Навигация
Гаджинский А.М. Основы логистики: Учебное пособие. - М.: Маркетинг, 1996
112455
знаков
9
таблиц
11
изображений
1. Гаджинский А.М. Основы логистики: Учебное пособие. - М.: Маркетинг, 1996.
-38-
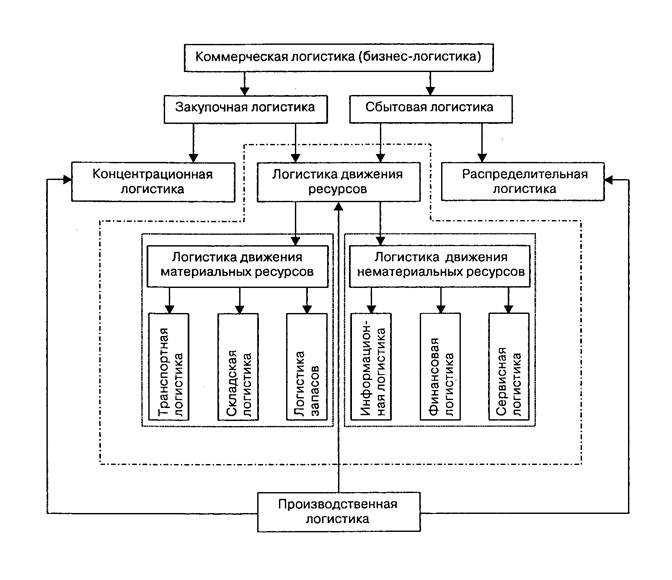
25. Понятие производственной логистики.
Новая философия организации производства: интеграция процессов снабжения производства, сбыта, транспортировки и представление производства как системы, четко ориентированной на рынок (система “своевременного производства”)
В США “Своевременное производство” состоит из 4-х элементов:
- своевременная сборка готовых изделий из узлов
- своевременная продажа готовых изделий
- своевременная закупка материальных ресурсов
- своевременный запуск материальных ресурсов в производство
Все современные организации производства делятся на 2 типа: “Толкающие”(выталкивающие) и “Тянущие”(вытягивающие)
Характеристика традиционного (толкающего) подхода: изготовление деталей в соответствии с графиком (детали поступают по мере готовности с предыдущей операции на последующую)
Тянущая система заключается в том, что последующий участок заказывает и изымает детали, сборочные единицы и т.п. с предыдущего участка на последующий. Тянущая система задумана с целью уменьшения запасов.
Сравнение толкающей и тянущей систем
| Характеристики | Тянущая | Толкающая |
| 1. Закупочная стратегия (снабжение) | Ориентирована на небольшое число поставщиков, поставки частые, небольшими партиями, строго по графику | Ориентация на значительное число поставщиков, поставки в основном нерегулярные, крупными партиями |
| 2. Производственная стратегия | Ориентация производства на изменение спроса, заказов | Ориентация на максимальную загрузку производственных мощностей. Реализация концепции непрерывного производства |
| 3. Планирование производства | Начинается со стадии сборки или распределения | Планирование под производственные мощности |
| 4. Оперативное управление производством | Децентрализовано. Производственные графики составляются только для стадии сборки. За выполнением графиков других стадий наблюдает руководство цехов | Централизованное. Графики составляются для всех цехов. Контроль осуществляется специальными отделами (плановыми, диспетчерскими бюро) |
| 5. Стратегия управление запасами | Запасы в виде незадействованных мощностей (станков) | Запасы в виде излишков материальных ресурсов (сырье) |
| 5.1 Управление страховыми запасами | Наличие страховых запасов говорит о сбое в производственном процессе т.к. складские площади почти не предусмотрены | Страховой запас постоянно поддерживается на определенном уровне |
| 5.2 Управление операционными заделами (запасы на рабочих местах) | Операционный задел минимален за счет синхронизации производства | Операционный задел не всегда минимален из-за несинхронности смежных операций, различной пропускной способности оборудования, его плохой расстановки, неэффективного выполнения транспортно-складских работ |
| 5.3 Управление запасами готовой продукции | Запасы практически отсутствуют из-за быстрой отправки готовой продукции заказчику. Излишних запасов не бывает, т.к. размер партии готовых изделий сориентирован на заказ | Запасы могут быть больш. из-за: - несвоевременности изготовления продукции - несвоевременности отправки готовой продукции - размер партии готовых изделий сориентирован на годовую программу без учета колебаний спроса |
| 6. Использование оборудования и его размещение | Универсальное оборудование, которое размещено по кольцевому или линейному принципу | Специализированное оборудование, размещенное по участкам, а также частично универсальное оборудование, расположенное линейно |
| 7. Кадры | Высоко квалифицированные рабочие-многостаночники (универсалы) | Узко специализированные рабочие, но есть и рабочие-многостаночники |
| 8. Контроль качества | Поставка качественных материальных ресурсов, компонентов, изделий. Сплошной контроль качества осуществляет поставщик | Сплошной или выборочный контроль на всех стадиях производства, что удлиняет производственный процесс |
| 9. Распределительная стратегия | Размер партии готовых изделий равен размеру заказа. Ориентация на конкретного потребителя. Изготовление с учетом специфических требований заказчика Организация послепродажного обслуживания | Размер партии готовой продукции соответствует плановуму выпуску. Ориентация на “усредненного потребителя”. Организация послепродажного обслуживания |
Преимущества тянущей системы
- Отказ от избыточных запасов, информация о возможности быстрого приобретения материалов, или наличие резервных мощностей для быстрого реагирования на изменение спроса.
- Замена политики продажи произведенных товаров политикой производства продаваемых товаров.
- Задача полной загрузки мощностей заменяется минимизацией сроков прохождения продукции по технологическому процессу.
- Снижение оптимальной партии ресурсов, снижение партии обработки.
- Выполнение заказов с высоким качеством
- Сокращение всех видов простоев и нерациональных внутризаводских перевозок.
Система Канбан
Канбан разработана группой японских менеджеров. Потери в данном методе - излишки продукции, досрочное производство, брак, нерациональная транспортировка, хранение излишних запасов.
![]() Канбан
Канбан
1 2 3 4 5 6
1. Система “Точно в срок” - поставка необходимой продукции в требуемом количества в требуемый срок - служит для оперативного управления производством и включает не только специальные карточки, но и транспортные средства, производственные графики, технологические и операционные карты.
-39-
Система “Канбан” с двумя карточками
 | |||
 | |||
Место хранения запаса L Место хранения запаса М
трк
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .F .F
.F .F
![]()
![]() F
F
![]()
![]() E трк
E трк
![]() трк
трк
![]()
![]()
![]()
![]()
![]() E E
E E
 | |||
 | |||

![]()
![]() E
E
Е
![]()
![]() F
F
![]()
![]() прк F
прк F
![]() Участок А Участок В
Участок А Участок В
1. В системе вытягивания движение начинается с участка, где используется деталь (уч. В). Готовый контейнер с ТК с места хранения запаса L направляется на участок обработки. Предварительно с него снимается транспортировочная карточка, которая помещается в коллектор транспортных карточек.
2. Освободившийся контейнер с участка В направляется к месту хранения запаса М, где на него прикрепляется транспортировочная карточка и контейнер с карточкой направляется к месту хранения запаса L, который расположен на другом участке.
3. В месте хранения запаса L транспортировочная карточка с пустого контейнера снимается и прикрепляется к полному контейнеру, готовому к отправке в место запаса М.
4. В момент прикрепления к полному контейнеру транспортировочной карточки с него снимается производственная карточка, которая помещается в коллектор производственных карточек.
5. Пустой контейнер направляется на участок обработки и находится там до тех пор, пока не поступил сигнал на обработку деталей, которыми он заполняется.
6. Производственные карточки через определенные промежутки времени направляются на участок обработки А и служит сигналом для начала изготовления и обработки деталей. Готовыми деталями заполняется пустой контейнер и с прикрепленной к нему производственной карточкой направляется к месту хранения запаса L.
7. Детали для каждого выполненного заказа загружаются в пустой контейнер, к нему прикрепляется производственная карта и контейнер отправляется к месту хранения запаса М.
Эффективность обеспечивается соблюдением нескольких правил:
1. Последующий этап вытягивает неоходимые изделия с предыдущего этапа в необходимом количестве и в строго установленное время.
2. На участках изготовления \ обработки не может быть изготовлена ни одна деталь, пока не будет получена производственная карточка, разрешающая производство
3. Количество карточек канбан должно строго соответствовать количеству продукта
4. Ни одна деталь не производится если нет производственной карточки
5. Различные детали должны изготавливаться в той последовательности в которой поступали карточки
6. Бракованная продукция не должна поступать на следующий участок
7. Количество карточек должно д.б. минимально, т.к. оно отражает максимальный запас деталей. Право изменять количество карточек принадлежит среднему управляющему персоналу.
8. На каждый контейнер приходится 1 транспортировочная карточка и 1 производственная карточка, число контейнеров рассчитывается менеджером по производству
9. Применяются только стандартные контейнеры в которых помещается определенное количество деталей
“Шодзинка”
Заключается в регулировании количества задействованных на участке рабочих при колебании спроса на продукцию.
Условия для реализации:
-40-
- V образное или линейное расположение оборудования (по ходу технологического процесса, рабочие могут быстро перейти на другой участок)
- Наличие хорошо подготовленных рабочих-многостаночников, владеющих разными специальностями.
Система профессиональной ротации
Предполагает обучение рабочих нескольким специальностям с целью превращения их в универсалов.
Общая эксплуатационная система
Нацелена на максимальное использование оборудования. Позволяет сократить простои, время на переналадку и т.п. Система 4-8-4-8-4 (4 часа профилактики, 8 - работы)
Дзидоко
Автономный контроль качества на каждом рабочем месте.
Для внедрения системы потребовалось 10 лет. Она нацелена на выпуск разнообразной продукции.
Производство методом “Точно во время”
Позволяет выявить проблемы, которые не видны из-за избыточных запасов и лишнего персонала.
Идея системы - производить и поставлять готовые изделия как раз к моменту их реализации. Отдельные детали - к моменту сборки узлов. Узлы и комплектующие - к моменту сборки изделия вцелом.
Система предусматривает уменьшение размера партий обрабатываемых деталей; Сокращение задела; Сведение к минимуму объемов запасов практически невозможно без существенного сокращения времени на переналадку оборудования.
![]()
 С хранения Японцы считают, что q опт можно делать 1.
С хранения Японцы считают, что q опт можно делать 1.
![]() В Японии время на переналадку 10-12 минут
В Японии время на переналадку 10-12 минут
С переналадки для 99% продукции, 100 секунд – для
q опт 60%
Условия применения системы - высокий уровень автоматизации, синхронизация производственных процессов, высокий уровень культуры производства, высокое качество продукции, высокая производительность, ликвидация складских помещений, сокращение длительности цикла.
Система “Точно в срок”
Предполагает сокращение до возможных пределов разницы между временем поступления материалов на очередную стадию производства и временем их потребления. Данная система минует промежуточное складирование (производство без запасов, работа с колес). Применение системы требует синхронизации мат. потока и тех. операций.
Применение системы Канбан без системы “Точно во время” и “Точно в срок” невозможно.
Система ОПТ
“Оптимизированная производственная технология” - система организации производства и снабжения, разработанная Израильскими и Американскими специалистами в 80-е годы, “Израильский Канбан”. Цель - выявление в производстве узких мест или, по терминологии создателей, “критических ресурсов”, в качестве которых выступают сырье, материалы, машины, оборудование, тех. процессы, персонал.
Система JIT (ДЖИТ)
Сведение к минимуму простоев в ожидании материалов и обеспечить полную сбалансированность процессов перевозок, производства, монтажа, их синхронизация.
Варианты системы:
- Производство одновременно с монтажом (сборкой) - “сборка с колес”.
- Закупка одновременно с производством (в организацию производства вовлекаются субпоставщики) при изготовлении продукции участвуют несколько самостоятельных предприятий: 1 генподрядчик, другие - субпоставщики, которые изготовляют и поставляют на головное предприятие отдельные составные части изделия.
Система “Семь 0”
Модификация системы JIT. Ее особенности:
- 0 дефектов (высокое качество)
- 0 простой (мин. Время наладки при смене изделия)
- 0 размер партии на рабочем месте
-41-
- 0 потери времени и затрат на транспорт
- 0 сверхнормативной продукции
- 0 простоев при устранении неисправностей
- 0 длительность цикла (итог 6 первых пунктов)
0 не означает сведение к абсолютному нулю, а минимизация, к которой мы стремимся.
Система CIM
Синхронизация движения материальных и информационных потоков, т.е. 2 параллельных потока. Позволяет получить любую информацию о месте нахождения мат. потока.
Литература:
1. Гаджинский А.М. Основы логистики: Учебное пособие. - М.: Маркетинг, 1996.
2. Гончаров П.П. и др. Основы логистики: Учебное пособие. - Оренбург, 1995.-84с.
3. Дегтяренко В.Н. Основы логистики и маркетинга: Учебное пособие / ГАС. - Ростов, 1992. - 128с.
-42-
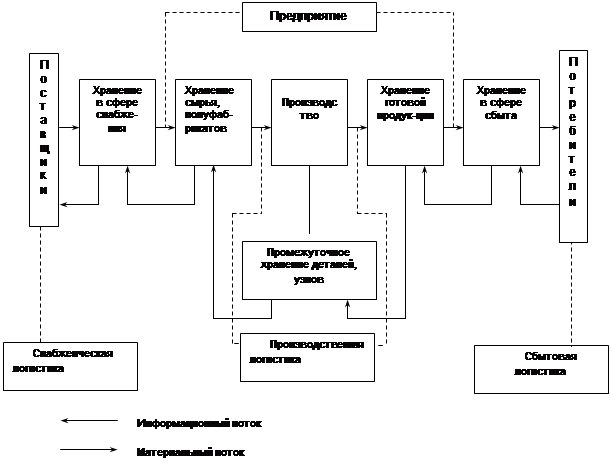
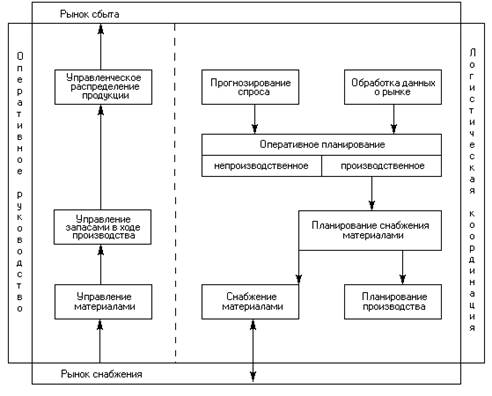
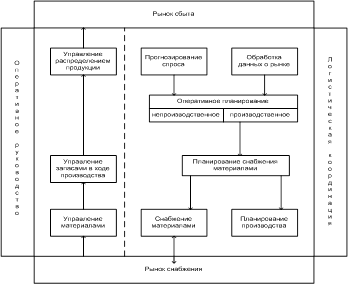
26. Функции управления материальными потоками в производстве.
Управление материальными потоками на предприятии предполагает выполнение следующих функций:
- координация действий участников логистического процесса;
- организация материальных потоков в производстве;
- планирование материальных потоков;
- контроль за ходом процесса товародвижения в рамках внутрипроизводственной логистической системы;
- регулирования хода выполняемых работ.
Координация действий заключается в формулировании и доведения целей управления материальными потоками до отдельных подразделений, в согласовании отмеченных целей с глобальными целями предприятия и обеспечения на этой основе совместной слаженной работы всех звеньев логистической цепи.
Организация предполагает формирование материальных потоков и установление пространственных и временных связей между участников товародвижения, а также создания системы управления материальными потоками на предприятии.
Планирование включает выполнение таких подфункций , как научно-техническое и экономическое прогнозирование, разработка программы действий и детализация планов.
Прогнозирование предшествует собственно разработке планов и составлению программы действий. Оно выполняет задачу по оценке будущих тенденций состояния внутрипроизводственной логистической системы.
Контроль как функция управления материальными потоками осуществляется по каналам, определяемым организационной структурой предприятия , и состоит в непрерывном наблюдении за ходом процесса товародвижения по установленным параметрам.
Для этого осуществляется сбор и обработка информации о состоянии материальных потоков, выявляются и анализируются отклонения от плановых заданий по выполнению производственных заказов , делаются выводы о степени соответствия проведенных работ поставленным задачам. Устранение выявленных отклонений обеспечивается путем регулирования.
Регулирование включает в себя следующие операции: анализ нарушения графика работ по выполнению производственных заказов и вызвавших их причин, разработку программы отклонений и мер, обеспечивающих ее реализацию. Отмеченные операции осуществляются одновременно и в
-43-
единстве составляют механизм регулирования материальных потоков.
Литература
1. Гаджинский А.М. Основы логистики: Учебное пособие. - М.: Маркетинг, 1996.
2. Гончаров П.П. и др. Основы логистики: Учебное пособие. - Оренбург, 1995.-84с.
3. Дегтяренко В.Н. Основы логистики и маркетинга: Учебное пособие / ГАС. - Ростов, 1992. - 128с.
4. Залманова М.Е. Логистика: Учебное пособие /СГТУ. - Саратов, 1995.- 167с.
5. Залманова М.Е. Закупочная и распределительная логистика: Учебное пособие / СПИ. - Саратов, 1992. - 83 с.
6. Лавров О.В. Материальные потоки в логистике: Конспект лекции по курсу "Логистика" для студентов спец. 0701 / СГТУ. - Саратов, 1995.-35с.
7. Лаврова О.В. Планирование межцеховых материальных потоков в логистике: Конспект лекций по курсу "Логистика" для студентов спец. 0701 /СГТУ - Саратов, 1995. - 21 с.
8. Леншин И.А., Смоляков Ю.И. Логистика: Учебное пособие. В 2-х частях. - М.: Машиностроение, 1996.
-44-
27. Понятие распределительной логистики.Задача - довести товар до потребителя с минимальными издержками и в кратчайший срок.
Место распределительной логистики и ее
функции в логистической системе
Распределительная логистика связана с товародвижением в сфере распределения:
- планирование и контроль за физическим перемещением материалов и готовых изделий от мест происхождения к местам их использования.
 Фазы
Фазы
1. Закупка
1 предприятие 2. Производство
3. Продажа (распределение)
потребители 1. Закупка
2. Производство
3. Продажа (распределение)
Распределение одного предприятия тесно связано с закупкой на другом предприятии.
Отличия логистики распределения от логистики закупок в том, что процесс распределения продукции и процесс закупок проходят в разных звеньях сферы обращения, протекают неодинаково и имеют различные целевые задачи.
В распределительной логистике исполнитель - предприятие изготовитель, в закупочной - покупатель. Логистические операции и издержки могут быть многовариантны в зависимости от условий поставки.
Переход распределительной логистики в закупочную - транкировка цен.
Распределительная логистика:
Сущ. понятие: цена франко-вагон-станция отправления. Это значит, что поставщик выполнил все условия по транспортировке и отправке груза, начиная с момента его упаковки и отгрузки до момента, когда груз погружен в вагон.
Закупочная логистика - остальные операции, совершаемые покупателем.
Как правило, большая часть прибыли приходится на долю производителя (от 3 до 40 и даже 50%).
Граница между распределительной и закупочной логистикой подвижна, но правила, определяющие эту подвижность стабильные и четкие.
Функции распределительной логистики:
- выгодно распределить
- выгодно реализовать
- выгодно продать
Цели распределительной логистики (у предприятия-изготовителя):
- обеспечить постоянную готовность к расширению предложения товаров или услуг
- обеспечить конкурентоспособность товаров или услуг
- постоянно осуществлять поиск новых рынков сбыта и закреплять положение на старых рынках
- обеспечивать транспортировку товаров к месту назначения
- совершенствовать условия поставки
- устанавливать устойчивые контакты с потребителями
- следить за выполнением заказов на поставку
- создавать новые склады на рынках потребителя
- обеспечивать экстренные нужды потребителей
- создавать и поддерживать необходимый уровень ТМЗ
- обеспечивать максимальный сервис
-45-
Сервис:
- поддержание больших объемов ТМЗ
- безупречная система транспортировки
- наличие множества складов на разных рынках
- организация дополнительный точек сервисного обслуживания и консультирования клиентов
(Затраты на сервис долговременные - эффект проявляется не сразу)
эффект
 кривая насыщения - дальнейшие вложения
кривая насыщения - дальнейшие вложения
не влекут эффекта.
Деньги на сервис, потраченные меньше определенной суммы также не влекут эффекта инвестиции
Минимизация издержек на распределение:
- дешевая система транспорта
- поддержание небольших ТМЗ
- наличие оптимального количества складов
- оптимальная мощность складов
- оптимальное расположение складов
Некоторые фирмы часть своего ТМЗ хранят на самом предпирятии или недалеко от него, остальное - на складах в различных частях страны. Фирма может иметь собственные арендованные склады, арендованные места.
Степень контролирования ТМЗ выше на своем складе, но фирме труднее гибко реагировать на спрос.
Общественный склад - высокие издержки, но зато предоставляются дополнительные услуги - контроль и охрана. Фирма может легко переместиться на другой рынок.
Логистические цепи (логистический канал, канал распределения)
Логистическая цепь - это линейно упорядоченное множество физических или юридических лиц (посредники, производители, склады общественного пользования и т.д.).
Это множество осуществляет логистические операции по доведению внешнего материального потока от одного предприятия до другого и производства, потреблении материальных ресурсов.
По месту формирования логистические каналы делятся на внешние и внутренние:
Внешние - складываются между разными предприятиями и формируются за воротами предприятия.
Внутренние - между участками самого предприятия, как правило циклические и периодически возобновляются.
Внешние цепи могут быть нескольких видов: циклические (при наличии долгосрочных контрактов между предприятиями), краткосрочными и длительными.
Классы сложности логистических цепей
1. Простая логистическая цепь
продавец покупатель
![]()
Складывается либо внутри одного предприятия, или между 2 предприятиями, которые находятся в одном городе, либо имеется договор на прямые поставки. Перевозка осуществляется либо самим продавцом, либо покупателем.
-46-
Похожие работы
... и склад, прежде связанные лишь операцией погрузки и разгрузки, приобретают тесные взаимные связи. Они начинают работать на один экономический результат. Второй этап. Интеграционная основа логистики расширилась и стала охватывать производственный процесс. Третий этап относится к настоящему времени и характеризуется следующим: Появляются фундаментальные изменения в организации и управлении ...
... , сырья, готовой продукции "точно в срок" оказывает благоприятное влияние на функционирование всей экономической системы, позволяет существенно (иногда в 3-4 раза) сократить запасы на складах промышленных предприятий. Логистика в полной мере работает на потребителя. Поэтому считают, что реализация функций сбыта в сфере логистики осуществляется посредством "шести правил": груз, качество, время, ...

... возможностями закупки и производства. Выполнить эту задачу можно с помощью решения научных проблем развития самой логистики, начиная от структуризации технологии ее цепей и заканчивая различными локальными задачами. Функции логистики. В соответствии с современными задачами логистики различают два вида ее функций: оперативные и координационные. Оперативные функции связаны с непосредственным ...
... вывод. За 2006 год выручка от реализации составила 38912 тыс. руб., себестоимость реализованной продукции 34705 тыс. руб. чистая прибыль ООО "Авелена Логистик" за 2006 год составила 3164 тыс. руб. 2.2 Описание видов экспедирования контейнеров в компании "Авелана логистик" Транспортная компания "Авелана логистик" осуществляет следующий спектр услуг: - Экспедирование экспортно-импортных и ...
0 комментариев