Назначение
и особенности
конструкции
прибора
Расчет
механической
прочности платы
Выбор тех
процесса изготовления
печатной платы
Выбор и
обоснование
технологического процесса сборки
и монтажа печатных
плат
Выбор припоя
и флюса, применяемых
при пайке
Выбор материала
защитного
покрытия
Расчет
топологии
печатной платы
Навигация
Выбор припоя и флюса, применяемых при пайке
Разработка технологического процесса сборки и монтажа печатной платы «Пульт ДУ»
54343
знака
21
таблица
0
изображений
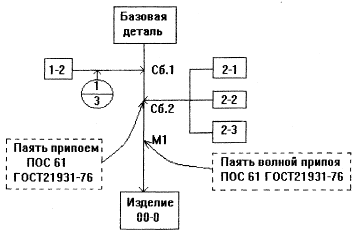
7. Выбор припоя и флюса, применяемых при пайке.
Флюсы при пайке необходимо выбирать в соответствии с отраслевым стандартом ОСТ 4. ГО 033.200. Для монтажа и пайки РЭА используют следующие флюсы:
канифоль сосновая марки А или В 100%;
флюс ФКСп,. содержащий от 10 до 60% канифоли и 40 – 90% спирта, при этом чаще используются 30% раствора канифоли в спирте;
флюс ФКТ, содержащий 20% раствора канифоли в спирте и 2-3% раствора тетробромида в этилацетате.
ФКЭт - 10% раствор этилацетата.
В соответствии с отраслевым стандартом выбираем припой ПОС-61 по
ГОСТ 21931-76. Припой рекомендован для пайки и лужения электро-радио элементов в том числе интегральных схем полупроводниковых приборов. Такой припой соответствует требованиям к разработки конструкции. Припой имеет температуру плавления 193-196 С0 . Указанный флюс достаточно активен в диапазоне роботы температуры пайки для выбора припоя не обладающего коррозийной стойкостью и легко удаляемый при помощи спирта, что особо важно при длительной эксплуатации изделия. В качестве очистительной жидкости предлагается использовать этиловый спирт, который легко удаляет остатки канифоли с мест пайки. При электрическом монтаже допускается применять спирта нерасовую смесь, спирт этиловый ректификат ГОСТ 18300-82 и нефрасы по ГОСТ 8505-78. Для пайки регулирующих элементов применяется припой ПОСК 50-18 с температурой плавления 145-147С0, состав которого 50% олова, 18% кадмия, остальное свинец.
Для пайки чувствительных к температурным перегревам элементов применяется также сплав ВУДА и сплав РОЗЕ.
Сплав ВУДА содержит: 10% кадмия, 40% висмута, 9% олова и 41% свинца. Сплав РОЗЕ состоит: 18% олова, 50% висмута, 32% свинца.
Очистные жидкости предназначены для отмывки изделия от флюсов после пайки. При выборе очистной жидкости необходимо учитывать состав останков флюса от пайки, растворяющая способность жидкости, влияние на устройство, пожаробезопасность.
Остатки флюсов после пайки должны удаляться не позднее через один час, если время не оговорено в ТУ.
8 Расчет технологичности изделия
Технологичность конструкции изделия – совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени, при технической подготовке под производство, изготовления, эксплуатации и ремонта изделия по сравнению соответствующими показателями однотипных конструкций изделия одного назначения. Технологичность как совокупность свойств изделия находится в тесной связи с остальными свойствами изделия. Иначе, ТКИ совокупность свойств изделия, определяющих способность его конструкции к оптимальным затратам ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условия проведения работы.
При определении надежности изделия испытывают качественные характеристики и количественные показатели ТКИ. К качественным характеристикам ТКИ относят:
взаимозаменяемость – свойство составной части конструкции изделия, обеспечивающее возможность применения ее в место другой ее части, без дополнительной обработки, с сохранением заданного качества изделия;
контролепригодность – свойство, обеспечивающее возможность удобства и надежность при сборке изделия.
Конструкции проектируемого устройства выполнена таким образом, чтобы удовлетворять все качественным показателям изделия. Основной элемент печатной платы разработан с учетом оптимального расположения на ней ЭРЭ, при этом все типы номиналов ЭРЭ применяемые в схеме могут быть заменены на аналогичные.
Контролепригодность обеспечивается удобством доступа ко всем элементам схем, при проверке электрических параметров на их выводах, а также возможностью чтения номиналов ЭРЭ.
Количественная оценка проводиться в соответствии со стандартами ЕСКТП ГОСТ 14201-83, ГОСТ14204-73, ОСТ4.ГО.091.219.
Указанные стандарты определяют оценку технологичности изделия:
По частным показателям Ki;
По комплектующему показателю K, который рассчитывается по средневзвешенной величине относительно частных показателей с учетом весовых коэффициентов.
Отраслевой стандарт по ОСТ4.ГО.091.219, предусматривает выбор состава базовых показателей ТКИ и их расчет.
1) Коэффициент механизации подготовки ЭРЭ к монтажу
где - количество ЭРЭ, подготовка которых ведется автоматически;
- общее количество ЭРЭ.
2) Коэффициент автоматизации и механизации монтажа изделия
где - общее количество монтажных соединений;
- количество монтажных соединений, которые выполняются автоматизировано.
3) Коэффициент сложности сборки
где Е1 – количество типов размеров узлов, входящих в изделия и не требующих регулировки;
Е2 – общее количество размеров.
4) Коэффициент механизации контроля и настройки
где - количество операций контроля и настройки, которая осуществляются автоматически;
- общее количество операций контроля и настройки.
5) Коэффициент повторяемости ЭРЭ
Таблица - Показатели ТКИ
| Наименование показателя | Весовой коэффициент | Полученное значение |
| Коэффициент механизации подготовки ЭРЭ к монтажу | 1 | 0.84 |
| Коэффициент автоматизации и механизации монтажа изделия | 1 | 0.8 |
| Коэффициент сложности сборки | 0.75 | 1 |
| Коэффициент механизации контроля и настройки | 0.5 | 0 |
| Коэффициент повторяемости ЭРЭ | 0.187 | 0.58 |
Комплексные показатели технологичности
Для радиотехнических изделий при установившемся серийном производстве базовый показатель технологичности должен быть не менее 0.3.
В рассматриваемом проекте базовый показатель равен 0.73, что говорит о высокой ТКИ.
Похожие работы
... ; · транзисторы; · разьемы; 4) пайка 5) очистка ПП; 6) маркировка; 7) контроль; 8) настройка. Разработанная технология сборки приведена в приложении. Заключение В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим ...
устройств вычислительной техники. Задачи проекта: Разработать печатную плату устройства управления питания компьютерной системы, произвести выбор и обоснование технологического процесса изготовления печатной платы, с исходными данными к проекту: схема электрическая принципиальная. Объём и содержание расчётно-пояснительной записки и графических работ произвести согласно техническому заданию. ...

... : ¾ температура, °С +25±10; ¾ относительная влажность воздуха, % 45...80; ¾ атмосферное давление, мм рт. ст. 630...800. Так как блок интерфейсных адаптеров предназначен для работы в нормальных условиях, в качестве номинальных значений климатических факторов указанные выше принимают нормальные значения ...


... транзисторы типа КТ 361. Это маломощные транзисторы, идеально подходят для включения цепи со светодиодом, которая не потребляет много тока. 3. Разработка конструкции 3.1 Концепция построения конструкции Конструкция микшерного пульта, проектируемого в данном дипломном проекте, представлена одной конструкторской единицей в форме параллелепипеда с наклонной передней панелью для лучшей ...
0 комментариев