Навигация
Процессы сварки металлов плавлением
34504
знака
7
таблиц
6
изображений
ГК и ВО России
НГТУ
Кафедра ТМС
Курсовая работа по
Технике и технологии в отрасли.
Процессы сварки
металлов плавлением.
Факультет: Бизнеса
Группа: ФБ-51
Студент: Авдакова Н.В.
Преподаватель: Куроедов Ю.Б.
Новосибирск
1997
Содержание:
Сварка. Понятие, сущность процесса 3
Сварка плавлением 4
Классификация электрической дуговой сварки 6
Ручная дуговая сварка и оборудование для неё 8
Технология ручной дуговой сварки 10
Технология газовой сварки 14
Приложение 17
Литература 18
Сварка. Понятие, сущность процесса.
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций.
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Сварное соединение металлов характеризует непрерывность структур. Для получения сварного соединения нужно осуществить межмолекулярное сцепление между свариваемыми деталями, которое приводит к установлению атомарной связи в пограничном слое.
Если зачищенные поверхности двух соединяемых металлических деталей при сжатии под большим давлением сблизить так, чтобы могло возникнуть общее электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей, то получаем прочное сварное соединение. На этом принципе основана холодная сварка пластичных металлов.
При повышении температуры в месте соединения деталей амплитуды колебания атомов относительно постоянных точек их равновесного состояния увеличиваются, и тем самым создаются условия более легкого получения связи между соединяемыми деталями. Чем выше температура нагрева, тем меньшее давление требуется для осуществления сварки, а при нагреве до температур плавления необходимое давление становится равным нулю.
Кусок твёрдого металла можно рассматривать как гигантскую молекулу, состоящую из атомов, размещённых в строго определённом, зачастую очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия.
Принципиальная сущность процесса сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившуюся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря проще, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно.
Объединение отдельных объёмов конденсированной твёрдой или жидкой фазы в один общий объём сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамически процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдается на объёмах однородной жидкости.
Гораздо труднее происходит объединение объёмов твёрдого вещества: приходится затрачивать значительные количества энергии и применять сложные технические приёмы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и пригнанные, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, по снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твёрдых металлов мешает, прежде всего, их твёрдость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно.
Металлы с малой твёрдостью, например, свинец, достаточно прочно соединяются уже при незначительном сдавливании. У более важных для техники металлов твёрдость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях.
На процесс соединения сильно влияют загрязнения поверхности металла - окислы, жировые плёнки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранить лишь в высоком вакууме. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или “схватываться” при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием, как твёрдости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление. Поскольку данная работа посвящена сварке металлов посредством плавления, сварка давлением ниже подробно освещаться не будет.
Сварка плавлением.
Сварка плавлением осуществляется нагревом свариваемых кромок до температуры плавления без сдавливания свариваемых деталей.
При нагреве с повышением температуры снижается твёрдость металла и возрастает его пластичность. Металл, твёрдый и малопластичный при комнатной температуре, при достаточном нагреве может стать очень мягким и пластичным. Дальнейшим повышением температуры можно довести металл до расплавления; в этом случае отпадают все затруднения, связанные с твёрдостью металла; объёмы жидкого металла самопроизвольно сливаются в общую сварочную ванну.
Во многих случаях на процесс сварки существенно влияют загрязнения поверхности металла: преимущественно окислы и жировые плёнки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, могут быть удалены с поверхности металла механически (щётками, абразивами и т.д.) или химически (растворителями, травителями, и флюсами).
Специфическим для сварки средством очистки служат флюсы, растворяющие окислы при повышенных температурах. Помимо устранения загрязнений с поверхности металла, принимаются меры к уменьшению загрязнения металла в процессе сварки, в первую очередь окислами. Для этой цели используются флюсы, шлаки, защитные газы, вдуваемые в зону сварки.
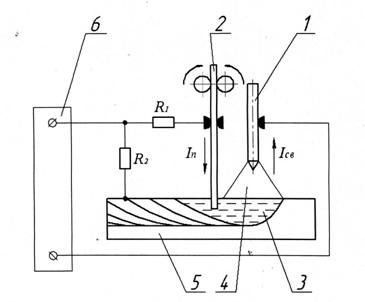
Противоречие между теоретической возможностью сварки металлов без затрат энергии и практической необходимостью затрат и довольно значительных может быть объяснено энергетической моделью процесса сварки, схематически изображённой на рис 1.
![]()
 2 H
2 H
![]()
![]() 1 h
1 h
![]()
![]()

![]()
Похожие работы
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...



... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...
... отделяют разрезая лист обшивки по линии притыкания набора, сплавляя одновременно сварные швы. Далее по кромкам набора сплавляются остатки сварных швов, выхваты наплавляются и зачищаются под сварку до чистого металла абразивным инструментом. Технологические вырезы должны выполняться согласно чертежам и ТИ 02-00-247. При этом линии реза обшивки и набора могут быть совмещены или разнесены. Набор, ...



... 61.41) ГОСТ 10052-75 при РД с марками проволоки электродного стержня Св-08Х19Н10Б и Св-08Х18Н2ГТ применяется электродные проволоки Св-08Х18Н2ГТ и Св-08Х14ГНТ ГОСТ 2246-70. Используются флюсы плавленые для сварки и наплавки АН-17, АН-18 ГОСТ 9087-81 [1] Сварные соединения мартенситно–ферритных сталей должны быть подвергнуты термическому отпуску для "смягчения" структур закалки и снятия остаточных ...
0 комментариев