Навигация
СОДЕРЖАНИЕ
1. Введение.
2. Назначение изделия, конструкция.
3. Выбор сварочного оборудования, приспособления и инструменты.
4. Материалы, применяемые при сварке.
5. Требования к подготовке деталей под сварку.
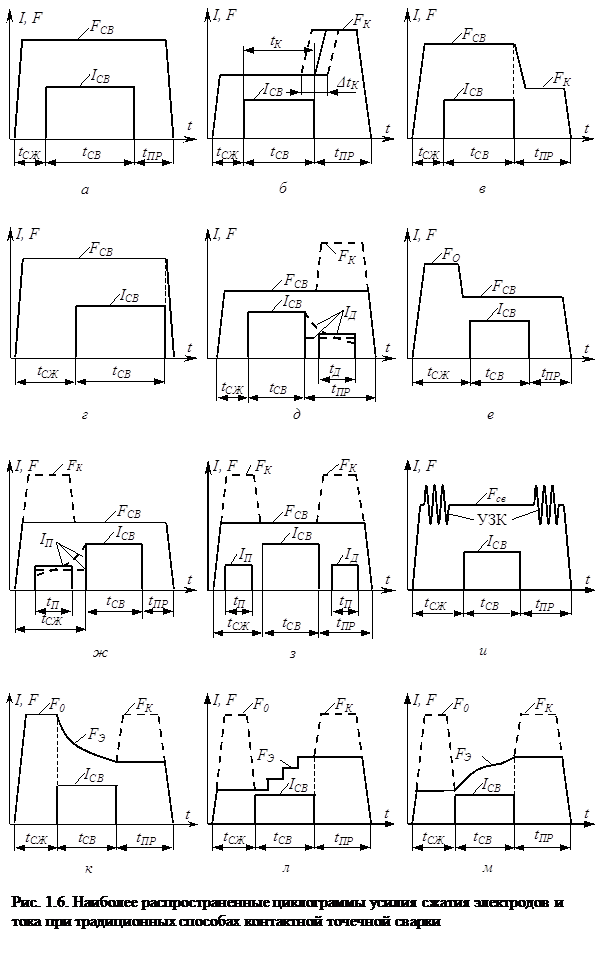
6. Выбор ориентировочных режимов сварки.
7. Процесс сварки (технология и техника).
8. Контроль качества сварочных соединений (готовых изделий и конструкций).
9. Техника безопасности и пожарные мероприятия при выполнении сварочных работ.
10. Использованная литература.
1. ВВЕДЕНИЕ
1) В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.
В 1802 г. русский академик В.В. Петров впервые в мире открыл и описал явление электрической дуги, а также указал на возможность использования ее теплоты для расплавления металлов. В 1882 г. русский академик Н.Н. Бенардос изобрел способ дуговой сварки с применением угольного электрода. В 1888 г. русский инженер-металлург Н.Г. Славянов разработал металлургические основы дуговой сварки, создал первый автоматический регулятор длины сварочной дуги и изготовил первый в мире сварочный генератор.
По уровню развития сварочного производства Россия является ведущей страной в мире. В 1969 г. на борту космического корабля «Союз-6» Валерий Кубасов с помощью установки «Вулкан» провел автоматическую электронно-лучевую и дуговую сварку и резку металлов в космосе; в 1984 г. на борту космического корабля «Салют-7» Светланой Савицкой и Владимиром Джанибековым выполнены ручная сварка, резка, пайка и напыление металлов в открытом космосе.
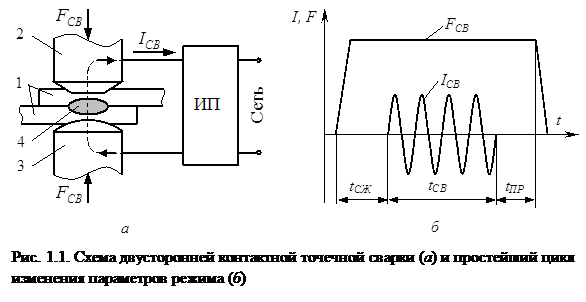
2) Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84). Различают два вида сварки: сварку плавлением и сварку давлением.
Сущность сварки состоит в том, что металл по кромкам свариваемых частей оплавляется под действием теплоты источника нагрева. Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей путем их сжатия под нагрузкой при температуре ниже температуры плавления.
К сварке плавлением относится также газовая сварка, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки (ГОСТ 2601-84). Способ газовой сварки был разработан в конце прошлого столетия, когда началось промышленное производство кислорода, водорода и ацетилена.
Газовая сварка применяется во многих отраслях промышленности при изготовлении и ремонте изделий из тонколистовой стали, сварке изделий из алюминия и его сплавов, меди, латуни и других цветных металлов и их сплавов. Разновидностью газопламенной обработки является газотермическая резка, которая широко применяется при выполнении заготовительных операций при раскрое металла. Контактная сварка занимает ведущее место среди механизированных способов сварки. Особенность контактной сварки – высокая скорость нагрева и получение сварного шва, это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосистем. Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
- электрическая дуговая, где источником тепла является электрическая дуга;
- электрическая сварка, где источником теплоты является расплавленный шлак, через который протекает электрический ток;
- электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов;
- лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц – фотонов;
- газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки.
2. НАЗНАЧЕНИЕ ИЗДЕЛИЯ, КОНСТРУКЦИЯ.
Оболочка корпуса, состоящая из днищевого, двух бортовых и палубного перекрытий, подкрепляется изнутри поперечными и продольными переборками и промежуточными палубами и платформами, необходимость которых, а также их количество и расположение определяются размерами и назначением судна.
Вместе с оконечностями и штевнями они образуют основной корпус и относятся поэтому к числу основных конструктивных элементов корпуса.
Наружная обшивка образует непроницаемую оболочку, которая предотвращает попадание воды внутрь судна сверху (настил верхней палубы), обеспечивает плавучесть судна (наружная обшивка) и непотопляемость при повреждении наружной обшивки днища (настил второго дна). Кроме того, настил второго дна образует междудонное пространство.
Наружная обшивка представляет ряд поясьев, состоящих из отдельных листов, расположенных длинной кромкой вдоль корпуса судна. Ширина поясьев – 1,5-2,5 м., а на крупных судах – 3,0-3,2 м. Длина листов – до 16 м.
Разбивка наружной обшивки на поясья производится на чертеже растяжки наружной обшивки, который представляет собой наружной обшивки одного борта на плоскость. Так как ширина растяжки наружной обшивки в оконечностях меньше, чем в средней части судна, поясья наружной обшивки в районе оконечностей начинают сужаться.
Во избежание чрезмерного сужения в этом случае вводят потери, т.е. поясья, в которые переходят два смежных суженных пояса, заканчиваемы в одном сечении.
В этом случае производится замер борта на судне 001 СБ.
Горизонтальный киль в средней части судна делают толще примыкающих к нему поясьев днищевой обшивки. Ширстрек также утолщают.
Толщина листов наружной обшивки в оконечностях меньше, чем в средней части судна (кроме судов ледового плавания). Для соединения листов наружной обшивки и настилов палуб и второго дна используют сварку. На судах, имеющих ледовые подкрепления, бортовая обшивка в районе ватерлинии делается утолщенная – это так называемый ледовый пояс. Кроме него, иногда утолщают листы, примыкающие к большим вырезам в палубе (например в районе грузовых люков или в местах соединения с поперечными переборками. Крайние примыкающие к борту листы палубного настила составляют палубный стрингер: его делают толще, чем другие листы палубного настила и располагают вдоль судна. В виде исключения иногда прибегают к пленке – в месте соединения палубного стрингера с ширстреком, а при необходимости образования так называемых барьерных швов – в районе скулы и по верхней палубе. Барьерные швы, идущие вдоль судна, препятствуют распространению случайных трещин по всему поперечному сечению наружной обшивки палубы.
При ремонте корпусов по Правилам регистра применяются стали нормальной прочности категории А, В, Д, Е, и повышенной прочности категорий А32, Д3, Е32, А36, Е36, А40, Д40, Е40.
В качестве эквивалентных для указанных категорий стали ГОСТ 5521 предусматривает следующие марки:
- для стали категории А – сталь Ст3 сп2, Ст3 сп3, Ст3 пс2, Ст3 Гпс2;
- для В-сталь марок Ст3 сп4, Ст3 пс4, Ст3 Гпс4;
- для Д-сталь марки С;
- для А 32, Д32, Е 32 – сталь марок 09Г2 и 09Г2С;
- для А36, Д36, Е36 – сталь марки 10Г2 С1Д;
- для Д40 и Е40-сталь марки 10 ХСНД (СХЛ-4).
В данной конструкции используется листовой металл марки ВСт3 сп.
Сталь марки Ст3 может быть кипящей, спокойной и полуспокойной. Сталь группы В по способу производства делится на мартеновскую и конвеерную. Впереди марки стали ставится обозначения группы стали В и способ производства (М или К). В сталях, предназначенных для сварных конструкций, особенно точно регламентируется содержание химических элементов, так как даже незначительное увеличение содержания углерода серы и фосфора отрицательно влияет на свариваемость ВСт3ст4.
Углерод – 0,14-0,22
Марганец – 0,40-0,65
Кремний – 0,12-0,30
Сера – 0,055
Фосфор – 0,045
Данная сталь относится к хорошо свариваемым. Также эта сталь хорошо рубится гильотиной и хорошо режется газом.
Похожие работы
... ; в этом случае отпадают все затруднения, связанные с твёрдостью металла; объёмы жидкого металла самопроизвольно сливаются в общую сварочную ванну. Во многих случаях на процесс сварки существенно влияют загрязнения поверхности металла: преимущественно окислы и жировые плёнки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...

... , называют шихтой. В состав шихты входят топливо, руды (чаще рудные концентраты, так или иначе подготовленные к плавке), металлы (в основном в виде лома), флюсы, шлаки предыдущих плавок и другие оборотные материалы. 1 Пластмассы. Основные компоненты пластмасс. Слоистые пластические материалы 1.1 Общие сведения, основные свойства и компоненты, входящие в состав пластмасс Среди новых ...
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...
0 комментариев