15. | Сушка платы | суш.шка | 1 | 2 | 1,00 | 1,36 |
| 16. | Электрический контроль на стенде | стенд | 1 | 4 | 0,15 | 0,20 |
| Итого : | 79,45 | |||||
Действительный фонд времени:
Fд = (Fк - (П + В)) · Fсм · m · (1 - а/100) (3.2.3)
где, Fк - календарный фонд времени;
П - праздничные дни;
В - выходные дни;
Fсм - длительность смены;
m - количество смен;
а - процент простоя.
Такт потока:
r = Fд / ВПгод (3.2.4)
где, ВПгод - выпуск продукции годовой.
Основные параметры поточной линии:
Календарный фонд времени : 365 дней
Праздничные дни : 9 дней
Выходные дни : 104 дня
Длительность смены : 8 часов
Действительный фонд времени : 1935,36 часов
Такт потока : 1,45 минут
Рабочие места рассчитанные:
РМ рас = tшт кал / r (3.2.5)
Рабочие места принятые определяются округлением расчетных мест рассчитанных в сторону большего числа.
Коэффициент загрузки:
КЗ = РМ рас / РМ пр (3.2.6)
Технологическая карта сборки до совмещения рабочих мест представлена в таблице 2.
Таблица 2.
| № | tшт кал,мин. | РМ рас | РМ пр | К з |
| 1. | 3,88 | 2,67 | 3 | 0,89 |
| 2. | 6,26 | 4,31 | 5 | 0,86 |
| 3. | 4,49 | 3,09 | 3 | 1,03 |
| 4. | 7,79 | 5,37 | 6 | 0,90 |
| 5. | 6,00 | 4,13 | 5 | 0,83 |
| 6. | 2,20 | 1,52 | 2 | 0,76 |
| 7. | 2,69 | 1,85 | 2 | 0,93 |
| 8. | 3,02 | 2,08 | 2 | 1,04 |
| 9. | 8,46 | 5,83 | 6 | 0,97 |
| 10. | 13,85 | 9,54 | 10 | 0,95 |
| 11. | 8,83 | 6,08 | 6 | 1,01 |
| 12. | 5,99 | 4,13 | 5 | 0,83 |
| 13. | 0,62 | 0,43 | 1 | 0,43 |
| 14. | 3,81 | 2,62 | 3 | 0,87 |
| 15. | 1,36 | 0,94 | 1 | 0,94 |
| 16. | 0,20 | 0,14 | 1 | 0,14 |
Сумма принятых рабочих мест до совмещения : 61
Средний коэффициент загрузки до совмещения : 0,89
Технологическая карта сборки после совмещения рабочих мест отсутствует, т.к. коэффициент загрузки практически во всех операциях близок к единице и совмещение операций привело бы к перезагрузке рабочих мест.
Выпуск продукции фактический:
ВП ф = ( / tшт кал) · РМ пр · m · 21 · 12 (3.2.7)
где, tшт кал - сумма времени выполнения операции.
Коэффициент выполнения норм:
К вп = ВП ф / ВП г (3.2.8)
гле, ВП г - годовой объем выпуска продукции
Скорость движения линии:
v = l / r (3.2.9)
где, l - шаг конвейера.
Длина рабочей части конвейера:
L = l · РМ пр (3.2.10)
где, РМ пр - сумма рабочих мест принятых.
Длительность сборки:
Т общ = r · РМ пр (3.2.11)
Характеристики конвейера:
Скорость конвейера : 1,38 м/мин.
Длина рабочей части конвейера : 122 м.
Длительность сборки : 88,45 мин.
3.3. Расчет численности всех категорий рабочих
Число рабочих дней в году:
Чрд год = Fк - (П + В) - Дн (3.3.1)
где, Дн - дни невыхода на работу по уважительной причине.
Полезный фонд времени одного рабочего:
Fпол = Чрд год · Fсм (3.3.2)
Структура годового действительного полезного фонда времени одного рабочего представлена в таблице 3.
Таблица 3.
| № | Состав рабочего времени | Значение |
| 1. | Календарный фонд времени | 365 дней |
| 2. | Количество нерабочих дней | 113 дней |
| 3. | Количество календарных рабочих дней | 252 дней |
| 4. | Неявки на работу всего в днях | 36,6 дня |
| 5. | Число рабочих дней в году | 215,4 дней |
| 6. | Средняя продолжительность рабочего дня | 8 часов |
| 7. | Полезный фонд времени 1 рабочего | 1723, 2 часа |
Трудоемкость изделия:
Т изд = t шт / 60 (3.3.3)
Трудоемкость программы:
Тч = ( t шт · ВП год) / К вн (3.3.4)
Количество основных рабочих:
N осн. р. = Тч / Fпол (3.3.5)
Численность основных рабочих по разрядам приведена в таблице 4.
Таблица 4.
| Разр | Т изд , н/час | Тч, н/час | Процент выработки | Fпол 1 раб. , ч | N осн. р , чел |
| 1 | 0,179 | 12344,83 | 116% | 1723,2 | 7 |
| 2 | 0,744 | 51310,34 | 116% | 1723,2 | 30 |
| Таблица 4, продолжение | |||||
| 3. | 0,100 | 6896,55 | 116% | 1723,2 | 4 |
| 4. | 0,301 | 20758,62 | 116% | 1723,2 | 12 |
| Итог | 1,32 | 91310,34 | 53 | ||
Средний разряд : 2,50
Вспомогательные рабочие и ИТР:
Процент вспомогательных рабочих от основных : 13%
Процент ИТР от суммы основных и вспомогательных : 8%
Вспомогательных рабочих : 7 чел.
ИТР : 5 чел.
СОДЕРЖАНИЕ
Лист
Введение. 2
Организационная часть. 3
Характеристика изделия. 3
Характеристика типа производства. 3
Характеристика и особенности организации
поточного производства на предприятии. 4
Расчетная часть. 6
Исходные данные. 6
Расчет технико-экономических показателей
участка сборки. 6
Расчет численности всех категорий рабочих. 9
Экономическая часть. 11
Расчет фонда заработной платы. 11
Расчет себестоимости изделия. 13
Заключение. 15
Литература.
Приложение
Лист 1 схема электрическая принципиальная.
Лист 2 перечень элементов.
Лист 3 график загрузки.
Похожие работы
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...
... внимание уделяется разработке, освоению, внедрению новых материалов, экономии топливно-энергетических ресурсов, испытаний агрегатов. В данном курсовом проекте мы исследуем цех топливной аппаратуры для АТП состоящего из 50 автомобилей КамАЗ-53215, производим расчет производственной программы, проводим анализ работ по ТБ и охране труда при ремонте системы питания автомобилей КамАЗ-53215 в условиях ...

... работ представляется в таблице 34. Вид работ % Число рабочих расчетное принятое Ремонт и обслуживание технологического оборудования, оснастки и инструмента 25 5 5 Ремонт и обслуживание инженерного оборудования, сетей и коммуникаций 20 4 4 Перегон автомобилей 10 2 2 Приемка, хранение и выдача материальных ценностей 20 4 4 Уборка производственных помещений и территории 15 ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев