Навигация
5. СТЕКЛЯННОЕ ВОЛОКНО
Классификация стеклянных волокон и их составы
Стеклянным волокном (СВ) называют искусственное волокно, изготовляемое различными способами из расплавленного стекла.
Известно два основных вида СВ: непрерывное и штапельное. Для непрерывного волокна, получаемого вытягиванием из расплава стекла, характерна неограниченно большая длина, прямолинейность и параллельное расположение волокон в нити. Штапельное волокно, получаемое путем расчленения струи расплавленного стекла воздухом, паром или газовым потоком, отличает небольшая длина, извитость и хаотическое расположение волокон в пространстве. Изделия из непрерывного волокна по внешнему виду напоминают натуральный или искусственный шелк, а из штапельного—хлопок или шерсть.
Стеклянные волокна различного химического состава обладают ценными свойствами — негорючестью, стойкостью к коррозии, высокой прочностью, сравнительно малой плотностью, высокими оптическими, диэлектрическими и теплофизическими свойствами, что позволяет их применять в различных областях техники, главным образом, для изготовления текстильных материалов и изделий (нитей, жгутов, лент, и нетканых материалов). Штапельные СВ в процессе их получения формируют в виде ваты, матов и холстов, скрепляемых органическими и неорганическими связующими.
Материалы из непрерывных и штапельных стеклянных волокон широко используются в электротехнической промышленности, машиностроении, химической промышленности, строительстве и других отраслях народного хозяйства.
Большую часть изделий из непрерывных стеклянных волокон применяют в качестве армирующих материалов: стеклотканей, стеклопластиков, композитов и стеклоцемента при изготовлении электроизоляции, коррозионно-стойких трубопроводов и емкостей — в химической, автомобильной промышленности, строительстве, железнодорожном транспорте, судостроении, авиационной, космической технике и др.
Материалы из штапельного волокна используют для теплозвуко-электроизоляции, фильтрации химически агрессивных сред и др.
Для получения стеклянных волокон с различными показателями свойств синтезируют стекла, обеспечивающие эти свойства, но одновременно обладающие стабильностью процесса волокнообразования в заданном интервале температур. Способность стекломассы вытягиваться в волокно определяется отношением ее вязкости к поверхностному натяжению. На стабильность процесса волокнообразования в значительной степени оказывает влияние кристаллизационная способность стекла (температура плавления кристаллов, скорость образования центров кристаллов, скорость линейного роста кристаллов), вязкость, скорость твердения, химическая однородность стекломассы и содержание в ней газов.
Для производства СВ применимы стекла с температурой ликвидуса на 30—50°С ниже температуры его формования, поэтому составы стекол, пригодные для формования стеклянных волокон различного назначения, отличаются от известных рецептур «массивных» стекол.
Качество стекла для выработки стекловолокна в значительной степени зависит от гомогенизации и дегазации стекломассы, использования комплексного тонко измельченного сырья, высокой температуры варки стекла (1600°С и выше), принудительного перемешивания стекломассы, применения стекло стойких огнеупоров и др.
Для варки стекол в производстве стеклянных волокон применяют горшковые, ванные печи непрерывного действия, пламенные печи прямого нагрева, электрические и газоэлектрические стекловаренные печи.
Для получения стеклянных волокон стекла синтезируют в различных стеклообразных системах используя:
1) бесщелочные, алюмоборосиликатные стекла, содержащие до 0,5— 2,0 % по массе R2О — тип Е (электроизоляционного назначения);
2) бесщелочные или малощелочные натриево-кальциево-алюмо-боро-силикатные стекла (до 10 % по массе R2О) —тип С (химически устойчивые);
3) щелочные—натриево-кальциево-силикатные стекла, содержащие более 10% по массе RzO—тип А (тепло—звукоизоляция);
4) бесщелочные магнийалюмосиликатные и другого состава стекла (высокопрочные и высокомодульные);
5) бесщелочные из оксидов тугоплавких металлов или их соединений стекла (кварцевые, высококремнеземные, алюмокремнеземные, алю-мосиликатные и другие высокотемпературостойкие).
Во фторфосфатных стеклах, содержащих до 40— 50 мол. % соединений редкоземельных элементов, получены фтороустойчивые материалы с интересными магнитооптическими и сцинтилляционными свойствами. Особый интерес в настоящее время представляют фторфосфатные стекла, которые по своим оптическим свойствам являются ближайшими аналогами фторобериллатных, а также фторборатные стекла, обладающие сочетанием сравнительно низких ТКЛР (50—120) и температур растекания (400—600 °С) и поэтому перспективные для спаивания различных материалов.
6. ЭМАЛИ И ПОКРЫТИЯ
6.1 ТЕХНОЛОГИЯ ЭМАЛЕЙ И НЕОРГАНИЧЕСКИХ ПОКРЫТИИ
Физико-химические основы эмалирования
Эмаль представляет собой стеклообразное (или преимущественно стеклообразное) вещество, в основном состоящее из оксидов, полученное плавлением или фриттованием (неполным плавлением), которое одним или несколькими слоями наносят на металлическое изделие. В технологии эмали существует та же проблема, что и при изготовлении металлостеклянных спаев — согласование физико-механических характеристик металлической и оксидной систем для обеспечения их прочного сцепления и допустимого уровня напряжений в обеих составляющих. В связи с этим разные металлы эмалируют разными эмалями. Известно и общее требование: обычно формирование бездефектного покрытия и процессы, обеспечивающие сцепление, следует вести при вязкости эмали около 100 Па-с и поверхностном натяжении около 300 мДж/м2.
Химический состав эмали определяется назначением эмалевого покрытия и характеристиками защищаемого металла. Области применения эмалевых покрытий столь разнообразны, что выделение каких-либо общих физико-химических их характеристик, как и у стекол, невозможно. В отличие от стекла, структурные превращения в эмали оказывают значительно большее влияние на совокупность эксплуатационных свойств покрытия. Эти преобразования имеют существенное значение и для достижения прочного сцепления эмали в твердом состоянии с металлом.
Процессы, обусловливающие сцепление эмали с металлом, более подробно исследованы для черных металлов. В этом случае применяют эмали на основе щелочноборосиликатных стекол с введением в качестве способствующих адгезии и сцеплению оксидов переходных металлов—кобальта, никеля, марганца, меди и т. д. (так называемых оксидов сцепления). Эти исследования привели к возникновению ряда ги-' потез (электрохимическая, механическая и др.), имеющих описательный характер и взаимно дополняющих друг друга. Начальными стадиями процесса, обеспечивающего сцепление твердой эмали с металлом, являются смачивание и химическое взаимодействие металла с эмалью или стекловидной составляющей неорганического эмалевого покрытия. А. А. Аппен показал целесообразность анализа при исследовании этого процесса следующих основных критериев: изобарных потенциалов реакций, протекающих в моноатомном пограничном слое и определяющих состав и строение новообразований на поверхности раздела соприкасающихся фаз; средних энергий единичных связей металл — кислород (или другой анион), либо средних значений энергий атомизации соединений на поверхности раздела эмаль — металл; нормальных электродных потенциалов на этой границе; степени недостроенности электронных оболочек атомов на границе раздела соприкасающихся фаз и статистического веса атомов со стабильными электронными конфигурациями; разрядного потенциала и плотности заряда на границе металл — неорганический диэлектрик (стекло).
Во многих случаях сцепление определяется не столько этими критериями, сколько составом и свойствами переходного слоя толщиной в десятки микрометров, образующегося в результате взаимодействия эмали с металлом. Однако во всех случаях особо велика роль площади действительного контакта металла с эмалевым покрытием, которая зависит не только от состава эмали, но и от всей технологии формирова. ния покрытия.
Первоначально целью эмалирования было создание декоративного эффекта, в основном, на изделиях из драгоценных металлов. Высокого художественного уровня декоративное эмалирование достигло в начале нашей эры в Византии, что оказало существенное влияние на развитие этой техники в других странах, в том числе и в Киевской Руси. При изготовлении украшений с использованием техники «перегородчатых» и «выемчатых» эмалей ювелир должен был решать задачу прочного соединения эмалей с металлами и обеспечить многообразие цветов и оттенков покрытия. Для изготовления эмалированных ювелирных изделий и в настоящее время применяют низкопробные сплавы драгоценных металлов, при их эмалировании можно использовать многообразные возможности окрашивания стекла.
Наряду с традиционным применением в качестве декоративных покрытий на изделиях бытового и технического назначения, эмалевые покрытия все в возрастающей степени призваны решать задачу антикоррозийной защиты металлов в самых разнообразных областях. Известно, что в результате коррозии ежегодно теряется около 10 % мирового выпуска черных металлов.
Развитие науки и техники связано с использованием все более высоких температур. По этой причине непрерывно возрастают требования к защите разнообразных металлов и, в первую очередь, жаропрочных сталей и сплавов от газовой коррозии, в особенности от окисления. Эту задачу призваны решать жаропрочные эмали и покрытия. Современная техника нуждается, например, в аппаратуре, работоспособной в парах серы до 1000°С, иода и иодидов—до 1100°С, в хлоре и хлористом водороде—при 400—600°С, в парах пентоксида ванадия, содержащихся в продуктах сгорания и переработки нефти,—при 500—700°С. При таких высоких температурах многие стекла ведут себя не как твердое тело, а как высоковязкая жидкость, и не могут обеспечить длительной эксплуатации изделия. В указанных условиях работоспособными могут быть лишь кристаллические соединения. Таким образом, для решения подобных задач технология эмалирования должна использовать метод направленной кристаллизации эмалей или основываться на введении в покрытие при его формировании значительных количеств кристаллических огнеупорных наполнителей.
В то же время усиливающийся интерес вызывает и технология эмалирования легких сплавов, особенностью которой является применение возможно более легкоплавких эмалей. Например, алюминий чистотой 99,5 % имеет температуру плавления 658°С, а температура плавления эвтектик в литейных алюминиевых сплавах лежит около 450°С. Таким образом, температура формирования эмалевого покрытия на этих сплавах должна существенно различаться, чтобы избежать деформации изделий. Особые трудности возникают при необходимости обеспечения электрической изоляции или антикоррозионной защиты полупроводниковых металлов — кремния, германия и т. п., так как для сохранения их характеристик температура их нагрева не может превышать 300-350 °С.
При выборе металла и соответствующей эмали наряду с температурой плавления металла и температурой, обеспечивающей достаточно низкую вязкость эмали при формировании покрытия, следует учитывать и температуры, до которых работоспособны металлическая основа и эмаль. Ползучесть и рекристаллизация металла и релаксационные процессы в эмали могут приводить к изменению напряженного состояния системы, способного вызвать разрушения связи металл — эмалевое покрытие. Другими важными факторами разрушения могут быть при более низких температурах тот или иной вид коррозии, при достаточно высоких температурах—диффузионные процессы на границе раздела металл — эмаль. Действие этих факторов проявляется во время эксплуатации покрытия; неблагоприятные напряжения могут вызвать разрушение покрытия уже в процессе его нанесения.
Величинами, определяющими напряженное состояние системы эмаль — металл при заданной температуре, являются разница термических коэффициентов линейного расширения, соотношение модулей упругости и сдвига и толщины слоев металла и эмали. Значения указанных свойств материалов существенно изменяются с температурой. В случае стекла (эмали) эти изменения особенно значительны вблизи температуры стеклования, где ТКЛР, например, может возрастать в 2-Зраза.
Многие сплавы, особенно чугун, меняют свою структуру при нагревании до температуры формирования покрытия. Эти преобразования находят свое выражение в изменении не только ТКЛР, но и объема металла, что создает дополнительные трудности при эмалировании. Жаростойкие металлы, например, Та, Мо, Mb, W и V, и некоторые их соединения относительно легко окисляются на воздухе. Оксиды этих металлов, образующиеся на поверхности, летучи и непрочно связаны с металлом; рост пленки оксидов при обжиге покрытия и недостаточная скорость ее растворения в эмали часто являются причиной потери адгезии и отслаивания покрытия. Вместе с тем экспериментально установлено, что достаточно хорошее сцепление эмалевого покрытия с большей частью металлов достигается при обжиге в кислородсодержащей среде. В этом случае на поверхности образуется пленка из оксидов (например, железа), взаимодействующих с эмалью и растворяющихся в ней с образованием переходного слоя. При эмалировании черных металлов процесс сцепления стимулируют добавками в эмаль или на поверхность эмалируемого изделия указанных выше оксидов сцепления — Ni2O5 и т. д. При обжиге в инертной атмосфере сцепление эмали с некоторыми металлами обеспечивается образованием переходного слоя, содержащего новые соединения, например, интер-металлиды.
За исключением эмалей на чистых драгоценных металлах, эмалевое покрытие представляет собой в основном трехслойную композицию металла, переходного слоя и слоя эмали. Напряженное состояние такой системы в области упругого состояния может быть достаточно точно рассчитано, причем, как правило, напряжения в металле невелики и не оказывают определяющего влияния на прочность композиции в целом.
Напряженное состояние эмалевого покрытия зависит от геометрии поверхности и эти зависимости также могут быть рассчитаны. Композиции могут разрушаться как вследствие рассмотренных нормальных напряжений, так и связанных с ними тангенциальных напряжений, особенно на выпуклых поверхностях.
При эксплуатации изделия в меняющихся температурных полях напряжения, возникающие вследствие различия свойств материалов, будут суммироваться с термоупругими напряжениями, возникающими из-за различий средних температур металла, переходного слоя и эмалевого покрытия. Коэффициенты тепло- и температуропроводности эмалей, как и всех стекол, существенно ниже, чем металлов. Поэтому во время охлаждения на поверхности эмалевого покрытия возникают опасные растягивающие напряжения. По этой причине характеристики эмалевого покрытия подбирают таким образом, чтобы при эксплуатации оно находилось под действием допустимых сжимающих нагрузок. Например, при эмалировании стали и чугуна переходный слой формируют при помощи так называемых грунтовых эмалей, а требуемых эксплуатационных характеристик покрытия достигают, применяя соответствующие покровные эмали.
При эмалировании наряду с достижением заданного напряженного состояния и адгезии необходимо получать бездефектные покрытия. Важное значение при этом имеют физико-химические процессы смачивания и растекания. Существенная роль принадлежит состоянию поверхности металла и составу газовой среды, в которой формируется эмалевое покрытие. О характере новообразований на поверхности раздела металл — эмалевое покрытие, возникающих вследствие их химического взаимодействия при заданных температурах, можно судить на основе расчета изобарно-изотермических потенциалов вероятных химических реакций. В результате этих реакций образуются поверхностные
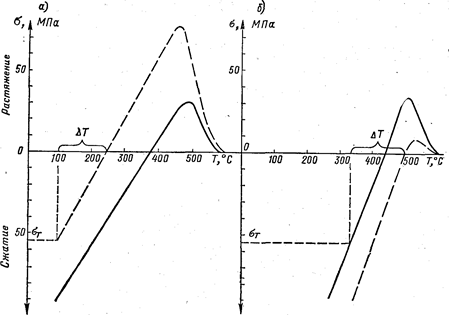
Рис. 33.1. Изменение напряжений в стекловидном эмалевом покрытии при изотермической выдержке (а) и при направленной кристаллизации (б)
———— исходное покрытие; — — — покрытие после термической обработки
фазы, заметно влияющие на процессы смачивания, растекания и сцепления, причем важную роль играет состав среды. Собственно процесс получения бездефектного покрытия определяется убылью свободной поверхностной энергии в системе в целом, т. е. в конечном счете, поверхностным натяжением на границах раздела металла, эмали и газовой среды при обжиге. Анализ этих явлений в практической технологии затруднен тем, что покрытие формируется в меняющемся температурном поле, и система не находится в состоянии равновесия. Несомненно, одно, что задачи, поставленные перед технологией эмалирования, требуют как учета состава и структур используемых материалов, так и целенаправленного осуществления технологического процесса.
Похожие работы



... лакокрасочных составов и покрытий проводятся по указаниям соответствующих научно-технических документации. 2. Перспективы развития производства, торговли лаками и лакокрасочными изделиями Сегодня на российском рынке широко представлены лакокрасочные материалы как отечественного, так и зарубежного производства. Из отечественных покровных ремонтных материалов по-прежнему имеется большой выбор ...
... утеплителя следует принимать минераловатные плиты на синтетическом связующем (основное требование – утеплитель должен быть из негорючего материала). Основные вопросы при работе с вентфасадами Облицовочный материал навесного вентилируемого фасада крепится к стене с помощью основы всей конструкции - деревянного или металлического каркаса. При этом, между облицовкой и стеной можно располагать ...
0 комментариев