Навигация
Другой подход - определяется показатель идеального поставщика, и каждый из поставщиков сравнивается с идеалом
81271
знак
22
таблицы
10
изображений
2. Другой подход - определяется показатель идеального поставщика, и каждый из поставщиков сравнивается с идеалом.
3. Расстановка приоритетов - по результатам работы поставщиков производится их фактическая оценка. Для этого:
- выбираются наиболее важные критерии оценки;
- выбирается метод измерения деятельности поставщика;
- определяется относительная важность каждого параметра и принимается метод оценки результатов.
Пример: в оценке поставщика качество продукции представляет первостепенную важность. Также принимаются важными качество обслуживания и цена. Важность 1-го параметра - 50%, других - по 25%. Вырабатывается система очков, которая помогает количественно оценить деятельность поставщика по каждому параметру. Количество продукции принимается за 100 очков, из которых вычитается количество очков, показывающих продукцию, от которой нам пришлось отказаться. Обслуживание - за каждую просроченную поставку вычитается 5 очков. Цена - выбирается самая низкая из назначенных цен как % отношение к действительно уплаченной цене (95 - самая низкая, а заплатили 100). Исходя из этих данных:
Качество - 50% (100-12)= 44,0
Обслуживание - 25% (100-5*5)=18,75
Цена - 25% (95/100)= 23,75
Итого 86,5 очков
Ведение переговоров. В результате должен быть достигнут выигрыш как для поставщика, так и для покупателя. Отношения поставщика и потребителя складываются на основе партнерства.
Хороший поставщик - доставляет товар вовремя, обеспечивает надежность и качество, стабильность, выполняет обещания, держит покупателя в курсе дела.
Хороший потребитель - заказывает вовремя, обеспечивает постоянный спрос, платит аккуратно, точно определяет спецификацию, доверяет поставщику и строит свои отношения на взаимопонимании.
Соглашение. В результате осуществляется подписание контракта или договор поставки - соглашение, по которому одно юр. лицо (поставщик) обязуется передать в определенный срок другому юр. лицу (потребителю) в собственность продукцию обусловленного ассортимента и качества в требуемом количестве, а потребитель - оплатить продукцию. При несоблюдении условий договора предприятие-поставщик должен оплатить неустойку.
Управление взаимоотношениями. Осуществляется контроль за поставками. В некоторых случаях, чтобы поставки были выполнены вовремя, осуществляется экспидирование поставки
Главный показателем поставок является надежность снабжения:
P=1-Pотказа (Pотказа - вероятность отказа в удовлетворении заявки).
Одноканальная система (на 1 комплектующую - 1 поставщик). Надежность снабжения:
![]() отказа)
отказа)
В других случаях - алгоритм определения надежности поставок:
1. Сопоставление даты поставки плановой и фактической.
2. Определение времени опоздания.
3. Сопоставляется объем поставки плановый и фактический. Выявляются случаи недопоставки продукции.
4. Определяется объем недопоставки продукции DQ =Qфактич - Qплан.
5. Определяется условное опоздание в случае недопоставки t’оп = DQ/q.
(DQ - величина недопоставки, q - средний дневной расход).
6. Определяется общая величина опозданий Tоп= tоп+t’оп
7. Определяется количество случаев отказа.
8. Определяется наработка на отказ То=(Т - åТоп)/n где Т - общее число дней в периоде.
9. Определяется интенсивность отказов p =1/Топ.
10. Определяется коэффициент готовности поставок Кгп=(Т-åТоп)/Т
11. Надежность снабжения Р=Кгп*е-ptчем выше этот коэфф., тем надежнее снабжение.
5: Особенности закупки материалов по системе JIT (точно вовремя)
Система разработана в Японии. Ее особенности:
- стабильный выпуск продукции;
- частые поставки небольшими партиями;
- поставки на основе долгосрочных заказов;
- минимальный объем сопутствующей документации;
- объем информации по поставкам фиксирован для всего объема, но может меняться от одной поставки к другой;
- поставки с избытком или недостатком практически исключаются;
- поставщиков ориентируют на использование стандартной тары и упаковки;
- от поставщиков требуется выпуск деталей мелкими партиями и определение системы JIT по закупке материалов;
- минимальный объем спецификации;
- поставщикам обеспечивается помощь в качестве продукции;
- количество поставщиков ограничено;
- выбираются близко расположенные поставщики;
- большое внимание в этой системе уделяется доставке грузов.
Достоинства системы:
- сокращаются затраты на содержание запасов;
- сокращение брака;
- сокращение объема спецификации;
- удобства внесения изменений (по телефону);
Достоинства для поставщика:
- полная загрузка производственных мощностей;
- сохраняется квалифицированная рабочая сила;
- сохраняются собственные запасы за счет внедрения системы;
- упрощение процедуры согласования поставок за счет близости поставщика.
Формирование и регулирование запасов1. Понятие запаса. Причины образования.
2. Сущность и значение производственного запаса.
3. Расчет параметра регулирования запасов.
4. Системы регулирования запасов.
1: Понятие запаса. Виды дефицита:
- естественный (отсутствие тех или иных видов ресурсов);
- технологический (образуется из-за того, что делали не то, что нужно);
- искусственный.
При дефиците необходимо делать запасы.
2: Сущность и значение производственного запаса.
Простые запасы - различные виды мат. ресурсов, предназначенных для производственного потребления.
Причины образования простых запасов:
- несоответствие объемов поставки объему разового потребления;
- разрыв во времени между моментами поступления материалов и его потреблением;
- климатические условия местности;
- снижение транспортных расходов.
Производственный запас включает:
- текущий запас (необходимый для между 2-мя очередными поставками);
- подготовительный запас (служит для обеспечения бесперебойной работы предприятия в период, необходимый для подготовки механизмов для эксплуатации);
- страховой или гарантийный запас (необходим на случай перебоев в процессе снабжения).
- товарные запасы (запасы готовой продукции и запасы в каналах сферы обращения).
Каждый из видов запаса может быть измерен:
а) в натуральном выражении (шт., м2) для определения степени обеспеченности запасами конкретного вида продукции;
б) в стоимостном выражении (надо знать, сколько ресурсов и по какой цене) необходим для общей величины запаса и сравнения с реализацией продукции, издержками и другими показателями.
в) в днях обеспеченности (необходимый объем запасов в натуральном выражении разделить на среднесуточный расход).
3: расчет оптимальной величины партии поставок.
Необходимо ответить на следующие вопросы:
- сколько должно содержаться в запасе мат. ресурсов?
- сколько мы можем заказать за 1 раз?
- когда нам заказывать?
объем
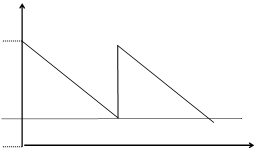 поставок
поставок
текущий
произв.
запас
страховой Т
запас
период между
1-й и 2-й поставками
q тек(t) = q max - ![]() *t (
*t (![]() - среднесуточный расход).
- среднесуточный расход).
За норму текущего запаса в натуральном выражении принимается половина максимального запаса: qср = (qmax + qmin)/2 = qmax /2
Период времени между двумя поставками: Т= q max /![]() (q max - величина партий).
(q max - величина партий).
Норма текущего запаса в днях обеспеченности определяется как половина интервала между поставками.
Уровни запасов - макс., средний, мин.
ПЗ max = q max текущий + q страховой.
ПЗ средний = q текущий средний + q страховой
ПЗ min = q страховой
Расчет в условиях неопределенности.
Экономический размер партии - такая величина партии товаров, которая позволяет сократить до минимума ожидаемую общую потребность на запасы при определенных условиях и ценах.
Методика определения экономического размера партии заключается в сравнении достоинств и недостатков больших и малых запасов. При определении экономического размера партии используются следующие допущения:
- общее число единиц, составляющее годовую потребность, известно;
- величина спроса постоянна;
- выполнение заказов происходит немедленно;
- расходы на оформление заказа не зависят от величины партии;
- цены на материалы не меняются в рассматриваемом периоде.
Определяем затраты на приобретение материалов.
Смат = Ц*q (Ц - цена товара, q - объем партии) С1 - затраты с выполнением заказа на поставку, условно-постоянные расходы (не зависящие от объема партии) по размещению заказа, оформлению или подписанию договора, командировочные расходы. Административные расходы (почта, телеграф), расходы по приемке и складированию грузов.
![]() (Схр- затраты на хранение, t- период поставки, p- среднесут. расход)
(Схр- затраты на хранение, t- период поставки, p- среднесут. расход)
t=q/p
С2 - затраты на хранение единицы товара, q - хранимый запас, p - среднесуточный расход.
Cобщ=Ц*q+C1+Cхр (общая величина затрат на партию)
![]()
Общая зависимость от величины партии
![]()
![]()
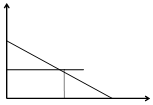
![]() С Формула Уилсона
С Формула Уилсона

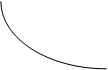 Схр
Схр
![]()
![]() (P- суточная потребность (ед/сутки))
(P- суточная потребность (ед/сутки))
![]() qопт С1
qопт С1![]()
![]() (A- годовая потребность (ед/год)).
(A- годовая потребность (ед/год)).
Зная qопт можно определить оптимальное число поставок в год = nопт A/ qопт
Оптимальный интервал между поставками tопт =360/ nопт
| С1/С2 | qопт | С1/С2 | qопт |
| 1 | Ö2q qопт | 20 | 2Ö10q |
| 2 | 2Öq | 40 | 2Ö20q |
| 5 | Ö10q | 80 | 4Ö10q |
| 8 | 4Öq | 90 | 4Ö45q |
C1=10-16; С2=0,1-0,5; Нижний предел 10/0,5=20; Верхний предел 16/0,1=160
С1/С2=(160+20)/2=90, т.е. qопт=4Ö45q
Затраты, связанные с содержание запасов составляют 10-40% от стоимости самих запасов. С2-переменные расходы, включают в себя:
- затраты, связанные с отоплением, освещением;
- з/пл работников;
- затраты, связанные с проведением инвентаризаций, замораживанием оборотных средств, порча товаров, естественная убыль;
- расходы, связанные с комплектованием.
Несколько случаев определения величины оптимальной поставки:
- затянувшаяся партия;
- ускоренное использование запасов;
- поступление материалов в течение определенного периода времени при наличии дефицита.
Модель затянувшейся поставки![]() q Суть: период времени разделяется на 2 части.
q Суть: период времени разделяется на 2 части.
qmax в период t1: поступление мат. ресурсов и их расход (b>p,
![]()

 (b-p)t q-pt b-поступление, пр-во)
(b-p)t q-pt b-поступление, пр-во)
![]()
t1 t2
Максимальная величина запаса qmax=(b-p)/t=(b-p)q/b=(1-p/b)/q
qсред=(1-p/b)qmax/2
Cобщ=Схр+С1+Стр=(1-p/b)C2q/2+C1n+Cтр (руб/год) Стр - транспортн. расходы, n-количество партий.
Берем 1-ю производную по Cобщ и приравниваем к 0:
![]()
![]()
Ускоренное использование запасов: интенсивность потребления мат. ресурсов такова, что может возникнуть определенный дефицит материалов. Если этот дефицит сопоставим с затратами на содержание запасов, то дефицит допускается.
 t1 - время, в течение которого запас на складе в наличии.
t1 - время, в течение которого запас на складе в наличии.
qн t2 - время, которое запас отсутствует.
qн - начальный размер запаса (как правило, мень
qопт ше величины оптимальной партии)
дефицит
t1 t2
Определяется Собщ и текущие затраты:
![]()
![]()
![]()
Средний размер дефицита: ![]()
С3 - затраты, связанные с потерями дефицита Сдеф=С3![]()
Собщ=![]()
![]()
![]()
![]() (
(![]() - поправка на дефи цит)
- поправка на дефи цит)
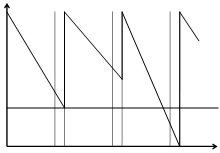
Модель поступления материалов в течение определенного периода времени при наличии дефицита.
q t1 - время поступления с одновременным расходом мат. рес.
![]()
![]()
![]() t2 - период расхода запаса.
t2 - период расхода запаса.
t3 - период дефицита.
![]()
![]()
 t4 - период пополнения дефицита.
t4 - период пополнения дефицита.
![]()
![]()
![]() qопт=
qопт=![]() *
*![]()
![]() t1 t2 t3
t4 t
t1 t2 t3
t4 t
C3 включает:
- штрафы потребителям за несвоевременную поставку;
- оплата простоя рабочим;
- оплата сверхурочных часов работы;
- потери, связанные с увеличением с/с прод.
- потери, связанные с поставками неправильного ассортимента.
Определение величины оптимальной партии в условиях неопределенности.
| спрос (газеты) | частота (дни) | относит. частота | накопит. частота |
| 28 | 10 | 0,1 | 1,0 |
| 29 | 20 | 0,2 | 0,9 |
| qопт 30 | 35 | 0,35 | 0,7 |
| 31 | 25 | 0,25 | 0,35 |
| 32 | 10 | 0,1 | 0,1 |
| 100 | 1,0 |
| Размер заказа | 28 | 29 | 30 | 31 | 32 | П дневная |
| 28 | 1,4 | 1,4 | 1,4 | 1,4 | 1,4 | 1,4 |
| 29 | 1,3 | 1,45 | 1,45 | 1,45 | 1,45 | 1,435 |
| 30 | 1,2 | 1,2 | 1,35 | 1,5 | 1,5 | 1,44 |
| 31 | 1,1 | 1,25 | 1,4 | 1,55 | 1,53 | 1,392 |
| 32 | 1,0 | 1,15 | 1,3 | 1,45 | 1,6 | 1,307 |
28: 28*0,15=1,4$
30: 28*0,15-30*0,1=1,2
Ожидаемая дневная прибыль за каждый день опр-ся:
П(28)=0,1*1,4+0,2*1,4+0,35*1,4+0,25*1,4+0,1*1,4=1,4$
Метод предельных величин: анализ начинается с минимального объема заказа и определяется вероятность продажи этого объема: Р(МРU)![]() (1-Р)МСО
(1-Р)МСО
Р - вероятность продажи еще 1-й единицы продукции;
МСО - пред. издержки избыточного заказа
МРU - пред. доход от продажи доп. единицы.
Р![]() МСО/(МСО+МРU)=0,1/(0,1+0,05)=0,67
МСО/(МСО+МРU)=0,1/(0,1+0,05)=0,67
Гарантийный (страховой)запас.
1 Величина гарантийного запаса определяется:
- по интервалу отставания поставок мат. ресурсов
qстр=(t1+t2+t3+t4)![]()
t1 - время, необходимое покупателю на заказ;
t2 - время, необходимое поставщику на отгрузку материалов;
t3 - время движения мат. от поставщика к заказчику;
t4 - время на разгрузку и складирование.
2 - изучение фактических опозданий поставок и отклонений в объемах поставок по алгоритму:
1. Определение суммарного объема поставки;
2. Определение средневзвешенного интервала поставки
![]()
3. Определение интервала опоздания
tоп=ti-tср. вз
4. Определение объема опоздания (вся величина поставки, по которой имеется опоздание)
5. Определение средневзвешенных интервалов опоздания
![]()
6. Определение среднесуточного расхода;
7. Определение величины страхового запаса
![]()
3 Исходя из среденеквадратичного отклонения интервала поставок
![]() (ti - интервлы, k- количество интервалов)
(ti - интервлы, k- количество интервалов)
![]()
![]()
![]()
4 Исходя из среднеквадратичного отклонения в объеме поставок:
1. Определяется средняя величина объема поставок
![]()
2. ![]()
3. ![]()
4. ![]()
Определение общей величины производственного запаса.
З - запасоемкость
ПЗ=З*Т З=(Sм*t)/(Sп*360)
4: Системы регулирования запасов - комплекс мероприятий по созданию и пополнению запасов, организации, контроля и планирования поставок.
Точка заказа - установленный мин. уровень запаса, при снижении до которого делается заказ на поставку очередной партии мат. ресурсов.
Размер заказа - то количество партии материалов, на которое должен быть выписан заказ для пополнения запасов.
Можно регулировать величину заказа:
- изменением объема партии;
- изменением интервала между поставками;
- изменением объема и интервала поставки.
Система управления запасами:
- с фиксированной периодичностью заказа;
- с фиксированным объемом заказа;
- с установленной периодичностью пополнения запасов до постоянного уровня;
- мин - макс
- саморегулирующиеся системы
- АВС,xyz
- Точно во время.
Системы с фиксированной периодичностью заказа(через равные промежутки времени)
T1=T2=T3
 qmax t1=t2=t3 - время выполнения заказа
qmax t1=t2=t3 - время выполнения заказа
q1¹q2¹q3
Точка Заказа
Т1 tТ2 Т3 Т
- используется для малостоящих товаров
- когда затраты на хранение низкие
- когда издержки незначительные, если кончился запас
- когда заказывается материал один из многих у одного поставщика
- когда скидки существенно определяют партию заказываемого товара
- при относительно постоянном уровне спроса
Qзак = qmax - qф +pt + qрез
qф - фактическое количество; pt - потребление за время выполнения заказа; qрез -резерв
Достоинства метода:
- простота
- регулирование запаса осуществляется 1 раз между периодами заказов
Недостатки:
- необходимость делать заказ даже на незначительное количество
- опасность возникновения дефицита
С фиксированным объемом заказа(подразумевает поступление материалов равными, заранее
определенными партиями через разные промежутки времени)
 qmax Qçàê = const.
qmax Qçàê = const.
ТЗ
Заказ делается в точке заказа и выполняется в течении времени t
Примечания:
- используется для дорогостоящих товаров и материалов
- товары составляют лишь небольшую долю продукции, выпускаемой поставщиком
- есть регулярная проверка запасов
- физическое наличие товара легко поддается учету
Характеристики:
- материалы поступают равными партиями, что снижает затраты по доставке и созданию запасов
- требуется систематический контроль (растут издержки по хранению)
- высокая стоимость предметов снабжения
- высокая стоимость хранения
- высокая уровень ущерба
- непредсказуемый характер спроса
Система с двумя фиксированными уровнями запасаи фиксированной периодичностью заказа
Устанавливаются нижний и верхний пределы допустимого уровня запаса.
Максимальный уровень определяется самой фирмой
Минимальный определяется точкой заказа
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() qmax Регулируемыепараметры системы:
qmax Регулируемыепараметры системы:
- qmax
- длительность между заказами
- qmin
Положительное:
- позволяет исключить некоторую возможность дефицита
Недостатки:
- пополнение запаса до максимума не может производиться независимо от фактического расходования запаса.
Система с двумя фиксированными уровнями запасабез постоянной периодичности заказа
((s,S)- стратегия управления запасами; min-max)
2 регулируемых параметра:
- s - нижний критический уровень запаса
- S - верхний уровень запаса
Если за величину x обозначить величину запасов, для принятия решения об их пополнении,
p - величина пополнения, то Y(x) - запас после пополнения = x+p
Y(x)= x, при x > s
S, при x £ s
Если текущий запас >s, пополнение не происходит.
Если запас £ s, то пополнение происходит до уровня S, при этом p=S-x
Пример:
На складе автомагазина используют s,S стратегию. при s=50, S=300.
На какое количество p надо пополнить запас, если сейчас имеется x:
1. x=40, p=260
2. x=70, p=0
3. x=150, p=0
4. x=290, p=0
5. x=10, p=290
Саморегулирующиеся системыРассмотренные выше системы предполагают относительную неизменность условий, на практике бывают следующие случаи:
1. изменение потребности в товарном запасе
2. изменение условий поставки
3. нарушение контракта поставщиком
Для этого создаются комбинированные системы с возможностью саморегулирования. В каждой системе устанавливается определенная целевая функция, служащая критерием оптимальности, в рамках экономико-математической модели управления запасами. Она содержит 3 элемента:
1. Затраты, связанные с организацией заказа и его реализацией, оплата всех услуг по доставке товаров на склад. Они могут зависеть от годового объема деятельности, организации предприятия, от величины заказа. Пути снижения затрат: изменение орг. структуры - на 2 %, использование АСУ - на 10%
2. Затраты на хранение: постоянные издержки (аренда); переменные (зависят от уровня запасов)- складские расходы, расходы на переработку товарных запасов, потери от порчи и т.п. При расчетах пользуются удельной величиной издержек хранения, которая равна издержкам на единицу хранимого товара в единицу времени. При этом предполагается, что издержки хранения за календарный период пропорционален размеру запасов и длительности периода между заказами.
3. Потери из-за дефицита: возникают когда снабженческо-сбытовая организация несет материальную ответственность за неудовлетворение потребителей и за отсутствие заказа. Например, при неудовлетворительном спросе взымается штраф за срыв сроков поставки. Вероятность дефицита Рдеф=Nдеф / Nбез деф.
Система “Точно во время”
Заказывется сколько можно потребить, не используя склада. Условия для системы: психологический аспект - готовность жертвовать ради предприятия; четкая организация.
АВС регулирование запасов
Определение сроков и размеров закупок сводится к расчетам по какой либо одной формуле и считается формальной механической работой.
Принципы: нерационально уделять партиям, играющим незначительную роль в производстве, то же внимание, что и материалам первостепенной важности (принцип Парето); в зависимости от затрат, материалы делятся на 3 класса А, В, С. А - немногочисленные но важные материалы, которые требуют больших вложений. В - относительно второстепенные материалы, требующие меньшего внимания, чем А. С - составляет значительную часть в номенклатуре, недорогие, на них приходятся наименьшая часть вложений в запасы.
Этапы АВС метода:
- установить стоимость каждой детали
- установить спрос на каждую деталь
- расположить материалы по убыванию цены
- суммировать данные о количестве и издержках на материалы
- разбить материалы на группы в зависимости от удельного веса в общих издержках
Преимущества: позволяет провести классификацию материалов и формально использовать ее долгое время.
Недостатки: возможная переклассификация из-за изменения спроса и цены; Необходим контроль
Основы логистики предприятияНовая философия организации производства: интеграция процессов снабжения производства, сбыта, транспортировки и представление производства как системы, четко ориентированной на рынок (система “своевременного производства”)
В США “Своевременное производство” состоит из 4-х элементов:
- своевременная сборка готовых изделий из узлов
- своевременная продажа готовых изделий
- своевременная закупка материальных ресурсов
- своевременный запуск материальных ресурсов в производство
Все современные организации производства делятся на 2 типа: “Толкающие”(выталкивающие) и “Тянущие”(вытягивающие)
Характеристика традиционного (толкающего) подхода: изготовление деталей в соответствии с графиком (детали поступают по мере готовности с предыдущей операции на последующую)
Тянущая система заключается в том, что последующий участок заказывает и изымает детали, сборочные единицы и т.п. с предыдущего участка на последующий. Тянущая система задумана с целью уменьшения запасов.
Сравнение толкающей и тянущей систем
| Характеристики | Тянущая | Толкающая |
| 1. Закупочная стратегия (снабжение) | Ориентирована на небольшое число поставщиков, поставки частые, небольшими партиями, строго по графику | Ориентация на значительное число поставщиков, поставки в основном нерегулярные, крупными партиями |
| 2. Производственная стратегия | Ориентация производства на изменение спроса, заказов | Ориентация на максимальную загрузку производственных мощностей. Реализация концепции непрерывного производства |
| 3. Планирование производства | Начинается со стадии сборки или распределения | Планирование под производственные мощности |
| 4. Оперативное управление производством | Децентрализовано. Производственные графики составляются только для стадии сборки. За выполнением графиков других стадий наблюдает руководство цехов | Централизованное. Графики составляются для всех цехов. Контроль осуществляется специальными отделами (плановыми, диспетчерскими бюро) |
| 5. Стратегия управление запасами | Запасы в виде незадействованных мощностей (станков) | Запасы в виде излишков материальных ресурсов (сырье) |
| 5.1 Управление страховыми запасами | Наличие страховых запасов говорит о сбое в производственном процессе т.к. складские площади почти не предусмотрены | Страховой запас постоянно поддерживается на определенном уровне |
| 5.2 Управление операционными заделами (запасы на рабочих местах) | Операционный задел минимален за счет синхронизации производства | Операционный задел не всегда минимален из-за несинхронности смежных операций, различной пропускной способности оборудования, его плохой расстановки, неэффективного выполнения транспортно-складских работ |
| 5.3 Управление запасами готовой продукции | Запасы практически отсутствуют из-за быстрой отправки готовой продукции заказчику. Излишних запасов не бывает, т.к. размер партии готовых изделий сориентирован на заказ | Запасы могут быть больш. из-за: - несвоевременности изготовления продукции - несвоевременности отправки готовой продукции - размер партии готовых изделий сориентирован на годовую программу без учета колебаний спроса |
| 6. Использование оборудования и его размещение | Универсальное оборудование, которое размещено по кольцевому или линейному принципу | Специализированное оборудование, размещенное по участкам, а также частично универсальное оборудование, расположенное линейно |
| 7. Кадры | Высоко квалифицированные рабочие-многостаночники (универсалы) | Узко специализированные рабочие, но есть и рабочие-многостаночники |
| 8. Контроль качества | Поставка качественных материальных ресурсов, компонентов, изделий. Сплошной контроль качества осуществляет поставщик | Сплошной или выборочный контроль на всех стадиях производства, что удлиняет производственный процесс |
| 9. Распределительная стратегия | Размер партии готовых изделий равен размеру заказа. Ориентация на конкретного потребителя. Изготовление с учетом специфических требований заказчика Организация послепродажного обслуживания | Размер партии готовой продукции соответствует плановуму выпуску. Ориентация на “усредненного потребителя”. Организация послепродажного обслуживания |
Преимущества тянущей системы
- Отказ от избыточных запасов, информация о возможности быстрого приобретения материалов, или наличие резервных мощностей для быстрого реагирования на изменение спроса.
- Замена политики продажи произведенных товаров политикой производства продаваемых товаров.
- Задача полной загрузки мощностей заменяется минимизацией сроков прохождения продукции по технологическому процессу.
- Снижение оптимальной партии ресурсов, снижение партии обработки.
- Выполнение заказов с высоким качеством
- Сокращение всех видов простоев и нерациональных внутризаводских перевозок.
Система Канбан
Канбан разработана группой японских менеджеров. Потери в данном методе - излишки продукции, досрочное производство, брак, нерациональная транспортировка, хранение излишних запасов.
![]() Канбан
Канбан
1 2 3 4 5 6
1. Система “Точно в срок” - поставка необходимой продукции в требуемом количества в требуемый срок - служит для оперативного управления производством и включает не только специальные карточки, но и транспортные средства, производственные графики, технологические и операционные карты.
Система “Канбан” с двумя карточками
 | |||
 | |||
Место хранения запаса L Место хранения запаса М
трк
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() .F .F
.F .F
![]()
![]() F
F
![]()
![]() E трк
E трк
![]() трк
трк
![]()
![]()
![]()
![]()
![]() E E
E E
 | |||
 | |||

![]()
![]() E
E
Е
![]()
![]() F
F
![]() прк F
прк F
![]()
![]() Участок А Участок В
Участок А Участок В
1. В системе вытягивания движение начинается с участка, где используется деталь (уч. В). Готовый контейнер с ТК с места хранения запаса L направляется на участок обработки. Предварительно с него снимается транспортировочная карточка, которая помещается в коллектор транспортных карточек.
2. Освободившийся контейнер с участка В направляется к месту хранения запаса М, где на него прикрепляется транспортировочная карточка и контейнер с карточкой направляется к месту хранения запаса L, который расположен на другом участке.
3. В месте хранения запаса L транспортировочная карточка с пустого контейнера снимается и прикрепляется к полному контейнеру, готовому к отправке в место запаса М.
4. В момент прикрепления к полному контейнеру транспортировочной карточки с него снимается производственная карточка, которая помещается в коллектор производственных карточек.
5. Пустой контейнер направляется на участок обработки и находится там до тех пор, пока не поступил сигнал на обработку деталей, которыми он заполняется.
6. Производственные карточки через определенные промежутки времени направляются на участок обработки А и служит сигналом для начала изготовления и обработки деталей. Готовыми деталями заполняется пустой контейнер и с прикрепленной к нему производственной карточкой направляется к месту хранения запаса L.
7. Детали для каждого выполненного заказа загружаются в пустой контейнер, к нему прикрепляется производственная карта и контейнер отправляется к месту хранения запаса М.
Эффективность обеспечивается соблюдением нескольких правил:
1. Последующий этап вытягивает неоходимые изделия с предыдущего этапа в необходимом количестве и в строго установленное время.
2. На участках изготовления \ обработки не может быть изготовлена ни одна деталь, пока не будет получена производственная карточка, разрешающая производство
3. Количество карточек канбан должно строго соответствовать количеству продукта
4. Ни одна деталь не производится если нет производственной карточки
5. Различные детали должны изготавливаться в той последовательности в которой поступали карточки
6. Бракованная продукция не должна поступать на следующий участок
7. Количество карточек должно д.б. минимально, т.к. оно отражает максимальный запас деталей. Право изменять количество карточек принадлежит среднему управляющему персоналу.
8. На каждый контейнер приходится 1 транспортировочная карточка и 1 производственная карточка, число контейнеров рассчитывается менеджером по производству
9. Применяются только стандартные контейнеры в которых помещается определенное количество деталей
“Шодзинка”
Заключается в регулировании количества задействованных на участке рабочих при колебании спроса на продукцию.
Условия для реализации:
- V образное или линейное расположение оборудования (по ходу технологического процесса, рабочие могут быстро перейти на другой участок)
- Наличие хорошо подготовленных рабочих-многостаночников, владеющих разными специальностями.
Система профессиональной ротации
Предполагает обучение рабочих нескольким специальностям с целью превращения их в универсалов.
Общая эксплуатационная система
Нацелена на максимальное использование оборудования. Позволяет сократить простои, время на переналадку и т.п. Система 4-8-4-8-4 (4 часа профилактики, 8 - работы)
Дзидоко
Автономный контроль качества на каждом рабочем месте.
Для внедрения системы потребовалось 10 лет. Она нацелена на выпуск разнообразной продукции.
Производство методом “Точно во время”
Позволяет выявить проблемы, которые не видны из-за избыточных запасов и лишнего персонала.
Идея системы - производить и поставлять готовые изделия как раз к моменту их реализации. Отдельные детали - к моменту сборки узлов. Узлы и комплектующие - к моменту сборки изделия вцелом.
Система предусматривает уменьшение размера партий обрабатываемых деталей; Сокращение задела; Сведение к минимуму объемов запасов практически невозможно без существенного сокращения времени на переналадку оборудования.
![]()
 С хранения Японцы считают, что q опт можно делать 1.
С хранения Японцы считают, что q опт можно делать 1.
![]() В Японии время на переналадку 10-12 минут
В Японии время на переналадку 10-12 минут
С переналадки для 99% продукции, 100 секунд – для
q опт 60%
Условия применения системы - высокий уровень автоматизации, синхронизация производственных процессов, высокий уровень культуры производства, высокое качество продукции, высокая производительность, ликвидация складских помещений, сокращение длительности цикла.
Система “Точно в срок”
Предполагает сокращение до возможных пределов разницы между временем поступления материалов на очередную стадию производства и временем их потребления. Данная система минует промежуточное складирование (производство без запасов, работа с колес). Применение системы требует синхронизации мат. потока и тех. операций.
Применение системы Канбан без системы “Точно во время” и “Точно в срок” невозможно.
Система ОПТ
“Оптимизированная производственная технология” - система организации производства и снабжения, разработанная Израильскими и Американскими специалистами в 80-е годы, “Израильский Канбан”. Цель - выявление в производстве узких мест или, по терминологии создателей, “критических ресурсов”, в качестве которых выступают сырье, материалы, машины, оборудование, тех. процессы, персонал.
Система JIT (ДЖИТ)
Сведение к минимуму простоев в ожидании материалов и обеспечить полную сбалансированность процессов перевозок, производства, монтажа, их синхронизация.
Варианты системы:
- Производство одновременно с монтажом (сборкой) - “сборка с колес”.
- Закупка одновременно с производством (в организацию производства вовлекаются субпоставщики) при изготовлении продукции участвуют несколько самостоятельных предприятий: 1 генподрядчик, другие - субпоставщики, которые изготовляют и поставляют на головное предприятие отдельные составные части изделия.
Система “Семь 0”
Модификация системы JIT. Ее особенности:
- 0 дефектов (высокое качество)
- 0 простой (мин. Время наладки при смене изделия)
- 0 размер партии на рабочем месте
- 0 потери времени и затрат на транспорт
- 0 сверхнормативной продукции
- 0 простоев при устранении неисправностей
- 0 длительность цикла (итог 6 первых пунктов)
0 не означает сведение к абсолютному нулю, а минимизация, к которой мы стремимся.
Система CIM
Синхронизация движения материальных и информационных потоков, т.е. 2 параллельных потока. Позволяет получить любую информацию о месте нахождения мат. потока.
Распределительная логистикаЗадача - довести товар до потребителя с минимальными издержками и в кратчайший срок.
Место распределительной логистики и ее
функции в логистической системе
Распределительная логистика связана с товародвижением в сфере распределения:
- планирование и контроль за физическим перемещением материалов и готовых изделий от мест происхождения к местам их использования.
Фазы
1. Закупка
1 предприятие 2. Производство
3. Продажа (распределение)
 |  |  | |||||||
потребители 1. Закупка
Похожие работы
... вывод. За 2006 год выручка от реализации составила 38912 тыс. руб., себестоимость реализованной продукции 34705 тыс. руб. чистая прибыль ООО "Авелена Логистик" за 2006 год составила 3164 тыс. руб. 2.2 Описание видов экспедирования контейнеров в компании "Авелана логистик" Транспортная компания "Авелана логистик" осуществляет следующий спектр услуг: - Экспедирование экспортно-импортных и ...


... того, может вызвать дополнительные расходы при восстановлении балансового оптимума). 3. Соблюдение требований производства по качеству сырья и комплектующих изделий. Основу экономической эффективности закупочной логистики составляют поиск и закупка необходимых материалов удовлетворительного качества по минимальным ценам. В изучении рынка, которое проводится соответствующими отделами фирм, ...

... То - время основной работы Твсп - вспомогательное время Твсп=70-85% t=tшт+tn/n - формула сокращения времени Основная задача логистики - использование материалов, энергии, информации, персонала и ср-в производства. Предоставить потребителю продукцию в заданное время заданного качества в заданное ...
... и научная литература, которую следует предложить студентам для дополнительного изучения. 2. Методика проведения лекционных занятий по предмету «Транспортная логистика» со студентами учреждений среднего профессионального обучения 2.1 Методика организации лекционного занятия В педагогической литературе рекомендуется использовать лекционную модель (расширенный план лекции), которая ...
0 комментариев