Навигация
Виды помех, появляющихся при эхо-методе
33773
знака
11
таблиц
7
изображений
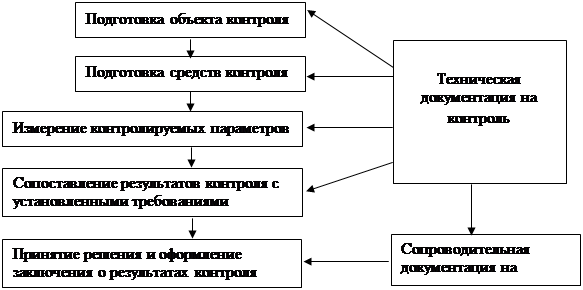
2.4 Виды помех, появляющихся при эхо-методе
При ультразвуковой дефектоскопии материалов и изделий, как и при других видов дефектоскопии наблюдается помехи. Их делят на несколько видов:
- помехи усилителя дефектоскопа. Эти помехи препятствуют беспредельному увеличению коэффициента усиления приемного тракта дефектоскопа и определяют граничное значение регистрируемого прибором сигнала ![]() ;
;
- шумы преобразователя, возникающие при его работе по совмещенной схеме. Непосредственно после излучения зондирующего импульса чувствительность усилителя резко ослабляется в связи с сильным динамическим воздействием на него мощного сигнала генератора. Вследствие этого в указанной зоне резко возрастает граничное значение регистрируемого прибором сигнала ![]() . наличие многократных отражений в протекторе, призме преобразователя, контактной жидкости создает помехи, затягивающие действие зондирующего импульса. Эти помехи быстро исчезают;
. наличие многократных отражений в протекторе, призме преобразователя, контактной жидкости создает помехи, затягивающие действие зондирующего импульса. Эти помехи быстро исчезают;
- ложные сигналы, возникающие в результате отражения от выступов или выточек и других неровностей поверхности. Эти помехи мешают выявлению дефектов на отдельных участках объекта контроля;
- помехи, связанные с рассеянием ультразвука на структурных неоднородностях, зернах материала, т.е. структурной реверберацией. Сигналы от неоднородностей в зависимости от фазы ослабляют или усиливают друг друга. Они носят статистический характер.
Если дефект находиться в дальней зоне, то для улучшения выявляемости дефекта в дальней зоне целесообразно увеличивать размеры преобразователя. При увеличении диаметра преобразователя улучшается направленность излучения, однако граница ближней зоны удаляется от преобразователя и при ![]() дефект попадает в ближнюю зону. В ближней зоне увеличение диаметра преобразователя оказывает отрицательное влияние на отношение сигнал-шум, приводит к ухудшению направленности преобразователя.
дефект попадает в ближнюю зону. В ближней зоне увеличение диаметра преобразователя оказывает отрицательное влияние на отношение сигнал-шум, приводит к ухудшению направленности преобразователя.
Одним из путей устранения указанных явлений является применение фокусирующих преобразователей.
2.5 Разрешающая способность эхо-метода
Как уже говорилось ранее (в параграфе 2.1), разрешающая способность эхо-метода – минимальное расстояние между двумя одинаковыми дефектами, при котором эти дефекты фиксируются раздельно. Различают лучевую и фронтальную разрешающую способности. Первую определяют минимальным расстоянием Δr между двумя раздельно выявленными дефектами, расположенными в направлении хода лучей вдоль акустической оси преобразователя. Фронтальную разрешающую способность определяют минимальным расстоянием Δl между одинаковыми по величине точечными раздельно выявляемыми дефектами, залегающими на одной глубине.
Всецело, разрешающая способность определяет возможность метода судить о форме объекта отражения. О характеристике дефекта судят также по фактуре его поверхности благодаря разной степени рассеяния на ней волн.
Немного познакомимся с лучевой и фронтальной разрешающей способностью:
Достижение максимальной лучевой разрешающей способности ограничивается теми же факторами, что и достижение минимальной "мертвой" зоны. Сигнал от дефекта, расположенного ближе к преобразователю, действует подобно зондирующему импульсу и мешает выявлению дефекта, импульс которого приходит позднее.
Конечная величина лучевой разрешающей способности мешает иногда выявлению дефектов вблизи противоположной поверхности изделия на фоне интенсивного донного сигнала. В связи с этим у противоположной поверхности изделия имеется неконтролируемая зона (ее также иногда называют "мертвой"), величина которой, однако, в 2 – 3 раза меньше минимальной глубины прозвучивания.
|
Рисунок 3 – К оценке фронтальной разрешающейспособности. |

Основным средством повышения лучевой разрешающей способности служит уменьшение длительности импульса. При контроле изделий большой толщины иногда бывает трудно разделить на экране два близко расположенных импульса. Это ограничение устраняют введением задержанной развертки.
Для теоретической оценки фронтальной разрешающей способности рассчитывают амплитуду эхо-сигнала от двух одинаковых точечных дефектов, залегающих на глубине r и расположенных на расстоянии Δ1 друг от друга. На рисунке 3 показаны соответствующие графики. Обращает на себя внимание появление дополнительного (центрального) максимума, соответствующего положению преобразователя посередине между отражателями. В этом случае эхо-сигналы от обоих отражателей приходят к преобразователю в одно время и взаимно усиливаются.
Таким образом, для улучшения разрешающей способности в дальней зоне следует улучшать направленность преобразователя путем увеличения его диаметра и частоты. В ближней зоне целесообразно применение фокусирующих преобразователей. При контроле наклонным преобразователем фронтальную разрешающую способность определяют по двум дефектам, расположенным на одной глубине, а не вдоль фронта волны.
Похожие работы
... , внедрение прогрессивного оборудования, повышение эффективности методов контроля качества металла, активное внедрение комплексной системы управления качеством продукции, постоянное повышение трудовой, производственной и исполнительской дисциплины. Неразрушающий контроль качества методами дефектоскопии Дефектоскопия–комплекс методов и средств неразрушающего контроля материалов и изделий с ...
... в процесс, были одобрены, спланированы, получили материально-техническую поддержку и управлять в целях заинтересованных сторон. Глава 3. Перспектива автоматизации системы неразрушающего контроля изделий на предприятиях машиностроительного профиля 3.1 Комплексная технология АУЗК В связи с высоким техническим уровнем современного производства методом и средством НК предъявляют высокие ...


... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
0 комментариев