Навигация
Организация технологического процесса в швейном цехе
34704
знака
6
таблиц
6
изображений
5.3 Организация технологического процесса в швейном цехе
Начальник цеха на еженедельном собрании получает задание на свой цех. В задании указывается наименование изделия, его размеры и количество.
Из раскройного цеха поступают пачки кроя вместе с картами раскроя. В картах указаны модель, размер и количество едениц в каждой пачке.
Начальник цеха озвучивает бригаде технологические особенности обработки изделия и распределяет операции между работниками. Запускальщица после проверки пачек кроя выдает их работницам, а также выдает нитки и необходимую фурнитуру. Швеи приступают к работе. В течении всего процесса пошива начальник цеха несколько раз проходит по рабочим местам и проверяет качество выполненной работы.
После изготовления изделия изделия поступают на стол начальника цеха. Он окончательно проверяет качество изделий, навешивает ярлыки и упаковывает каждое изделие. Пересчитывает количество изделий и заполняет документы сдачи готовых изделий на склад. После этого начальник вызывает кладовщика. Вместе с ним еще раз пересчитывают количество изделий и расписываются в документах. Далее изделия поступают на склад готовой продукции.
Таблица 5 – Технико-экономические показатели работы бригады
| Наименование показателей | Ед. измерения | Величина показателей |
| Выпуск изделий в смену | шт. | 150 |
| Количество рабочих в бригаде | чел. | 9 |
| Такт процесса | сек. | 195 |
| Трудоёмкость изготовления изделия | сек. | 1376 |
| Средняя стоимость изготовления изделия | руб. | 8,96 |
| Средний тарифный разряд | 3 | |
| Процент механизации работ | % | 87 |
5.4 Методы обработки изделий
Методы обработки изделия представлены на примере блузки детской из трикотажного полотна. На рисунках 7-9 изображены методы обработки основных узлов блузки.

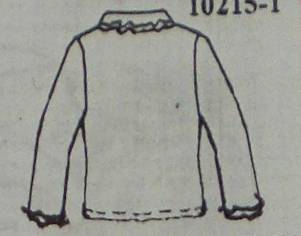
Рисунок 6 – Модель блузки
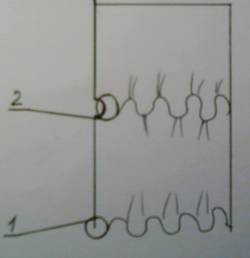
Рисунок 7 – Обработка низа рукава о воротника-стойки

Рисунок 8 – Обработка боковых швов и швов рукава
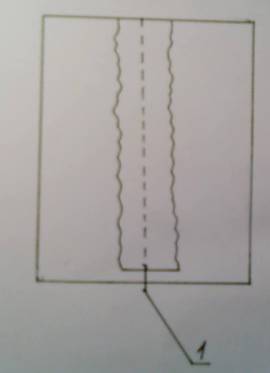
Рисунок 9 – Настрачивание отделочной тесьмы на деталь переда
Таблица 6 – Технологическая последовательность обработки модели А215-1
| Номер узла | Номер операции | Наименование операции | Специа-лизация | Разряд | Время (сек) | Оборудование |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. | 1. | Получить крой, разобрать, проверить наличие деталей кроя по количеству, комплектности. Записать в книгу учета кроя: размер, рост, количество единиц, подкомплектовать, подвязать клеевую. Подписать наименование деталей и номер пачки. | Р | 2 | 4 | - |
| 1. | 2. | Проверить качество кроя, направление ворса, долевой и наличие рассечек. Поставить недостающие рассечки, подрезать неровности. | Р | 5 | 7 | ножницы |
| 1. | 3. | Размотать нитки. | Р | 1 | 9 | - |
| 1. | 4. | Получить фурнитуру, проверить количество, скомплектовать, раздать по рабочим местам. | Р | 3 | 48 | - |
| 1. | 5. | Собрать обработанные детали, передать на первый этаж, записать работу, передать полуфабрикат в процессе | Р | 3 | 60 | - |
| 2. | 1. | Намелить на переде с лица по срезу проймы 2 меловых знака (4 м.з.), по боковому срезу 1 м.з., по срезу горловины 1 м.з. и линии прокладывания отделочной тесьмы. | Р | 3 | 45 | Мел,лекало |
| 2. | 2. | Намелить на спинке с лица по срезу проймы 1 м.з. (2 м.з.), по боковому срезу 1 м.з. (2 м.з.) и по срезу горловины спинки 1м.з. | Р | 3 | 25 | Мел,лекало |
| 2. | 3. | Намелить на рукаве 6 м.з. с изнанки | Р | 3 | 54 | Мел, лекало |
| 2. | 4. | Подрезать неровности по низу рукава | Р | 1 | 20 | Ножницы |
| 2. | 5. | Намелить на рукаве с лица линию сгиба | Р | 3 | 36 | Мел, лекало |
| 2. | 6. | Намелить на стойке по одной длинной стороне (меньшей) 4 м.з. с лица. | Р | 3 | 22 | Мел,лекало |
| 2. | 7 | Намелить на стойке с лица линию сгиба | Р | 3 | 24 | Мел,лекало |
| 2. | 8. | Нарезать по мерке декоративную тесьму на перед (3). | Р | 2 | 21 | ножницы |
| 3. | 1. | Стачать короткий срез стойки (ш.ш 5 мм), уравнивая срезы. | СМ | 3 | 31 | AZ8025H -Y5DF |
| 3. | 2. | Заутюжить шов стачивания стойки на сторону спинки | У | 3 | 10 | Утюг Veit |
| 3. | 3. | Обметать сгиб стойки отделочной строчкой (мелкий оверлок), перегибая стойку по намелке, растягивая срез, обрезая нитки. | СМ | 4 | 63 | AZ806H-02DF |
| 3. | 4. | Обметать срез стойки отделочной строчкой(мелкий оверлок), растягивая срез, обрезая нитки. | СМ | 4 | 53 | AZ806H-02DF |
| 4. | 1. | Притачать одну короткую сторону отделочной тесьмы на перед (ш.ш. 5 мм), укладывая срез тесьмы к намелке, обрезая нитки. | М | 3 | 52 | 31-32+50 кл. |
| 4. | 2. | Настрочить на перед по намелке отделочную тесьму, прокладывая строчку посередине тесьмы, отгибая одну притачанную сторону тесьмы, обрезая нитки. | М | 4 | 69 | 31-32+50 кл. |
| 4. | 3. | Скрепить тесьму с передом по горловине блузки (ш.ш. 5мм), обрезая нитки. | М | 3 | 16 | 31-32+50 кл. |
| 4. | 4. | Обрезать излишки отделочной тесьмы по горловине блузки. | Р | 2 | 15 | |
| 5. | 1. | Стачать плечевые срезы (ш.ш. 6мм), уравнивая срезы. Стачивать по спинке. | СМ | 3 | 41 | AZ8025H -Y5DF |
| 5. | 2. | Убрать номер с обтачки горловины. | Р | 1 | 5 | |
| 5. | 3. | Притачать обтачку горловины к срезу горловины (ш.ш. 6 мм), уравнивая срезы, совмещая рассечки, оставляя цепочку из ниток. | СМ | 4 | 119 | AZ8025H -Y5DF |
| 5. | 4. | Поставить скрепку по шву втачивания обтачки. | М | 3 | 15 | 31-32+50 кл. |
| 5. | 5. | Приутюжить плечевые швы и горловину после настрочки, надевая полуфабрикат на колодку-подушечку. | У | 3 | 42 | Утюг Veit колодка |
| 5. | 6. | Подобрать рукава по номеру. | Р | 1 | 8 | |
| 5. | 7. | Убрать номер с рукава (2) | Р | 1 | 10 | |
| 5. | 8. | Втачать рукава в открытую пройму (ш.ш. 6мм), уравнивая срезы, совмещая меловые знаки, припосаживая рукав в области оката. | СМ | 4 | 116 | AZ8025H -Y5DF |
| 5. | 9. | Стачать боковые срезы переда и спинки и нижние срезы рукава (ш.ш. 6мм), уравнивая срезы, нарезая и подставляя в шов ленту с размером, фабричную марку и символы по уходу, раскладывая швы втачивания рукавов по разные стороны. | СМ | 3 | 171 | AZ8025H – Y5DF |
| 5. | 10. | Подрезать неровности по низу блузки. | Р | 1 | 20 | ножницы |
| 5. | 11. | Подшить низ блузки (ш.ш. 15 мм и 20 мм (2-х игольная машина)), подглядывая и поправляя подгибку, заходя на начало строчки на 2 см, аккуратно вытягивая изделие из под лапки, прокручивая колесо. | СМ | 4 | 152 | GK 31016-01CB |
| 5. | 12. | Убрать 2 номера по переду и спинки блузки. | Р | 1 | 10 | |
| 5. | 13. | Поставить скрепку по низу блузки. | М | 3 | 15 | 31-32+50 кл. |
| 5. | 14. | Вывернуть блузку на лицо. | Р | 2 | 22 | - |
| 5. | 15. | Вывернуть рукава на лицо. | Р | 2 | 22 | - |
| 5. | 16. | Обметать сгиб рукава отделочной строчкой (мелкий оверлок), перегибая сгиб рукава по намелке, растягивая сгиб, обрезая нитки. | СМ | 4 | 103 | AZ806H-02DF |
| 5. | 17. | Обметать нижний срез рукава отделочной строчкой (мелкий оверлок), растягивая срез, обрезая нитки. | СМ | 4 | 91 | AZ806H-02DF |
| 5. | 18. | Очистить изделие от производственного мусора, мела, ниток. | Р | 1 | 28 | щетка |
| 5. | 19. | Очистить изделие от пятен. | Р | 2 | 10 | Щетка, раствор |
| 5. | 20. | Навесить торговый ярлык. | Р | 2 | 35 | |
| 5. | 21. | Передать блузку на готовую утюжку. | Р | 1 | 10 | - |
| 5. | 22. | Выутюжить блузку, боковые швы, рукава, помятости. | У | 2 | 111 | Утюг Veit |
| 5. | 23. | Проверить качество обработки готового изделия и полуфабрикатов в процессе, брак вернуть на исправление. | Р | 6 | 56 | - |
| 5. | 24. | Скомплектовать готовое изделие по ТУ. | Р | 3 | 77 | - |
| 5. | 25. | Сдать на склад. | Р | 3 | 8 | - |
| 5. | 26. | Обслужить 3 рабочих места с переходом на комплектовке. | Р | 1 | 20 | - |
| 5. | 27. | Передать с агрегата на агрегат. | Р | 1 | 10 | - |
| 5. | 28. | Передать с агрегата на агрегат. | Р | 1 | 10 | - |
| 5. | 29. | Обслужить 2 рабочих места с переходом. | Р | 1 | 8 | - |
| 5. | 30. | Обслужить 2 рабочих места с переходом. | Р | 1 | 8 | - |
| 5. | 31. | Обслужить 2 рабочих места с переходом. | Р | 1 | 8 | - |
| 5. | 32. | Обслужить 2 рабочих места. | Р | 1 | 5 | - |
| 5. | 33. | Обслужить 2 рабочих места. | Р | 1 | 5 | - |
| 5. | 34. | Смена лапок. | Р | 1 | 5 | - |
| ИТОГО | 1376 | |||||
Заключение
ОАО «Бердчанка» крупное предприятие швейной отрасли, которое хорошо зарекомендовало себя за Уралом. Является лауреатом многих наград.
Целью прохождения производственной являлось закрепление теоретических знаний по блоку профессиональных дисциплин и приобретение практических навыков по разработке и использованию технологий изготовления изделий.
При прохождении практики были изучена и проанализирована структура предприятия, используемое оборудование, процесс создания и изготовления швейных изделий.
За период практики удалось побывать в различных цехах и выполнять в них различные работы, что способствовало развитию практических навыков. На фабрике используется современное, высокопроизводительное оборудование: в швейном цехе скоростные швейные машины универсальные и специальные, в раскройном – САПР и автоматизированное настилочно-раскройное оборудование.
ОАО «Бердчанка» сотрудничает с крупнейшими центрами моды России, стремится к расширению деловых контактов и старается сделать свои изделия доступными широкому кругу потребителей.
Список литературы
1. Алексеенко И.В., Свириденко О.В. Методические указания по оформлению учебной документации. – Омск: Омский государственный институт сервиса, 2006. – 35
2. Смирнова О.В. Сквозная программа практики / О.В. Смирнова, Р.Х. Зарипова, Л.Ф. Немирова. – Омск : Омский государственный институт сервиса, 2008. – 36с.
3. Ковалёва Н.И. Проектирование швейных предприятий. Характеристика оборудования для проектирования подготовительного и раскройного производства швейных предприятий (справочное пособие) / Н.И. Ковалёва – Омск : Омский государственный институт сервиса, 2001. – 86с.
4. Першина Л.Ф., Петрова С.В. «Технология швейного производства»; М. – 1991, с. 258.
5. Франц В.Я. Оборудование швейного производства – М.: Издательский центр «Академия», 2002 – 448 с
6. Исаев В.В. Оборудование швейных предприятий М. – Легпромбытиздат 1989 г.
7. Кокеткин П.П., Доможиров Ю.А., Никитина И.Г. Справочник по организации труда и производства на швейных предприятиях М. - Легпромбытиздат, 1985 – 312 с.
Похожие работы
... зарубежье также проводятся исследования в данной области, но в целом, вопросы трехмерного проектирования остались малоизученны. Целью данного курсового проекта является разработка технологического процесса изготовления и определения нормы расхода материала на изделие. В качестве модели предлагается платье женское. 1. Характеристика модели Описание внешнего вида предлагаемой модели платья ...
... части генерального плана в проекте решаются совместно. Основными факторами, влияющими на решение горизонтальной планировки генерального плана, являются: характер производства, т. е. организация технологического процесса, производственная мощность предприятия, характер сырья и величина грузооборота; условия снабжения водой, энергией, теплом и т. п.; природные условия — топографические, ...
... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...
... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
0 комментариев