Навигация
Расчет стекловаренного цеха
120337
знаков
27
таблиц
10
изображений
Міністерство освіти і науки України
Український державний хіміко – технологічний
Університет
Кафедра хімічної технології
кераміки та скла
КУРСОВИЙ ПРОЕКТ
Тема: Проект цеху пляшкового коричневого
скла для сувенірної продукції
Виконав: студент групи 4-ТС-73 Огурцов Максим В’ячеславович
Перевірив: доцент каф. ХТКС Максимович Світлана Іллівна
Дніпропетровськ
2003 р.
Реферат
Аркушів 57 Таблиць 52 Рисунків 13
Курсова робота містить 7 розділів. У вступі розглянуто положення скляної тари на споживчому ринку, її переваги та недоліки. Розділ 1 містить характеристику та асортимент продукції стандарти на продукцію. В розділі 2 розглянуто сировинну базу підприємства, основні природні та штучні джерела отримання необхідних оксидів, наведені вимоги стандартів. Третій розділ присвячений опису технологічної схеми виробництва пляшок, підготовка сировини, її обробка, виготовлення шихти, вимоги до неї. У розділі 3 наведено технологічну схему виробництва пляшок. В розділі 4 детально розглянута технологія виготовлення склотари, а саме: процеси та стадії підготовки та обробки сировини, скловаріння, виробки скломаси, формування та відпалу виробів визначено необхідне для цього технологічне устаткування: - обладнання для обробки сировини, завантажувачі шихти, скловарна піч , живильники, склоформуючі машини, печі відпалу, а також контроль якості та пакування виробів. Розрахунок матеріального балансу міститься у розділі 5. Розділ 6 містить інформацію про контроль якості продукції. У 7 розділі наведено вибір, розрахунки та технічна характеристика устаткування.
КЛЮЧОВІ СЛОВА: СКЛО, ТАРА, ПЛЯШКИ, СИРОВИНА, ПІСОК, КАОЛІН, КРЕЙДА, ДОЛОМІТ, СОДА, СУЛЬФАТ НАТРІЮ, ШИХТА, ПІЧ, ВАРІННЯ, СКЛОМАСА, ФОРМУВАННЯ, ВИРОБИ, ВІДПАЛ, ЯКІСТЬ, СКЛАД, ГРЕЙФЕРНИЙ КРАН, БУНКЕР, СТРІЧКОВИЙ КОНВЕЄР, ЕЛЕВАТОР, ЩОКОВА ДРОБАРКА, МОЛОТКОВА ДРОБАРКА.
Зміст
Вступ 8
1.Асортимент та характеристика виробів. Вимоги стандарту 9
2.Характеристика сировини 11
2.1. Сировинні матеріали для введення SiO2 12
2.2. Сировинні матеріали для введення Al2O3 12
2.3. Сировинні матеріали для ведення оксидів лужноземельних металів 13
2.4. Сировинні матеріали для ведення оксидів лужних металів 14
2.5. Склобій 14
3. Технологічна схема виробництва 15
4. Опис технологічного та фізико – хімічних основ процесу 16
4.1. Складування та зберігання сировини 16
4.2. Оброблення сировинних матеріалів 16
4.2.1. Лінія підготовки піску 17
4.2.2. Лінія підготовки доломіту 17
4.2.3. Лінія підготовки соди та сульфату натрію 18
4.2.4. Лінія підготовки склобою 18
4.2.5. Підготовка інших матеріалів 18
4.3. Дозування компонентів та змішування шихти 18
4.4. Завантаження шихти та склобою у скловарну піч 19
4.5. Варіння скломаси 19
4.6. Підготовка скломаси до формування 22
4.7. Формування скловиробів 23
4.8. Відпал виробів 24
4.9. Нанесення захисного покриття 25
4.10. Контроль якості виробів 26
4.11. Пакування готових виробів 26
4.12. Внутрішньозаводське транспортування готових виробів 27
4.13. Складування готових виробів 27
5. Матеріальний баланс виробництва 27
5.1. Розрахунок виробничої програми 27
5.2. Визначення загальних технологічних показників цеху, що проектується 27
5.3. Розрахунок шихти 30
5.3.1. Розрахунок необхідної кількості соди та сульфату натрію 31
5.3.2. Розрахунок необхідної кількості вугілля 31
5.3.3. Розрахунок вигоряння шихти 32
6. Контролювання якості виробів 34
7. Вибір, розрахунок, технічна характеристика устаткування 35
7.1. Розрахунок складу сировини 35
7.2. Розрахунок грейферного крану 35
7.3. Лінія піску 36
7.3.1. Розрахунок бункеру 36
7.3.2. Вибір лоткового живильника 37
7.3.3. Розрахунок стрічкового конвеєру 37
7.3.4. Розрахунок сушильного барабану 39
7.3.5. Вибір стрічкового конвеєру 40
7.3.6. Вибір сита 40
7.3.7. Розрахунок елеватора 41
7.3.8. Вибір стрічкового конвеєру 42
7.3.9. Вибір електромагнітного сепаратора 42
7.3.10. Розрахунок бункера вагової лінії 42
7.3.11. Вибір лоткового живильника 42
7.3.12. Вибір змішувача шихти 42
7.3.13. Вибір автоматичних терезів 43
7.4. Лінія каоліну 43
7.4.1. Розрахунок бункеру 43
7.4.2. Вибір лоткового живильника 43
7.4.3. Вибір стрічкового конвеєру 42
7.4.4. Вибір елеватора 44
7.4.5. Вибір сита 44
7.4.6. Розрахунок бункера вагової лінії 44
7.4.7. Вибір лоткового живильника 44
7.4.8. Вибір автоматичних терезів 44
7.5. Лінія доломіту 45
7.5.1. Вибір бункеру 45 7.5.2. Вибір лоткового живильника 45 7.5.3. Розрахунок щокової дробарки 45
7.5.4. Вибір стрічкового конвеєру 46
7.5.5. Вибір елеватора 46
7.5.6. Вибір сушильного барабану 46
7.5.7. Вибір стрічкового конвеєру 46
7.5.8. Розрахунок молоткової дробарки 47
7.5.9. Вибір стрічкового конвеєру 47
7.5.10. Вибір сита 47
7.5.11. Вибір елеватора 47
7.5.12. Вибір електромагнітного сепаратора 48
7.5.13.Розрахунок бункера вагової лінії 48
7.5.14. Вибір лоткового живильника 48
7.5.15. Вибір автоматичних терезів 48
7.6. Лінія соди 48
7.6.1. Вибір бункеру 48
7.6.2. Вибір лоткового живильника 49
7.6.3. Вибір стрічкового конвеєру 49
7.6.4. Вибір елеватора 49
7.6.5. Вибір сита 49
7.6.6. Вибір дробарки 49
7.6.7. Розрахунок бункера вагової лінії 50
7.6.8. Вибір лоткового живильника 50
7.6.9. Вибір автоматичних терезів 50
7.7. Лінія сульфату натрію 50
7.7.1. Розрахунок бункеру зберігання 50
7.7.2. Вибір лоткового живильника 50
7.7.3. Вибір стрічкового конвеєру 51
7.7.4. Вибір елеватора 51
7.7.5. Вибір сита 51
7.7.6. Вибір дробарки 51
7.7.7. Розрахунок бункера вагової лінії 5
7.7.8. Вибір лоткового живильника 52
7.7.9. Вибір автоматичних терезів 52
7.8. Лінія крейди 52
7.8.1. Розрахунок бункеру зберігання 52
7.8.2. Вибір лоткового живильника 52
7.8.3. Вибір стрічкового конвеєру 52
7.8.4. Вибір елеватора 53
7.8.5. Вибір сита 53
7.8.6. Розрахунок бункера вагової лінії 53
7.8.7. Вибір лоткового живильника 53
7.8.8. Вибір автоматичних терезів 53
7.9. Лінія вугілля 54
7.9.1. Розрахунок бункеру зберігання 54
7.9.2. Вибір лоткового живильника 54
7.9.3. Вибір стрічкового конвеєру 54
7.9.4. Вибір сита 54
7.9.5. вибір елеватора 54
7.9.6. Розрахунок бункера вагової лінії 54
7.9.7. Вибір лоткового живильника 55
7.9.8. Вибір автоматичних терезів 55
7.10.Лінія склобою 55
7.10.1. Розрахунок бункерів зберігання 55
7.10.2. Вибір лоткового живильника 55
7.10.3. Вибір щокової дробарки 55
7.10.4. Вибір стрічкового конвеєру 56
7.10.5. Вибір елеватора 56
7.10.6. Вибір електромагнітного сепаратора 56
7.10.7. Розрахунок бункера вагової лінії 56
7.10.8. Вибір лоткового живильника 56
7.10.9. Вибір мірного бункеру 56
Література
ВСТУП
„Склом називають всі аморфні тіла, одержані шляхом переохолодження розплаву, незалежно від їх хімічного складу і температурної ділянки твердіння. Внаслідок поступового підвищення в‘язкості вони набувають властивості твердих тіл, при цьому процес переходу з рідкого становища у склоподібне повинен бути зворотнім.”
Скло – штучний матеріал який має такі властивості, як прозорість. Твердість хімічна стійкість, термостійкість. Крім того скло має властивості, які залежать від його прозорості. Завдяки цьому скло широко використовують майже у всіх галузях техніки, медицині, у наукових дослідженнях , та у побуті.
Скло отримують шляхом термічної обробки шихти, яка є сумішшю природних або штучних сировинних матеріалів. Шихту завантажують у піч, і при визначеній температурі та витримці, отримують розплав – скломасу. При охолодженні скломаси в‘язкість її зростає, що надає можливість формувати вироби шляхом видування, прокатки, витягування, пресування чи пресовидування.
В залежності від практичного використання скляних виробів змінюється хімічний склад скла, форма, розміри, та спосіб їх виготовлення.
Сучасна скляна промисловість виготовляє найрізноманітніші вироби – промислове та побутове листове скло, скляні труби і ізолятори, медичне та парфумерне скло, тарне та сортове скло, піноскло, скловолокно, ситали та інше.
Тарне скло займає досить велику частку від загального об‘єму продукції, що виготовляють скляні заводи. Це відбувається тому, що тарне скло використовується для фасування зберігання та транспортування різноманітних рідких пастоподібних та твердих продуктів.
Перевагами скляної тари, що обумовлюють широке її використання у різноманітних галузях промисловості та в побуті є: гігієнічність, прозорість, можливість виготовлення тари різноманітних розмірів та форми, можливість герметичного закривання та багаторазового використання, доступна ціна.
Скло не виділяє шкідливих речовин, не має запаху, забезпечує тривале зберігання продуктів, добре миється та дезінфікується, легко утилізується, має добрі декоративні можливості. Крім того, скляна промисловість забезпечена найбагатшими сировинними ресурсами.
1. Асортимент та характеристика виробівСкляну тару класифікують:
по розміру шийки;
по кольору скла;
по типу шийки;
по призначенню.
По розміру шийки розрізняють вироби з вузькою шийкою ( внутрішній діаметр горличка менше ніж 30 мм ) і вироби з широкою шийкою ( внутрішній діаметр горличка більше ніж 30 мм).
Тара з вузькою шийкою використовується, як правило для розливу, зберігання і транспортування вин (в тому числі й шампанських), лікеро – горілчаної продукції, пива, безалкогольних напоїв, мінеральних вод, соків. Виготовляють вироби з вузькою шийкою місткістю від 50 до 1000 мл. В разі виникнення потреби можливе виготовлення тари з вузькою шийкою іншої місткості, ніж вказані. Для виготовлення використовують безкольорове, напівбіле, темно – зелене, і жовтогаряче скло. В пляшках виготовлених з безкольорового скла припускається слабкі кольорові відтінки: зеленуватий, блакитний, жовтуватий та сіруватий. В пляшках виготовлених з напівбілого скла припускаються зелені, блакитні і жовтуваті відтінки. Тара з широкою шийкою використовується для розфасовування, зберігання та транспортування рідких, пастоподібних та твердих речовин. Широко використовується у харчовій та хімічній промисловості. Виготовляють вироби з широкою шийкою місткістю 500,700,1000,1500,2000,3000,5000 мл, а також місткістю 10, 15, 20 літрів. Для виготування тари з широкою шийкою використовують безкольорове та напівбіле скло.
Пляшка – це споживча тара, найчастіше - циліндричної форми, з плескуватим або увігнутим дном, зі звуженою шийкою, діаметр якої значно менше ніж діаметр корпуса
Пляшки для харчових продуктів виготовляють великими партіями, якщо виготовляються стандартні серійні вироби. Найчастіше вони є багато обертовими, тобто, багато разів проходять цикл використання: розфасовка, зберігання продукту, продаж продукту, повернення тари на повторне використання. Цей цикл проходить між підприємствами харчової промисловості та торговими організаціями. Скляні пляшки призначені для харчових рідких продуктів відповідають ДСТу 10117-91
Таблиця 1.1 – типи, основні параметри і розміри скляних пляшок для харчових рідин [1]
| тип пляшки | колір скла пляшки | номінальна місткість, см3 | тип вінчику горловини |
| І | Зелений, коричневий напівбілий, безкольоровий | 700, 200 | К |
| ІІ | Зелений, безкольоровий | 740, 400 | Ш або КПШ |
| ІІІ | Безкольоровий | 500, 200, 100 | К К А або В1 |
| ІV | Безкольоровий, напівбілий | 500, 250 | К |
| V | Безкольоровий | 330 | КП |
| VI | Коричневий | 700 | В |
| VII | Безкольоровий, напівбілий, зелений | 775 | КП або В |
| ІХ | Безкольоровий, напівбілий, зелений, коричневий | 544 | К або В |
| Xа | Безкольоровий, напівбілий, зелений, коричневий | 500 | КП |
| Xб | Зелений, коричневий | 330 | КП |
| XI | Безкольоровий, напівбілий, коричневий | 200 | КП |
| XII | Безкольоровий, зелений, | 750, 500 | К або В |
| XIII | Безкольоровий, | 750 | В |
Таблиця 1.2 – параметри пляшки типу ІІІ [1]
| місткість, см3 | Розміри, мм | ||||||||||||
| Номінальна | повна | Н | D | D1 | h1 | h2 | h3 | h4 | d | d0 | R1 | R2 | Маса , г |
| 500 | 535±10 | 278±2 | 68,5±1,5 | 46 | 150 | 5 | 74 | 23 | 33 | 25.5 | 55 | 50 | 430 |
| 250 | 270±10 | 219,5±1,5 | 55±1 | 35 | 114 | 3 | 56 | 20 | 28 | 25.5 | 52 | 55 | 260 |
а) б)
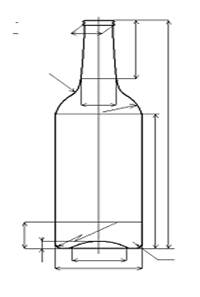
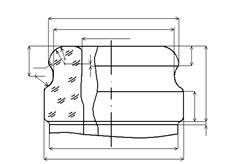
а – пляшка для харчових рідин типу ІІІ;
б – стандартний тип вінчику для пляшки типу ІІІ.
Рисунок 1.1. – пляшка типу ІІІ
Вимоги стандартуСтандарти визначають тип, розміри виробів, технічні умови виробництва та методи випробувань. Вимоги стандартів нерозривно пов’язані з можливостями промисловості, та потребами споживачів – харчової та хімічної промисловості. Так випуск склотари стандартних розмірів дозволяє використовувати універсальні фасувальні машини, машини для закупорки пляшок та банок. Було з’ясовано, що банки, які розколюються або тріскаються по швах при закупорці мають відхилення від встановлених стандартом меж. Розміри тари повинні враховуватися машинобудівниками при проектуванні склоформуючих машин і обладнання харчових виробництв, при використанні склотари на підприємствах харчової промисловості і у торгівлі. Таким чином, стандартизація склотари має міжгалузевий характер.
Розміри склотари різноманітні. Для пива, мінеральних вод, безалкогольних напоїв і соків використовують пляшки різної форми. Вони відрізняються граничними максимальними розмірами (по діаметру корпуса та по висоті) показниками номінальної і повної місткості і ваги. Пляшки для харчових рідин випускають за вимогами ДСТу – 21-6-74 , ДСТу 10117-91, ТУ - 21-23-45-74, ТУ - 21-23-49-74, ТУ – 18-23-13-74, ТУ - 21-23-68-75, ТУ - 21-23-10.63-75, та іншим галузевим стандартам і технічним умовам.
Технічні умови і методи випробування скляних пляшок визначаються ДСТу – 13906-68 „Пляшки для харчових рідин. Технічні умови”, ДСТ – 21-6-74 „ пляшки для горілки, лікеро-горілчаних виробів і шампанських вин, що постачаються на експорт, стандартом СЕВ „Банки і пляшки скляні для консервів. Технічні умови”.
Пляшки класифікують за призначенням у стандартах, що визначають їх тип і розмір.
Скло для пляшок повинно бути прозорим і мати той колір, який визначений стандартом. В пляшках із безбарвного скла припускаються слабкі кольорові відтінки: зеленуватий, блакитний, жовтий. Забарвлені пляшки можуть мати слабкі відмінності по кольору за рахунок різнотовщинності стінок та дна пляшки. Оцінка кольору може проводитися по еталонам, що узгодження між постачальником та покупцем.
Дефекти скла пляшок.
На поверхні і у товщі скла не допускаються: звилина, яка відчувається на дотик; прохідні посічки; приливи скла; ріжучі шви і задирки; щербини і відколи; частки закристалізованого скла; сторонні включення, які мають навколо себе посічки та тріщини або навколо яких вони можуть виникати при легкому постукуванні по включенням металевим стрижнем; відкриті бульбашки та бульбашки, які можна продавити всіх розмірів; лужні бульбашки, які вкриті зсередини білуватим нальотом; плями змащення форм, що не змиваються; „мошка» у вигляді скупчень.
Дефекти виробки.
Не допускаються на зовнішній поверхні пляшок різко виражені: зморшки, покованість поверхні, потертості, сліди відрізу ножицями і подвійні шви. Поверхня повинна бути гладкою. На внутрішній поверхні пляшки допускається незначна хвилястість, яка непомітна при заповненні пляшки водою.
Якість відпалу.
Якість відпалу, яка оцінюється по кількості залишкових внутрішніх напружень та по їх розподіленні у виробі, визначає експлуатаційну надійність скляної тари. Поганий відпал приводить до зниження термостійкості і механічної міцності тари, а часто до її самовільного руйнування без зовнішнього впливу.
Термостійкість.
Скляні пляшки повинні витримувати перепади температури, які виникають підчас використання. Склотара повинна втримувати перепади температур до 45-600.
Хімічна стійкість.
Показники водостійкості пляшок, при дослідженні поверхні пляшок методом вилужування поверхні, не повинні перевищувати зазначених в ДСТ 13906-68. Склад тарного скла загального призначення відносяться по хімічній стійкості до ІІІ гідролітичного класу; скло до якого пред’являються підвищенні вимоги, відносяться до ІІ гідролітичного класу. Скло медичного призначення звичайно відноситься до І гідролітичного класу.
Прозорість скла споживчої тари оцінюється у більшості стандартів тільки якісно.
В ряді вимог, що висуваються до склотари з точки зору якості її виробки особливе значення мають вимоги до точності виконання геометричних розмірів. При чому точними розмірами повинні бути ті, від яких залежить робота миючих машин та машин для наповнення та закупорки.
Стандарти які діють на території СНД відрізняються від діючих у Європі.
2. Характеристика сировиниСкляна тара має різноманітне призначення, тому до скла, з якого вона виготовляється пред’являються певні вимоги. Комплекс фізико – хімічних властивостей, необхідних для склотари, задовольняється, в основному при використанні скла лужносилікатного складу. Окремі види склотари медичного призначення виготовляють з боросилікатного скла.
Склад тарного скла призначеного для механізованого вироблення масових виробів, по вмісту основних компонентів можна вважати стабілізованим. Деякі відмінності складів скла пов’язані з видом склотари, способом її виготовлення та призначенням. Можливим є застосування добавок деяких оксидів або зміна їх сполучення для поліпшення експлуатаційних і технологічних властивостей скла.
Основні оксиди, що утворюють скло (при виготовленні тари), містяться в ньому в наступних кількостях, (мас. %)
Таблиця 2.1 – хімічний склад забарвленого скла[3].
| SiO2 | Al2O3 | Fe2O3 | СаО+MgО | Na2O | SO3 | Cr2O3 | |
| зелене | 71,2 | 1,8 | 0,3 | 12,2 | 14,2 | 0,3 | 0,15 |
| оливкове | 71,2 | 1,8 | 0,3 | 12,2 | 14,2 | 0,3 | 0,1 |
| коричневе | 71,2 | 2,8 | 0,5 | 11 | 14,2 | 0,3 | 0 |
| відхилення, % | ±0,5 | ±0,5 | ±0,04 | ±0,2 | ±0,2 | ±0,02 | ±0,02 |
Вміст лужних оксидів збільшується при виробленні на видувних автоматичних машинах дрібної склотари місткістю до 200 мл, а також склотари з дрібною різьбою на горлі під гвинтовий ковпачок.
Іноді при формуванні вузькогорлої склотари зменшують вміст MgO до 0,8 – 1,5%. Зменшення вмісту MgO до 0,8 – 1,5% у складі скла знижує схильність скломаси до кристалізації в температурному інтервалі формування, що особливо відчувається в складі скла з підвищеним вмістом Al2O3.
При варінні безкольорового скла доречно замінити частину Na2O (до 3%) на К2О, що широко використовується на провідних підприємствах. Це утворює у склі ефект двох лугів, який дозволяє отримати підвищення хімічної стійкості скла та поліпшити технологічні властивості при підвищеному вмісті лужних оксидів.
2.1. Сировинні матеріали для введення SiO2.Кварцовий пісок.
Кварцовий пісок являється основним матеріалом для введення в скло SiO2. Якість кварцового піска визначається вмістом в ньому кремнезему та домішок. Кварцові піски високої якості повинні містити 99 – 99,8% кремнезему та 1 – 0,2% домішок. Звичайно в кварцовому піску міститься домішки різноманітних мінералів: магнезиту, польового шпату, каоліну, карбонатів кальцію, магнію та ін. Для безкольорового скла найбільш шкідливими домішками є сполучення заліза, які фарбують скло в зелений або жовтий колір. При температурах варіння скла стійкими є дві форми: Fe2O3 та FeO, при чому, їх вплив на колір скла різний. Fe2O3 надає склу жовтого кольору, а FeO надає синій. Інтенсивність відтінку, який надає двохвалентне залізо у 15 більше ніж трьохвалентне, а причиною появи зеленого кольору є те, що у склі одночасно можуть існувати обидві оксидні форми. В залежності від того, яка форма переважає скло набуває відповідного жовтувато зеленого, або синювато зеленого кольору Крім сполучень заліза пісок може містити наступні фарбуючи оксиди: Cr2O3 та ТІО2.
У виробництві різноманітних видів склотари дозволяється вміст оксидів заліза в піску (в%):для безкольорової склотари до 0,1 для напівбілої склотари до 0,3. Для виробництва склотари, особливо пофарбованої в зелений колір, вміст оксидів заліза не нормується та у зв’язку з цим часто використовуються піски, видобуток яких можна організувати неподалік від скляного заводу. Розміри зерен піску, та особливо кількісне відношення зерен по розмірам, дуже важливо враховувати при варінні скла. У випадку використання однорідних за розмірами зерен піску досягається рівномірне їх розчинення з утворенням гомогенного розплаву. У виробництві склотари бажано вживати такі кварцові піски, в яких вміст фракції розміром 0,2 – 0,5мм складає 85-90%. Бажано вживати дрібний, з гострокутною формою зерен, пісок тому, що в цьому разі значно підвищується швидкість розчинення завдяки збільшенню реакційної поверхні. Це в свою чергу прискорює процес варіння.
Хімічний склад піску(мас. %):
SiO2 – 98,64;
Al2O3 – 0,44;
Fe2O3 – 0,65;
в.п.п. – 0,21;
важка фракція – 0,54.
Пісок відповідає ДСТу 22551-77.
2.2. Сировинні матеріали для введення Al2O3.Додавання Al2O3 в певних кількостях у склад скла сприяє зниженню КТР скла, підвищує механічну та термічну витривалість, поліпшує кристалізаційні властивості. АІ2О3 вводять у склад скла за допомогою технічного оксиду алюмінію, гідрооксиду алюмінію, польових шпатів, каолінів та ін. Крім того можна застосовувати відходи гірничо-збагачувальних фабрик, полевошпатного та нефелінового концентратів. Для введення АІ2О3 також використовують пегматити.
Пегматити уявляють собою природну суміш польових шпатів та оксиду кременю. Вміст оксиду алюмінію в них може досягати 20-22%. У вигляді супутніх домішок у пегматитах зустрічаються оксиди заліза, лужноземельних металів, титану. На різницю від польових шпатів, в пегматитах оксиди заліза містяться у вигляді крупнокристалічних включень, і легше піддаються відділенню від основної породи. Al2O3 вводимо каоліном, що відповідає ДСТу 19609,0-89.
Каолін має наступний хімічний склад(мас. %):
Al2O3 – 36,7;
Fe2O3 – 0,52;
CaO – 1,18;
MgO – 0;
SiO2 – 46,35;
в.п.п. – 14,74;
волога – 0,51.
2.3. Сировинні матеріали для ведення оксидів лужноземельних металівМатеріали, що утримують кальцій.
Оксид кальцію прискорює реакції силікатоутворення, сприяє полегшенню варіння та освітлення, поліпшує виробку скломаси, підвищує його хімічну стійкість.
Оксид кальцію вводять у скло за допомогою вуглекислих солей CaO –1,18, MgO -0, які містять 56% СаО та 44% СО2. на підприємствах використовують мінеральні різновиди вуглекислого кальцію. Серед них крейда, вапняк, мармур та вапняковий шпат. В цих мінералах міститься до 90-98% СаСО3,а все інше –домішки.
Оксид кальцію вводимо крейдою, хімічний склад якої відповідає ДСТу 12085-88.
Крейда Слав’янського родовища має наступний хімічний склад(мас. %):
ΣСаСО3*MgСО3 – 96,55;
СаСО3 – 95,51;
MgСО3 – 1,04;
Fe2O3 – 0,03;
волога – 0,07.
Крейда Бєлгородського родовища:
ΣСаСО3*MgСО3 – 96,65;
СаСО3 – 95,65;
MgСО3 – 1,00;
Fe2O3 – 0,02;
волога – 0,08.
Матеріали, що утримують магній.
Оксид магнію сприяє поліпшенню кристалізаційних властивостей скла, зниженню КТР, підвищенню механічної витривалості. При одночасному введенні Al2O3 та MgO поліпшується вироблення скла, підвищується його хімічна стійкість. В якості сировини для введення MgO звичайно використовують доломіт - СаСО3*MgСО3– природній подвійний карбонат кальцію та магнію. Доломіт це гірська порода, тому крім СаСО3 і MgСО3 уній містяться домішки SiO2, Al2O3, Fe2O3. в залежності від виду та концентрації домішок, доломіт може набувати жовтого, бурого або сірого кольору. Припустимий вміст оксидів заліза, при виготовленні тарного скла, складає не більше ніж 0,05%
У чистому вигляді доломіт містить 30,4% CaO, 21,9 MgO та 47,7% СO2. Природні доломіти завжди містять домішки піску, глинозему і заліза. Тому постійність складу та мінімальний вміст шкідливих домішок має дуже важливе значення при виготовленні безбарвної тари. У якості матеріалів за допомогою яких можна ввести MgO іноді використовують ( за умови постійності хімічного складу ) магнезит MgСО3, доломітизований вапняк та ін. MgO вводимо доломітом ДСТу23673,0-79.
Доломіт Докучаєвський(мас. %).
CaO – 34,69;
MgO – 13,64;
Al2O3 – 0,51;
Fe2O3 – 0.24;
SiO2 – 4,4.
Доломіт Новотроїцький
CaO – 37,82;
MgO – 14,75;
Al2O3 – 0,58;
Fe2O3 – 0.11;
SiO2 – 2,14.
2.4. Сировинні матеріали для ведення оксидів лужних металівМатеріали, що містять натрій.
Основними матеріалами для введення у скло оксиду натрію є сода та сульфат. У виготовленні скла в якості основного сировинного матеріалу, що містить луги, використовують кальциновану соду, яка містить 58,5 Na2O та 41,5 СO2. температура плавлення соди 8510С. технічна сода для виготовлення скла повинна утримувати не менш ніж 95% Na2СO3 і не більш ніж 1% Na2СІ. Сульфат натрію використовують, як замісник соди тому, що він менш дефіцитний і більш дешевий. При варінні скла сульфат важко і повільно розкладається. Сульфат, що не розклався, неповністю засвоюється скломасою, і за рахунок того, що він має меншу щільність, випливає на поверхню, утворюючи луг. Для того, щоб полегшити розкладення сульфату і попередити появу лугу, в шихту вводять відновлювач (вуглець) у вигляді вугілля, коксу, антрациту, деревинного вугілля та ін.
Na2O вводять за допомогою сульфату в кількостях, які залежать від призначення та способу виготовлення склотари. Таким чином, при виготовленні забарвлених пляшок за допомогою сульфату вводиться 30% Na2O, і виготовленні напівбілих пляшок – 25% Na2O, у виробництві безбарвних пляшок – 5% Na2O.
Оксид натрію частково можна ввести за допомогою гірничих порід, які використовуються для введення інших основних оксидів, що утворюють скло, наприклад Al2O3 (нефеліни, трахіти, польові шпати, та ін.).
Оксиди лужних металів вводимо за допомогою соди ДСТу 5100-85 та частково сульфату.
Сода має наступний хімічний склад(мас. %):
Na2СO3>99,2 (після прожарення);
СІ-<0.5;
в.п.п.<0,8.
Сульфат натрію ОАО „Волжский орхиндоз”
ТУ-21-249-0020416892.
Na2SO4 – 99,4%.
Сульфат натрію ВАТ ”Черкаське хімволокно”
ТУУ 6-13697008 006-95.
Na2SO4 – 99,6%.
2.5. СклобійРаніше існувала думка, що для поліпшення процесу варіння та підвищення якості скла необхідним є введення у шихту певної кількості склобою, але це уявлення не знайшло достатнього практичного підтвердження. Тому тепер кількість бою, що вводиться у шихту, визначається лише кількістю відходів. Разом з цим, введення склобою більше ніж 40% звареної скломаси, є недоцільним, тому, що змінюються деякі властивості скла, пов’язані з його тепловим минулим. Склобій повинен точно відповідати заданому хімічному складу скла, не повинен містити забруднюючи домішки. Розмір кусків склобою повинен бути не більше 80-100 мм [3].
4. Опис технологічного процесу та фізико – хімічних основ процесу 4.1. Складування та зберігання сировини[4]
Кожен вид сировини повинен зберігатися в умовах, котрі виключають його забруднення або змішування різних матеріалів. Склади сировинних матеріалів і складальні цехи розташовуються в одній будівлі, яка складається з трьох приміщень: складу матеріалів, що перевозяться в тарі; складу матеріалів, що перевозяться навалом; складального цеху з відділеннями, підготовки компонентів і приготування шихти.
Склад матеріалів, що підвозяться навалом, обладнаний грейферним краном та залізничною колією. Сировину розвантажують за допомогою механічних завантажувачів у траншею складу.
Склад розділений підпірними стінами на відсіки по числу сировинних матеріалів. Грейферними кранами матеріали переміщуються з траншеї у відсік складу або безпосередньо у відповідний приймальний бункер.
Склад матеріалів, що поставляються у тарі є продовженням складу матеріалів, що поставляються навалом. Підлога складу розташована на рівні залізничних рейок, що введена у приміщення складу. Мішки розвантажуються і укладуться в штабелі за допомогою механічного навантажувача. Висота укладання мішків дорівнює 5 м. Площа складу розрахована на місячний запас кожного виду сировини, крім піску (14 діб), сировини [4].
4.2. Оброблення сировинних матеріалів [4]Потужність сучасних складальних цехів може становити близько 400-500 т шихти за добу. Звичайно цех складається з відокремлених ділянок: механізованого складу сировинних матеріалів з встановленим в ньому устаткуванням для їх обробки та дозувально – змішувального відділення, у якому розташовано бункери вагової лінії з підготовленими сировинними матеріалами, автоматичні терези для дозування сировинних матеріалів, збірний стрічковий конвеєр, на який висипаються зважені компоненти шихти, змішувач, та проміжні бункери запасні бункери для шихти. Сировинні матеріали підвозять залізничною колією, що проходить всередині складу.
Запас підготовлених сировинних матеріалів становить: пісок – 2 тижні; каолін – 1 місяць; сода – 1 місяць; сульфат натрію – 1 місяць;доломіт – 1 місяць; крейда – 1 місяць. Висота укладення піску та кускових сировинних матеріалів становить 7-7,5 м , мішків з сипучими матеріалами – 5 м.
Процес обробки сировинних матеріалів та приготування шихти включає наступні основні операції: приймання, зберігання, обробку сировини, дозування, зволоження, перемішування доз компонентів шихти.
Обробка сировинних матеріалів виконується на самостійних технологічних лініях.
Залежно від виду, сировинні матеріали піддають відповідній обробці: розтарювання, дроблення, сушіння, помел, просівання. Склобій може підлягати магнітній сепарації, помелу, мокрому або сухому очищенню, просіванню [2].
Розтарювання та розпушення. Для розтарювання сировини, що поступає в мішках , використовуються нестандартні установки для розтарювання з одночасним руйнуванням. Для руйнування матеріалів, що злежуються та грудкуються (сода, селітра та ін.) використовують дезінтегратори, протиральні машини.
Дроблення та помел. Дробленню та помелу піддають: доломіт, склобій.
Для грубого помелу використовують щокові дробарки.

Рисунок 4.1. – щокова дробарка
Для тонкого помелу використовують молоткові дробарки та кульові млини.
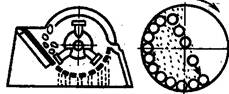
а б
а – молоткова дробарка б–схема кульового млина.
Рисунок 4.2. – устаткування для помелу.
Сушіння. Сушінню піддають пісок, крейду, вапняк, доломіт, сульфат натрію, при умові, що їх вологість більша, ніж потрібно для складання шихти.
Температури сушіння різних матеріалів відрізняються. Температура сушіння піска становить 700-8000С. Температура сушіння крейди, доломіту та вапняку не повинна перевищувати 4000С тому, що при більш високих температурах починається термічна дисоціація цих матеріалів. Матеріали вапнякової групи сушаться гірше ніж пісок, тому продуктивність сушильних пристроїв в яких їх сушать значно менше.
Зволожений сульфат натрію часто висушують засобом добавки соди, яка поглинає і зв’язує гігроскопічну вологу сульфату. Якщо вологість сульфату перевищує 20%, то його сушіння дуже важке тому, що при 32.40С мірабіліт розплавлюється у власній кристалізаційній воді і цей розплав прилипає до стінок сушарень. Тому його подають в зону з температурами 650-7000С, тоді поверхневий шар зерен швидко висушується і вони не прилипають до стінок сушарень.
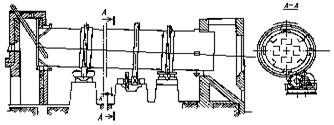
Рисунок 4.3. - прямоточний сушильний барабан
Просівання. Всі сировинні матеріали просіюють. використовують сита-бурати, вібраційні грохоти.
Транспортування. Для транспортування сировинних матеріалів використовують ковшові елеватори, скіпові підіймачі, конвеєри стрічкові. Технологія одержання пляшки включає наступні технологічні процеси: підготовка сировинних матеріалів, дозування компонентів та змішування шихти, завантаження шихти у скловарну піч, варіння скломаси, вироблення скломаси та формування виробів, поверхневе зміцнення, відпал, контроль якості отриманих виробів, пакування та транспортування до складу готової продукції.
Розглянемо процес підготовки сировини більш докладніше.
4.2.1. Лінія підготовки піскуПісок поступає на склад у залізничних вагонах. Вагони розвантажують за допомогою механічного розвантажника, та переміщують грейферним краном у відділення його зберігання. З цього відділення пісок поступає на сушіння до сушильного барабану. Температура газів на вході в барабан, для сушіння піскутемпература ення пісок поступає на сушіння до сушильного барабану. трічковий конвеєр, аякий висипают ньому устаткуванням для становить 800-9000С, а на виході – 160-2000С. Відпрацьовані гази відсмоктуються ексгаустером через розвантажувальну камеру у мультициклон, де осаджується пил. На виході з барабану пісок має температуру близько 900С, і для його подальшого транспортування його охолоджують у трубчастих холодильниках. Після просушування пісок подається на просіювання, та магнітну сепарацію, а потім у бункери вагової лінії.
4.2.2. Лінія підготовки доломітуЗ відповідних відсіків складу крупно кусковий доломіт поступає у приймальний бункер щокової дробарки. Куски матеріалу після дроблення мають розмір 4-7 см. Подрібнений доломіт поступає на сушіння у сушильний барабан, де він висушується до остаточної вологості 0,1-1%. Для запобігання термічної дисоціації доломіту його сушать при температурах не вище 4000С. Для помелу доломіту можна використовувати молоткові дробарки. Після помелу матеріал поступає на контрольний просів та магнітну сепарацію, а потім у бункери вагової лінії.
4.2.3. Лінія підготовки соди та сульфату натріюСода та сульфат натрію розвантажуються, транспортуються, зберігаються та оброблюються за однаковою схемою, тому, що на цей день переважно використовуються синтетичні матеріали, які мають практично постійні показники якості. Сода та сульфат натрію поступають на завод у паперових мішках або навалом у критих вагонах. Якщо матеріали поступають фасованими, то їх розтарюють за допомогою нестандартних машин. З цих машин соду та сульфат натрію елеваторами подають у відповідні силосні банки. З силосних банок соду та сульфат натрію елеватором подають на просів у сита-бурати, які розташовано над бункерами вагової лінії.
4.2.4. Лінія підготовки склобоюПід час виробництва склотари утворюється 10-15% бою, який повторно використовують під час варіння скломаси. Бой скла, що утворюється на різних ділянках технологічного процесу, збирають у бункери та після відповідної обробки використовують для варіння скла.
Обробка склобою включає промивку, подрібнення у щоковій дробарці
4.2.5. Підготовка інших матеріалівПідготовка каоліну, вугілля зводиться до завантаження у приймальні бункери, контрольного просіву та завантаження до бункерів вагової лінії.
4.3. Дозування компонентів та змішування шихтиПоточні лінії дозувально - змішувальної ділянки включають:
1) розташовані по горизонтальній осі бункери з готовими до змішування сировинними матеріалами;
2) розташовані під бункерами автоматичні терези з пристроями для завантаження та вивантаження відважених компонентів шихти у відповідності з заданим рецептом;
3) збірний стрічковий конвеєр, який розташовано під терезами, на який висипаються відважені порції сировинних компонентів, призначений для подавання їх у змішувач;
4) змішувач періодичної дії;
5) транспортуючі пристрої для подавання готової шихти до ванної печі.
Для виготовлення шихти використовують підготовлені сировинні матеріали.
Зважування сировинних матеріалів виконують на окремих вагових лініях. Шихту складають з сировинних матеріалів, які повинні відповідати певним вимогам стандартів.
Пісок кварцовий ДСТу 22551-77;
Сода кальцинована ДСТу 5100-85;
Сульфат натрію ДСТу 6318-77;
Доломіт ДСТу 23762-79;
Каолін ДСТу 21285-75;
Крейда ДСТу 12085-88;
Барвники (якщо це потрібно).
Рецепт шихти на заданий хімічний склад скла розраховується лабораторією заводу з урахуванням лужності, вологості сировинних матеріалів. Компоненти шихти відважуються у відповідності до рецепту і в послідовності, яка вказана у рецептурі. Для склотарного цеху послідовність від важення сировинних матеріалів наступна: – пісок, каолін, сода, сульфат натрію, крейда, доломіт, вода.
Вагове дозування компонентів шихти проводиться на дозуючих лініях, які оснащенні вагами ДВСТ. Припустимі відхилення по вазі окремих компонентів шихти вказані у таблицях 4.1 – 4.3. Приготована шихта повинна забезпечувати отримання зеленого скла хімічного складу, який також наведено в таблицях 4.1 – 4.3.
Таблиця 4.1 – хімічний склад зеленого скла
| SiO2 | Al2O3 | Fe2O3 | СаО+MgО | Na2O | SO3 | Cr2O3 |
| 71,2 | 1,8 | 0,3 | 12,2 | 14,2 | 0,3 | 0,15 |
| ±0,5% | ±0,5% | ±0,04% | ±0,2% | ±0,2% | ±0,02% | ±0,02% |
Таблиця 4.2 – хімічний склад оливкового скла
| SiO2 | Al2O3 | Fe2O3 | СаО+MgО | Na2O | SO3 | Cr2O3 |
| 71,2 | 1,8 | 0,3 | 12,2 | 14,2 | 0,3 | 0,1 |
| ±0,5% | ±0,5% | ±0,04% | ±0,2% | ±0,2% | ±0,02% | ±0,02% |
Таблиця 4.3 – хімічний склад коричневого скла
| SiO2 | Al2O3 | Fe2O3 | СаО+MgО | Na2O | SO3 |
| 71,2 | 2,8 | 0,3 | 11 | 14,3 | 0,3 |
| ±2% | ±1,3% | ±0,04% | ±1,3% | ±0,9% | ±0,02% |
На шляху до печі розташовано резервні бункери для готової шихти, які розраховано на дві зміни роботи печі.
4.4. Завантажування шихти[2]Завантаження шихти у скловарну піч здійснюється за допомогою механічних завантажувачів плунжерного типу. Принцип дії завантажувача полягає у регулярному проштовхуванні порцій шихти і бою в піч за рахунок зворотного – поступово руху плунжера. Шихту завантажують по всьому фронту завантажувального кармана, ширина якого у сучасних печах практично дорівнює ширині печі. Для спрощення конструкції та обслуговування заванжувачів їх встановлюють 5-6 заванжувачів поряд. Режим живлення печі шихтою та боєм виконується у відповідності до витрат скломаси на виготовлення виробів. Годинна подача шихти та бою в піч повинна точно відповідати з`єму скломаси. Співвідношення завантаженої шихти і склобою повинно знаходитися у межах: шихти-бою70-30%, 60-40%, 50-50%. Відхилення від встановленого співвідношення не повинно перевищувати ±5%.
Якщо об’єм подавання шихти буде відрізнятися від з’єму скломаси, то це приведе до коливання рівня дзеркала в печі. В свою чергу це негативно впливає на стан футерівки і якість скломаси, що виробляється. Коливання рівня скломаси повинні складати не більше ніж ±0,5мм.
Для підтримання постійного рівня скломаси завантажувальники працюють в автоматичному режимі і зв‘язані з рівнеміром “клюючого” типу.
4.5. Варіння скломаси[2],[3]Процес варіння скла уявляє собою складний комплекс фізико – хімічних перетворень, явищ тепло та масообміну, в результаті яких сировинні матеріали – шихта перетворюється у розплав – скломасу із визначеними фізико – хімічними властивостями. Шихта під дією високих температур, які виникають під час спалення палива, розплавляється, гомогенізується, охолоджується та поступає на виробляння.
Процес склоутворення протікає в декілька етапів.
Силікатоутворення. До кінця цього етапу у шихті не залишається окремих компонентів. Більшість газоподібних компонентів вже видалено, складові частки перетерпіли ряд фізичних та хімічних перетворень. Між компонентами шихти пройшли всі основні твердофазні реакції і вона уявляє собою спечену масу, яка складається з силікатів та оксиду кременю.
Склоутворення. Цей етап характеризується тим, що наприкінці етапу скломаса стає прозорою. В ній вже відсутні не проварені частки шихти, адже вона ще пронизана великою кількістю бульбашок та звивин і залишається неоднорідною. Для звичайного тарного скла цей етап скінчається при 1150-12000С. На цьому етапі проходить забарвлення скла. Забарвлення здійснюється у відновлювальних умовах, які забезпечуються введенням вугілля. Скло набуває коричневого кольору внаслідок утворення в ньому FeS по реакції, яку у загальному вигляді можна записати:
![]()
FeS – молекулярний барвник, має добрі захисні властивості по відношенню до променів короткохвильової частини спектра, тому забарвлення сульфідом заліза широко використовують у виробництві пляшок для пива, склотари для дитячого харчування, медичної тари та ін. [2].
Освітлення. На цьому етапі скломаса стає менш в’язкою, звільняється від видимих газоподібних включень. Для тарного скла освітлення закінчується при 1400-15000С. В’язкість скломаси при цьому складає близько 10-12Па*с.
Гомогенізація. Процес гомогенізації дуже важливий. В скловарних печах для тарного скла гомогенізація повинна проходити дуже швидко тому, що виробництво характеризується великими з`ємами.
На цьому етапі скломаса інтенсивно перемішується за допомогою бурління. До кінця цього етапу скломаса звільняється від звивин, стає однорідною. Бурління скломаси стисненим повітрям дозволяє підвищити виробництво печей та покращити якість скломаси. Однак бурління застосовують лише на печах для варіння темно-зеленого та коричневого скла. Сопла розташовуються в зоні чистого дзеркала скломаси. Кількість сопел залежить від потужності печі. Кількість сопел може становити від 7 до 13. Якщо кількість сопел дорівнює 7, то вони розташовані в ряд , якщо кількість сопел дорівнює 13 ,то розташовані вони у шаховому порядку.
Охолодження скломаси. В’язкість провареної скломаси дуже низька для виробки виробів. Тому для того, щоб можна було відформувати вироби необхідно знизити температуру приблизно на 200-3000С порівняно з температурами освітлення та гомогенізації. Охолодження скломаси протікає до температури 12000С для створення необхідної в‘язкості при формуванні виробів.
Дуже важливо, щоб під час охолодження не виникало порушення рівноваги між розплавом та газами. В цьому випадку виникають пороки – бульбашки та вторинна „мошка”, звільнитися від яких практично не можливо тому, що в’язкість скломаси вже висока.
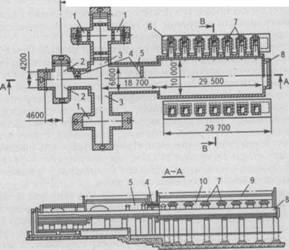
Ванна скловарна піч представляє собою складний теплотехнічний агрегат, конструкція якого залежить від способу підігріву, напрямку руху димових газів, способу розділення басейну та полум’яного простору. Вона складається з робочої камери, пальників, пристроїв для використання тепла димових газів, перевідних клапанів, фундаментів, опор та каркасу. Напрямок руху газів в великих регенеративних печах поперечний, а в малих – підковоподібне або поздовжньо – поперечне. При виробці склотари звичайно використовують скловарні печі з поперечним напрямком руху полум’я, бо вони дозволяють краще регулювати тепловий режим по довжині печі, створювати необхідні теплові умови в зонах варіння, освітлення та гомогенізації. Схема печі представлена на рисунку 4.4.
Рисунок 4.4. - схема регенеративної ванної печі з протоком з поперечним напрямком полум’я.
В регенеративних печах з поперечним рухом полум’я можна використовувати секційні регенератори, які дозволяють регулювати температуру підігріву повітря для відповідного пальника. Найбільш продуктивними є проточні печі з пристроєм для бурління скломаси, без виробного басейну. Крім того процес перемішування та освітлення протікає у тонкому шарі скломаси. Перемішування скломаси в зоні варіння бурлінням дозволяє прискорити процеси силікато – і склоутворення. Тонкошарове освітлення дозволяє здійснити більш кращий прогрів скломаси і інтенсифікувати процес. Завдяки цьому прямоточні печі забезпечують високу продуктивність при досить невеликих розмірах.
Основною вимогою до конструкції високопродуктивних промислових скловарних печей з полум’яним прогрівом - забезпечення високотемпературних режимів варіння скла до 1600-16500С. Цьому повинні відповідати конструкції завантажувальних кишень, газопальникових пристроїв і протоків.
Завантажувальні кишені повинні бути закритими, для попередження вибивання факелу та підсмоктування холодного повітря. Особа увага повинна приділятися до раціонального розміщення факелу та високому ступеню прогріву повітря(до 1400-4500С).
Для варіння скломаси вибираємо ванну скловарну піч безперервної дії, регенеративну, проточну, з поперечним напрямком руху полум’я. Піч має п’ять пар пальників. Басейни варильної та робочої частин поєднані протоком.
Технічна характеристика скловарної печі[5]Кладка ванної печі
Басейни варильної та робочої частин, відповідальні
конструкції – вльоти, проток, арка торцевої стіни бакор.
Полум’яний простір варильного простору бакор;
Робоча частина динас;
Дно печі шамот, бакорова плитка
Головне зведення та зведення
робочої частини, зведення регенераторів склодинас;
Регенератори динас, шамот
Насадка шамот.
Варіння забезпечується спалюванням газу у надлишку повітря α=1-1,2. повітря пропускається крізь регенератори де воно підігрівається до температури 9000С. Якість проварювання забезпечується системою барботування. На печі працює 13 точок , що розташовані у шаховому порядку.
Скломаса відбирається крізь п’ять фідерів, які мають самостійне опалення природним газом і мають три робочі зони. Температура по зонам задається в залежності від з’єму скломаси та асортименту на фідері
Параметри печі
Загальна площа печі, м2 130,7
Площа варильної частини, м2 122
Площа робочої частини, м2 8,7
Глибина варильного басейну , мм 900
Глибина виробного басейну, мм 500
Проток; довжина /висота/ширина, мм 1200/300/600
Рівень скломаси в басейні, мм 80± 1
Завантажувальна кишеня: ширина/глибина, мм 4000/1250
Кількість завантажувальних вікон, шт 3
Розмір вікна: ширина/висота, мм 850/420
Продуктивність печі (в залежності від з’єму скломаси), т/добу 115-160
Тиск у варильній та робочій частині
нейтральний або слабо позитивний, Па 1-3;
Газова середа α=1-1,2
Паливо, ккал/м³ природний газ, калорійність 8000
Тиск газу на ГРП цеху, кгс/см2 0,53
Температурний режим варіння забезпечується трьома зонами горіння
Характеристика зон
1 зона 1 пара пальників ширина вльотів – 1600мм;
2 зона 2-3 пара пальників ширина вльотів – 1600мм;
3 зона 4-5 пара пальників (відповідно) ширина вльотів – 1400 та 1200 мм.
Витрати газу по зонам:
1 зона 500 м3/год;
2 зона 600 м3/год;
3 зона 400 м3/год.
Тепловий режим
Температура в полум’яному просторі печі контролюється за допомогою термопари ТПР-30/6, та утримується в наступних межах по зонам:
За 1 парою пальників 1485±50С;
За 3 парою пальників 1535±50С;
За 5 парою пальників 1510±50С;
В зоні виробки 1200±50С.
Температура визначається за показаннями термопар та контролюється щогодини термоелектричними перетворювачами, що встановлені в склепінні печі кожної зони. Термоелектричні перетворювачі опущені нижче склепіння печі на 50 мм. Контроль нагріву низу та верха насадок регенераторів виконується за допомогою термоелектричних перетворювачів, що встановлені в рубашках регенераторів.
Показання КІП архівуються та фіксуються контролером, а також відмічаються в робочому журналі черговим скловаром кожні 30 хвилин. Температура димових газів виміряється термопарою, що вставлена у кладку піднасадочного каналу. Переведення полум’я виконується автоматично або дистанційно через кожні 30 хвилин.
4.6. Підготовка скломаси до формування[2]В сучасному виробництві склотари найбільш розповсюдженим э крапельне живлення склоформуючих машин. Формування краплі проходить наступним чином: скломаса з виробної частини печі надходить по каналу в чашу 1 живильника. В дні чаші є отвір, який зачиняється очком 4. Над отвором очка в скломасу занурений циліндричний вогнетривкий плунжер 2. Для утворення краплі з скломаси, що витікає крізь очко плунжеру надають зворотно-поступального руху. Процес утворення краплі за допомогою плунжера починається з моменту, коли її відрізають ножицями 5. Скломаса, що виступає під очком витягується і під дією сил поверхневого натягу округлюється. Коли плунжер рухається вверх він затягує за собою скломасу, в наслідок чого залишок скломаси, що виступає затягується всередину очка. При русі плунжера вниз крізь очко виштовхується гаряча в’язка скломаса. При русі плунжера вверх виникає стоншення (шийка) в струмені скла. Крапля відрізається в місці стоншення. Для перемішування скломаси в чаші в деяких живильниках встановлюють спеціальний вогнетривкий циліндр – бушинг 3, який обертається навколо плунжера.
Існують пневматичні та механічні живильники. В пневматичних живильниках синхронізація роботи та привід плунжера, ножиців і склоформуючої машини відбувається за допомогою стисненого повітря. робота пневматичних живильників непостійна із-за змін тиску в мережі стисненого повітря. В механічних живильниках всі механізми приводяться у рух від електроприводу або від механізму приводу склоформуючої машини.
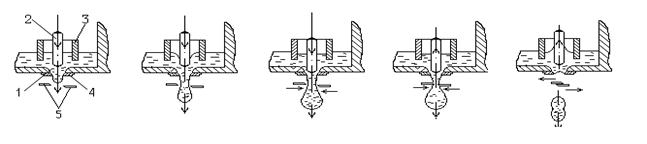
Рисунок 4.5 – схема утворення краплі на різних стадіях роботи живильника
Крім того механічні живильники розділяються за способом обігріву скломаси на 4 групи:
з рідинним опалюванням;
з газовим опалюванням;
з електричним опаленням;
з комбінованим опаленням.
До роботи живильника ставляться жорсткі вимоги. Він повинен в заданому режимі видавати в форми склоформуючої машини порції скломаси у вигляді крапель, які мають визначенні параметри: температуру(в’язкість), масу(об’єм) і форму. Швидкість утворення крапель залежить від методу і конструкції склоформуючої машини, від товщини виробів, їх форми, складу скла. Частота відрізу крапель повинна бути рівномірною. Необхідно дотримуватися синхронності роботи живильника та склоформуючої машини. Скломаса повинна мати температуру, яка перевищує верхню межу її кристалізації.
В’язкість і межі температур кристалізації скломаси залежать від її хімічного складу. Маса краплі повинна відповідати масі виробу і знаходитися в межах стандарту. На відхилення від цього стандарту, а також на зміну маси і конфігурації краплі, можна впливати шляхом зміни температури. Форма краплі повинна відповідати конфігурації формуючої частини чернової форми видувної склоформуючої машини.
Стабільність об’єму (маси) краплі, що видається живильником, забезпечується постійністю рівню скломаси в печі і в каналі живильника, надійністю настройки механізмів живильника, своєчасним чищенням або заміною очка живильника.
В сучасному виробництві склотари найбільш розповсюдженим э крапельне живлення склоформуючих машин. Існують пневматичні та механічні живильники. В пневматичних живильниках синхронізація роботи та привід плунжера, ножиців і склоформуючої машини відбувається за допомогою стисненого повітря. робота пневматичних живильників непостійна із-за змін тиску в мережі стисненого повітря. В механічних живильниках всі механізми приводяться у рух від електроприводу або від механізму приводу склоформуючої машини.
До роботи живильника ставляться жорсткі вимоги. Він повинен в заданому режимі видавати в форми склоформуючої машини порції скломаси у вигляді крапель, які мають визначенні параметри: температуру(в’язкість), масу(об’єм) і форму. Швидкість утворення крапель залежить від методу і конструкції склоформуючої машини, від товщини виробів, їх форми, складу скла. Частота відрізу крапель повинна бути рівномірною. Необхідно дотримуватися синхронності роботи живильника та склоформуючої машини. Скломаса повинна мати температуру, яка перевищує верхню межу її кристалізації.
В’язкість і межі температур кристалізації скломаси залежать від її хімічного складу. Маса краплі повинна відповідати масі виробу і знаходитися в межах стандарту. На відхилення від цього стандарту, а також на зміну маси і конфігурації краплі, можна впливати шляхом зміни температури. Форма краплі повинна відповідати конфігурації формуючої частини чернової форми видувної склоформуючої машини.
Стабільність об’єму (маси) краплі, що видається живильником, забезпечується постійністю рівню скломаси в печі і в каналі живильника, надійністю настройки механізмів живильника, своєчасним чищенням або заміною очка живильника.
Таблиця 4.4. – технічна характеристика живильника 2ПМГ-521
| тип живильника | 2ПМГ-521 | ||
| тип живлення | одно крапельне | двох крапельне | |
| продуктивність, крап/хв | 18.7 | 36.14 | |
| тип машини | ВВ-7 | ||
| маса краплі, г | до 1500 | до 450 | |
| діаметр отвору вічка, мм | 29-95 | ||
| хід плунжеру, мм | 30-100 | ||
| відстань від рівня скломаси до рівню підлоги цеху, мм | 3290 | ||
| відстань від брусу печі до центра вічка, мм | 5.065 | ||
| товщина слою скломаси в каналі, мм | 155 | ||
| ширина каналу, мм: | в зоні охолодження | 660 | |
| в зоні кондиціювання | 360-420 | ||
| природний газ: | тиск, МПа | 0.02-0.05 | |
| витрати, м3/с | 0.0091 | ||
| стиснене повітря: | тиск, Па | 0.21-0.35 | |
| витрати, м3/с | 0.066 | ||
| вентиляторне повітря | тиск, Па | 1470 | |
| витрати, м3/с | 0.4444 | ||
| вода для охолодження ножиців та зливного лотку | тиск, Па | 0.1 | |
| витрати, м3/с | 0.007 | ||
| потужність двигуна, кВт | 2.8 | ||
| розміри живильника, мм: | довжина | 5600 | |
| ширина | 2300 | ||
| висота | 5605 | ||
| маса, кг | 13050 | ||
Формування виробів виконується на роторних склоформуючих машинах ВВ-7.
Машина ВВ-7 має два столи – чорновий та чистовий на яких знаходяться 7 чорнових та 7 чистових формових комплекти. Чорновий стіл розташований над чистовим.
Формування виробів на роторних машинах виконується наступним чином. Перед прийомом чергової краплі скломаси форма змащується за допомогою двох форсунок високого тиску, що розбризкують мастило. В момент подавання краплі в чорнову форму в горловій її частині починає діяти вакуум. Дія вакууму припиняється після оформлення горла виробу. За цей час направляюча вирва відводиться в сторону, і чорнову форму, яка обернулася вверх дном зверху замикає донний затвор. видування пульки виконується знизу вверх, після чого чорнова форма відчиняється, і пулька обертаючись на 1800 разом з горловими кільцями передається на чистовий стіл, де після розкривання горлових кілець виконується вакуумне видування виробу. Перед відчиненням чистової форми дія вакууму припиняється, відставлювач захоплює виріб за горлову частину і встановлює його на охолоджуючий стіл.
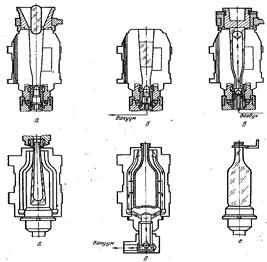
Рисунок 4.6 - схема виготовлення пляшок на автоматі ВВ-7
Охолоджуючий стіл призначений для зовнішнього охолодження виробів. На відміну від машини охолоджуючий стіл виконує переривчасті рухи. На столі можливо встановлення пристроїв для внутрішнього охолодження виробів або для оплавлення вінчику виробів.
Форми машини охолоджують вентиляторним повітрям, яке поступаючи у полу центральну колону, направляється по спеціальним каналам до керованих повітряних патрубків обдування форм чорнового та чистового столів. Ці машини можуть бути оснащенні як одномісцевими та і двохмісцевими формами. Продуктивність машини ВВ-7 при однокрапельному живленні становить до 50 пляшок місткістю 500 мл за хвилину та до 80 пляшок за хвилину при використанні двохкрапельного живлення.
4.8. Відпал виробів[5]Під час формування виробів та їх охолодження між поверхневими та внутрішніми шарами виникає різниця температур, яка пов’язана з низькою теплопровідністю скла. В результаті нерівномірного охолодження внутрішніх за зовнішніх шарів скла в склі виникають напруження стиску та розтягання. швидкість зникнення напруження прямо пропорційна текучості та зворотно пропорційна в’язкості середи.
Після повного охолодження скла, тобто, коли температура по всьому об’єму стане однаковою, напруження, які виникли під час охолодження, або зникають або залишаються. Перше спостерігається, коли процес швидкого охолодження протікає при температурах, що виключають в’язкі деформації. Другий випадок пов’язаний з в’язкими змінами форми скла і дуже розповсюджений при отриманні загартованого або відпаленого скла.
Залишкові внутрішні напруження в склі тим більше, чим більше швидкість охолодження, чим товстіше стінка виробу і чим вище температура, від якої починається охолодження.
Якщо швидко охолоджувати позбавлене напружень скло, починаючи від температур, при яких воно набуває крихкість, тобто, якщо його в’язкість дорівнює1013-1014 Па*с , то незалежно від того, яку швидкість охолодження використано, залишкові напруження в склі вже не виникатимуть.
Відпал скловиробів проводиться в чотири стадії: 1) попередній нагрів або охолодження виробів до вищої температури відпалу; 2) витримка виробів при цій температурі; 3) повільне охолодження, в інтервалі відпалу; 4) швидке охолодження виробів від нижчої температури відпалу до нормальної температури.
Відпал проводять в печах відпалу по попередньо розрахованому режиму. Від склоформувальної машини до печі відпалу вироби подаються у закритих з верху та з боків конвеєрах. Для запобігання виникнення заторів на поворотах до транспортеру та вході в піч відпалу встановлюється диск-ділильник для формування щілин поміж виробами. Переставник формує паралельні ряди виробів з щілинами проміж ними в ряду 5-30 мм. Такі самі щілини підтримує конвеєр печі відпалу. вхід та вихід печі теплоізольовані ”п –подібною” шторкою. Найбільш зручні, прості та ефективні електричні печі відпалу. Вони мають нагрівачі опору, які розміщуються всередині печі та концентруються на тих або інших ділянках печі у відповідності до кривої відпалу.
У виробництві склотари найкращішими себе виявили циркуляційні печі. Вони характерні тим, що для вирівнювання температури в них створюють перемінний рух повітря по висоті тунелю.
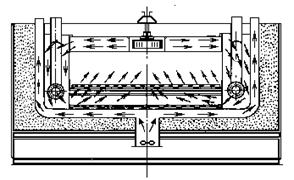
Рисунок 4.7. – схема дії конвективного теплообміну
Циркуляційним вентилятором 3 гаряче повітря забирається в верхній частині тунелю і поступає по боковим каналам поступає під конвеєрну стрічку 2, при цьому воно обмиває знизу вверх встановлені на ній вироби. Підігрів циркулюючого повітря здійснюється в бокових каналах за допомогою нагрівачів 1. циркуляційні вентилятори забезпечують вирівнювання температури виробів по довжині та по ширині відповідних секцій печі.
Для забезпечення заданої температури по довжині тунелю одночасно з нагрівачами встановлені охолоджуючі пристрої. Для охолодження передбачені вентилятори 4, які подають зовнішнє повітря у канали, які примикають до нижньої та бокових сторін тієї частини тунелю, що опалюється. Ці вентилятори вмикаються тоді, коли температура в тій чи іншій секції перевищує задану. Контроль за температурою виконується за допомогою термопар. Також можливим є автоматичне регулювання заданого режиму відпалу.
Для кожного типу виробів, тобто для виробів маса та товщина стінок яких відрізняються неістотно розраховується окремий режим відпалу.
Таблиця 4.5 – технічна характеристика печі відпалу
| тип печі | ПЕО 323 | |
| продуктивність, кг/год | 2500 | |
| розміри робочого простору, м | висота | 0.45 |
| ширина | 1.2 | |
| довжина | 16 | |
| габарити печі, м | висота | 2,51 |
| ширина | 3,26 | |
| довжина | 23,67 | |
| ширина транспортуючої сітки, м | 1800 | |
| швидкість сітки, м/хв | 0,04-0,8 | |
| витрати електроенергії,кВт | 250 | |
Нанесення захисних оксидно металевих покриттів на зовнішню поверхню скляної тари з метою підвищення її експлуатаційної надійності здійснюється шляхом обробляння свіжо відформованих скловиробів пароповітряною сумішшю , яка вміщує тетрахлорид олова або титану, у спеціальному приладі, який монтується на конвеєр, що з’єднує склоформувальну машину та піч відпалу. Через взаємодію пароповітряної суміші з поверхнею скляної тари утворюється захисна плівка з оксиду олова або титану, яка захищає поверхню від впливу навколишніх чинників. Установка монтується на „гарячому конвеєрі” на відстані 1-1,5 м від стола охолодження скловиробів. Контроль кількості стисненого повітря, здійснюється ротаметрами. В конструкції парад бачено підігрів реагенту в випарнику з автоматичним підтриманням заданої температури. Для цього під випарником закріплений вузол підігріву.
Тетраізопропілат титану – світло – жовта рідина, горить, при контакті з водою розкладається і перетворюється в кристалічний гідроокис титану. розчиняється у бензолі, гексані, ацетоні. Температура підігріву тетраізопропілату титану 100-1200С. Якщо його перегріти, то він втрачає свої властивості. При нанесенні на вироби, температура яких перевищує 3500С розкладається.
Таблиця 4.6 – технічна характеристика устаткування для нанесення захисного покриття
| асортимент виробів, які можна оброблювати | скляні пляшки та банки |
| продуктивність, шт./год | в залежності від продуктивності склоформувальної машини |
| хімікат для нанесення покриття | тетраізопропілат титану (СН3-СНО-СН3)4Ті |
| спосіб нанесення покриття | осадження пароповітряної суміші |
| робоча температура хімікату | в залежності від хімікату |
| витрати хімікату, л/добу | 1,5-2 |
| кількість випарників, шт. | 2 |
| місткість випарників, л | 6 |
| тиск стисненого повітря, МПа | 0,3 |
| витрати стисненого повітря, м3/год | 0,25 |
| підігрів реагенту | електричний |
| живлення системи підігріву | |
| напруження? V | 220 |
| частота, Гц | 50 |
| потужність нагрівачів, кВт | 2 |
| кількість зон підігріву | 2 |
| вентилятор наддуву | |
| оберти двигуна, хв.-1 | 2800 |
| двигун | 5KG 56-2B/6 |
| живлення двигуна | |
| напруження, V | 380АС |
| частота, Гц | 50 |
| потужність, кВт | 0,12 |
Контроль за якістю починається з вхідного контролю сировинних матеріалів. З кожної завезеної партії сировини відбирається проба та передається у центральну заводську лабораторію, де видається паспорт на сировину, її відповідність нормам та стандартам. Наступний контроль відбувається після змішування шихти. Вона повинна відповідати всім вимогам – однорідності, відповідності паспорту. На однорідність контролюється кожний кюбель. Склад шихти перевіряється раз за зміну. Контроль за якістю скломаси здійснюється скловаром шляхом відбору проб перед протоком, а при необхідності з робочої зони. Контроль проводиться візуально, на провар.
Якість відпалу, яка оцінюється по кількості залишкових внутрішніх напружень та по їх розподіленні у виробі, визначає експлуатаційну надійність скляної тари. Поганий відпал приводить до зниження термостійкості і механічної міцності тари, а часто до її самовільного руйнування без зовнішнього впливу. Останній етап - перевірка виробів на відсутність або наявність подвійних швів, посічок, плям від змащення форм, зморшок, покованості, потертості, задирок, ріжучих швів, слідів від ножиців, недоформованості шийки виробів. Цей контроль проводиться постійно.
Важливе значення має жорстке дотримання стандартних геометричних розмірів і повної сумісності скляної тари. Дефекти геометричних розмірів, а саме: непаралельність торця вінчику площині дна, овальність шийки та корпусу, відхилення вісі шийки від вісі корпусу, відхилення маси від стандарту, зменшення або збільшення наливної ємності виробів контролюються раз на зміну Дефекти виробки склотари визначають її механічну витривалість і термостійкість, можливість її використання на автоматичних лініях розливу, величину втрат склотари та харчових продуктів. Окремі дефекти виробки можуть бути шкідливими для здоров’я споживача(ріжучі шви, задирки та ін).
Якість тари може значно погіршитись при транспортуванні, зберіганні і завантажувально – розвантажувальних роботах. незадовільна упаковка і умови зберігання приводять до появи щербин, відколів, тріщин, потертостей. Кількість бракованих виробів прямо залежить від з’єму скломаси: - зі збільшенням з’єму скломаси підвищується процент браку. Та при максимальних з`ємах процент браку становить 5-7%, а при нормальній роботі - 3-4%.
4.11. Пакування готових виробів[2]Склотару упаковують різноманітними способами: в ящики, контейнери, та ін., але найбільш раціональним є спосіб упакування в безтарні пакети на піддонах – полети. Як показала закордонна та вітчизняна практика кращим способом упаковки, а особливо з точки зору схоронності якості тари, є безтарне пакування.
В цьому випадку дуже спрощується процедура пакування, виникає можливість використовувати електричні навантажувачі, крім того, забезпечується достатня чистота виробів, тому замість миття достатньо ополіскування внутрішньої поверхні виробів водою. Упаковування в безтарні пакети на піддонах різко знижує кількість бою при перевезенні та навантажувально - розвантажувальних роботах.
Безтарний пакет уявляє собою укладені в кілька рядів на піддон низькобортні лотки ( з гофрованого картону) із пляшками. Зверху на лотки та піддон натягується рукав термоусадочної плівки, після чого піддон термічно обробляється (Тобробки=20000С) та утягується двома капроновими стрічками.
Упаковування в безтарні пакети має ряд переваг: Механізована та автоматизована зборка та розбирання пакетів, механізоване завантаження та розвантаження на вантажні машини та в залізничні вагони, складування пакетів виконується навантажувачами у два яруси.
Безтарні пакети по зрівнянню з груповими зв’язками забезпечують: - збільшення продуктивності праці при упаковці, зменшення необхідної для складування пляшок території в 1,7 рази, а зменшення працемісткості та кількості поїздок навантажувачів в 1.3 рази, зменшення працемісткості завантаження та закріплення пляшок у залізничні вагони в 4,1 рази, зменшення працемісткості при розвантаженні пляшок з залізничних вагонів у 11,6 рази, зменшення працемісткості при видачі пляшок зі складу на лінію розливу у 5,5 рази, підвищення рівня механізації на операціях збирання та розбирання, завантажувально - розвантажувальних і складських роботах в 1,6 рази, зменшення бою пляшок у 8 разів, скорочення загальних витрат на 1 млн. пляшок у 1.58 рази.
4.12. Внутрішньозаводське транспортування готових виробів[2]Внутрішньозаводське транспортування готових виробів виконується за допомогою конвеєрів, ліфтів та електричних вилочних навантажувачів.На території цеху працює 4-5 вилочні навантажувачі, які виконують доставку сформованих пакетів до ліфтів(рівень 13.8 м). Ліфтами пакети опускаються на перший поверх(рівень 0 м), і далі перевозяться до складських приміщень.
4.13. Складування готових виробів[2]Складування виконується за допомогою виделкових навантажувачів. Пакети ставлять у два яруси. Допускається складування готових виробів просто під відкритим небом, але протягом двох місяців.
5. Матеріальний баланс виробництва[8] 5.1. Розрахунок виробничої програмиЗа нормами технологічного проектування цехів безупинного формування пляшок передбачені наступні показники:
Таблиця 5.1. – норми технологічного проектування цеху
| № | найменування | |||
| 1 | тип склоформуючої машини | ВВ-7 | ||
| 2 | об’єм виробництва млн. шт./рік | 170 | ||
| 3 | коефіцієнт використання скломаси | 0,87 | ||
| 4 | тип живильника | ПК1552 | ||
| 5 | річний фонд робочого часу, діб | 365 | ||
| асортимент виробів | од. виміру | пляшки | ||
| 1 | об’єм виробів | мл. | 500 | 250 |
| 2 | вага виробу | г | 430 | 260 |
| 3 | швидкість формування | шт.\хв | 40 | 50 |
| 4 | коефіцієнт використання машин за часом | 0,88 | 0,88 | |
| 5 | коефіцієнт виходу придатних виробів | 0,95 | 0,95 | |
Виробнича програма розраховується на задану річну продуктивність для кожної стадії.
5.2. Визначення загальних технологічних показників цеху, що проектується:Коефіцієнт використання скломаси (КВС),%;
КВС=![]() , (5.1) де А – товарна продукція, т; Е – кількість звареної скломаси, т.
, (5.1) де А – товарна продукція, т; Е – кількість звареної скломаси, т.
КВС=![]() .
.
Питомі витрати скла на одиницю продукції, т\т;![]() , (5.2)
, (5.2)
![]() .
.
Кількість зворотного бою скла, т\рік;![]() , (5.3) де Д– кількість скломаси, що надходить на виробку, т\рік.
, (5.3) де Д– кількість скломаси, що надходить на виробку, т\рік.
![]()
Відсоток бою скла за відношенням ло скломаси:![]() , (5.4)
, (5.4)
![]() .
.
Розраховуємо добову продуктивність склоформувальної машини за формулою:
![]() , (5.5) де V – швидкість виготовлення пляшок шт./хв;
, (5.5) де V – швидкість виготовлення пляшок шт./хв; ![]() – коефіцієнт використання машини.
– коефіцієнт використання машини.
Для пляшки 500мл при виготовленні пляшок у одномісних формах:
![]() , шт./добу.
, шт./добу.
Для пляшки 200мл.
![]() , шт./добу.
, шт./добу.
Необхідна кількість склоформуючих машин:
![]() , (5.6) де Д – кількість пляшок з урахуванням витрат на всіх стадіях виготовлення, шт.; Р – продуктивність машини, шт./добу; Т – кількість робочих днів машини.
, (5.6) де Д – кількість пляшок з урахуванням витрат на всіх стадіях виготовлення, шт.; Р – продуктивність машини, шт./добу; Т – кількість робочих днів машини.
Кількість робочих днів машини на рік визначаємо, знаючи коефіцієнт використання машини за часом:![]() , тоді N дорівнюватиме, шт.:
, тоді N дорівнюватиме, шт.:
![]()
![]()
![]() шт.
шт.
Для виготовлення пляшок ємністю 500 мл. приймаємо 4 склоформуючі машини ВВ-7, а для пляшок ємністю 250 мл – 1 машину ВВ-7.
При цьому коефіцієнти запасу продуктивності складатиме:
Для виробництва пляшок ємністю 500 мл: ![]()
Для виробництва пляшок ємністю 250 мл: ![]() ,
,
тобто 13 та 5,3 відсотка відповідно(що знаходиться у межах допустимих нори запасу продуктивності обладнання).
Таблиця 5.2. – Виробнича програма цеху
| найменування виробу | одиниці виміру | склад готової продукції | сортування виробів | відпал та обробка виробів | вироблення виробів | варіння скломаси | ||||||||||
| випуск | %відходів | надійде | випуск | %відходів | надійде | випуск | %відходів | надійде | випуск | %відходів | надійде | випуск | %відходів | надійде | ||
| пляшка 500мл | млн. шт./рік | 79,2 | 0,5 | 79,6 | 79,6 | 0,5 | 79,99 | 79,99 | 4 | 83,19 | 83,19 | 5 | 87,35 | 87,35 | 0,5 | 87,79 |
| т/рік | 34056 | 34226,28 | 34226,28 | 34397,41 | 34397,41 | 35773,31 | 35773,31 | 37561,97 | 37561,97 | 37749,78 | ||||||
| пляшка 250мл | млн. шт./рік | 30,8 | 30,95 | 30,95 | 31,11 | 31,11 | 32,35 | 32,35 | 33,97 | 33,97 | 34,14 | |||||
| т/рік | 8008 | 8048,04 | 8048,04 | 8088,28 | 8088,28 | 8411,81 | 8411,81 | 8832,402 | 8832,402 | 8876,56 | ||||||
| загалом | т/рік | 42064 | 42274,32 | 42274,32 | 42485,69 | 42485,69 | 44185,12 | 44185,12 | 46394,38 | 46394,38 | 46626,35 | |||||
| А | Б | Б | В | В | Г | Г | Д | Д | Е | |||||||
А – товарна продукція, млн. шт./рік, т/рік;
Б – кількість (маса) виробів з врахуванням витрат при складуванні; ;
В – кількість (маса) виробів з врахуванням відходів при сортуванні
Г – кількість (маса) виробів з врахуванням відходів при обробці;
Д – кількість (маса) виробів з врахуванням відходів при виробленні;
Е – кількість (маса) виробів з врахуванням відходів
Таблиця 5.3. – технічна характеристика склоформувальної машини ВВ-7 [6]
| тип | роторний з безперервним обертовим рухом стола |
| продуктивність, шт./хв.: | |
| при масі краплі 260г для виробів місткістю 0,25 л: | 80 |
| при масі краплі 430г для виробів місткістю 0,5 л: | 60 |
| розмір виробів в одномісних формах, мм: | |
| діаметр корпусу | до 70 |
| діаметр шийки | до 45 |
| загальна висота | до 305 |
| розмір виробів у двохмісних формах, мм: | |
| діаметр корпусу | до 70 |
| діаметр шийки | до 45 |
| загальна висота | до 250 |
| встановлена потужність приводу, кВт: | 3 |
| кількість формуючих секцій, шт.: | 7 |
| кількість місць у формах, шт.: | |
| в одномісних чернових та чистових | 7 |
| в двохмісних чернових та чистових | 17 |
| діаметр по центрам форм, мм: | |
| одномісних | 1332 |
| двомісних | 1414 та 1250 |
| видача виробів на стіл охолодження: | механічний переставлювач |
| привід формуючих вузлів: | механічний |
| тиск стисненого повітря, Па: | (11,7-14,7)*104 |
| витрати стисненого повітря, м3/хв.: | 4,3 |
| глибина вакууму, Па: | 96*103 |
| об’єм повітря, що відкачується вакуумним насосом, м3/хв.: | 15 |
| повітря для охолодження форм: | |
| тиск, Па | 3,7*103 |
| витрати, м3/хв. | 790 |
| подача скломаси: | автоматична від механічного живильника 2ПМГ-521 |
| відстань від пола до торця вічка живильника, мм: | 2700-3000 |
| габаритні розміри, мм: | |
| довжина | 1635 |
| ширина | 9155 |
| висота | 2370 |
| маса автомата, кг: | 9170 |
Розрахунок продуктивності печі
Час робочих днів печі на рік складає:![]() , (5.7) де Х. Р. – тривалість холодного ремонту печі, діб; К. П. – тривалість кампанії печі.
, (5.7) де Х. Р. – тривалість холодного ремонту печі, діб; К. П. – тривалість кампанії печі.
![]() діб.
діб.
Продуктивність печі визначаємо двома способами: із виробничої програми, по кількості скломаси, фактично виробленою машиною (Q1) і з врахуванням коефіцієнту використання скломаси (Q2), т/добу.
![]() ;
; ![]() .
.
Продуктивність печі встановлюємо за більшим розрахунковим показником. Кількість печей залежить від загальної кількості працюючих машин і кількості машиноліній у цеху.
При виробництві пляшок приймаємо одну піч продуктивністю 160 т/добу.
5.3. Розрахунок шихтиРозрахунок шихти проводимо за заданим складом скла, мас. %
Таблиця 5.4. – хімічний склад скла для виробництва пляшок
| SiO2 | Al2O3 | Fe2O3 | CaO + MgO | Na2O | SO3 |
| 71,±2 | 2,8±1,3 | 0,5 | 11±1.3 | 14,3±0,9 | 0,3 |
Таблиця 5.5.–хімічний склад сировинних матеріалів, мас. %
| матеріал | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | C | в.п.п. |
| пісок | 98,64 | 0,44 | 0,65 | - | - | - | - | 0,27 |
| каолін | 46,35 | 36,7 | 0,52 | 1,18 | - | - | - | 15,25 |
| доломіт | 2,14 | 0,58 | 0,11 | 37,82 | 14,75 | - | - | 44,6 |
| сода | - | - | - | - | - | 58,5 | - | 0,8 |
| сульфат натрію | - | - | - | - | - | 41,5 | - | 0,39 |
| крейда | - | - | 0,03 | 56,25 | 0,12 | - | - | 43,6 |
| вугілля | - | - | - | - | - | - | 94 | - |
Беремо до уваги, що при варінні скломаси деякі сировинні матеріали звітрюються.
Звітрення компонентів становить, мас. %:
Na2O для соди – 3.2, для сульфату – 5.
Розрахунок шихти на 100 м. ч. скла проводимо з метою визначення кількості сировинних матеріалів та встановлення рецепту шихти.
Позначаємо кількість піску, каоліну, доломіту та крейди відповідно: X, Y, Z, T.
Складаємо систему рівнянь, які вирішуємо за допомогою програми MathCAD.
71.4=0,9864*Х+0,4635*Y+0.0214*Z+0*T;
2.8=0.0044*X+0.367*Y+0.0058*Z+0*T;
8.3=0*X+0.118*Y+0.3782*Z+0.5625*T;
2,7=0*X+0*Y+0.1475*Z+0.0012*T
За результатами розрахунку кількість сировинних матеріалів становить, мас. ч:
пісок каолін доломіт крейда
68,621 6,518 18,286 2,324.
5.3.1. Розрахунок необхідної кількості соди та сульфату натріюЗ содою та сульфатом натрію необхідно ввести 14,3 масових частки Na2O. Співвідношення кількості Na2O, який вводиться за допомогою соди та сульфату натрію складає 91,8:8,2.
Відповідно до цього з содою вводиться, %:![]() .
.
Кількість соди, кг: ![]() .
.
З урахуванням летучості (3,2%) кількість соди складатиме, кг: ![]() .
.
З сульфатом натрію вводиться, %: ![]() .
.
Кількість сульфату натрію, кг: ![]() .
.
З урахуванням летучості (5%) кількість сульфату натрію складатиме, кг:![]() .
.
Для відновлення сульфату натрію використовується вугілля у кількості 6% від маси сульфату натрію, тобто, кг: ![]()
Результати розрахунків приведені в таблиці 5.6.
Таблиця 5.6. – розрахунковий склад шихти та скла
| назва матеріалу | кількість матеріалів м. ч. на 100 м. ч. скла | вміст оксидів, мас. % | загалом | ||||||
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | SO3 | |||
| пісок | 68,6210 | 67,6878 | 0,3019 | 0,4460 | - | - | - | - | |
| каолін | 6,5180 | 3,0211 | 2,3921 | 0,0339 | 0,0769 | - | - | - | |
| доломіт | 18,2860 | 0,3913 | 0,1061 | 0,0201 | 6,9158 | 2,6972 | - | - | |
| сода | 23,1581 | - | - | - | - | - | 13,1274 | - | |
| сульфат натрію | 2,9668 | - | - | - | - | - | 1,1726 | - | |
| крейда | 2,3240 | - | - | 0,0007 | 1,3073 | 0,0028 | - | - | |
| вугілля | 0,1894 | - | - | - | - | - | - | - | |
| загалом | 122,0633 | ||||||||
| розрахунковий склад скла | 71,1002 | 2,8001 | 0,5007 | 8,2999 | 2,70 | 14,300 | 0,2991 | 100,0 | |
| зданий склад скла | 71,1000 | 2,8000 | 0,5000 | 8,3000 | 2,70 | 14,300 | 0,3000 | 100,0 | |
122,0633 кг шихти – 100 кг скла
Похожие работы
... , заменяющий соду. Последний представляет собой силикат натрия, модифицированный небольшим количеством оксидов титана и железа. Все это может значительно снизить вред, наносимый стекольным производством окружающее среде. Если в соответствии с предусмотренными техническими решениями и расчетами рассеивания в атмосфере вредных веществ, размер санитарно-защитной зоны для предприятия получается ...
... , уже используют в мире явные экономические преимущества и дополнительные перспективы для своего развития. Мотивация руководства промышленных предприятий и объединений является начальной и одной из наиболее сложных проблем формирования и развития систем экологического менеджмента. В условиях Российской Федерации представляется целесообразным организовать серию пилотных проектов, в которых для ...
... мусор от бытовых помещений. Согласно «Рекомендаций по делению предприятий на категории опасности в зависимости от массы и видового состава выбрасываемых в атмосферу загрязняющих веществ» ООО «Васильевский стекольный завод» относится к 3-1 категории опасности. 7.2 Газообразные загрязняющие вещества В процессе стекловарения в результате горения топлива, физического уноса и термического разложения ...
... автоматизации На основании эскизного проекта и разработанной функциональной схемы автоматизации производится выбор технических средств для проектируемой системы управления процессом подготовки шихты. Правильный выбор технических средств автоматизации является непременным условием эффективного и надёжного функционирования системы, залогом её минимальной стоимости и безопасности для персонала и ...
0 комментариев