Навигация
Ограждения и защитные устройства металлорежущих станков
19840
знаков
0
таблиц
6
изображений
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенного для производства всех современных машин, приборов, инструментов и других изделий, поэтому количество металлорежущих станков, их технический уровень в значительной степени характеризует производственную мощность страны.
Основным направлением народного хозяйства предусматривается увеличить объем выпуска металлорежущих станков, кузнечнопрессовых машин, обеспечит опережающее развитие выпуска станков с ЧПУ, развитие производства тяжелых и уникальных станков.
Главная задача состоит в обеспечении дальнейшего роста благосостояния людей на основе устойчивого, поступательного развития народного хозяйства,![]() ускорение научно-технического прогресса перевода экономики на интенсивный путь развития, более рационального использования потенциала страны всемирной экономии всех видов ресурсов и улучшения качества работы.
ускорение научно-технического прогресса перевода экономики на интенсивный путь развития, более рационального использования потенциала страны всемирной экономии всех видов ресурсов и улучшения качества работы.
В решении этой задачи существенное место занимает ускорение научно-технического прогресса на базе технического перевооружения производства, создание высокопроизводительных машин и оборудования большой единичной мощности, внедрение новой техники и материалов, прогрессивной технологии и систем машин для комплексной механизации и автоматизации производства.
Ведущее место в дальнейшем росте экономики страны принадлежит отраслям машиностроения, которые обеспечивают материальную основу технического прогресса всех отраслей народного хозяйства.
Практическому осуществлению широкого применения прогрессивных типовых технологических процессов, оснастки оборудования, средств механизации и автоматизации, содействует единая система технологической подготовки производства (ЕСТПП), обеспечивающая для всех организаций и предприятий системный подход оптимизации выбора методов и средств технологической подготовки производства.
Разработка новых синтетических сверхтвёрдых инструментальных материалов позволило расширить не только диапазон режимов резания, но и спектр обрабатываемых материалов. Повышение точности станков было достигнуто введением в их конструкцию узлов, реализующих новые принципы (например, использование бесконтактных измерительных систем).
Наряду с повышением точности станков происходит процесс дальнейшей их автоматизации на базе регулируемых электроприводов, средств электроавтоматики и вычислительной техники. В связи с применением числового программного управления при обработке на станке увеличилась степень концентрации на каждом отдельном станке, и для дальнейшего повышения их надёжности стали оснащать средствами диагностирования и оптимизации обработки, что весьма важно для станков в составе гибких производственных систем.
В настоящее время развитие станкостроительной отрасли идёт в направлении повышения производительности металлорежущих станков, их надёжности и точности на базе применения автоматизированных процессов, унифицированных станочных модулей, роботизированных технологических комплексов и вычислительной техники.
1. Основные положения
Металлорежущий станок является машиной, при помощи которой путем снятия стружки с заготовки (в соответствии с рабочим чертежом) получают с требуемой точностью детали заданной формы и размеров.
В настоящее время выпускают большое количество металлорежущих станков, различных по назначению, технологическим возможностям и размерам.
По классификации Экспериментального научно-исследовательского института металлорежущих станков (ЭНИМС) все станки, выпускаемые серийно, делятся на девять групп. Каждая группа, в свою очередь, включает несколько типов станков.
Модель станка обозначается тремя или четырьмя (иногда с добавлением букв) цифрами. Первая цифра указывает группу станка, вторая – тип, последние одна или две цифры указывают на один из характерных его размеров. Буква после первой цифры указывает на модернизацию станка, а буква после всех цифр – модификацию (видоизменение) базовой модели. Например, станок 2А135. Цифра 2 означает, что станок относится ко второй группе – сверлильный; А – модернизированный; цифра 1 указывает на принадлежность станка к первому типу – вертикально-сверлильный; последние две цифры означают максимальный диаметр сверления – 35 мм.
Модели специализированных и специальных станков обозначают одной или двумя буквами, к которым добавляют также цифры, указывающие порядковый номер модели станка. Например, шифром ЕЗ-9 обозначен специализированный станок для нарезания зубчатых реек.
2. Классификация металлорежущих станков
Станки классифицируются по множеству признаков.
По классу точности металлорежущие станки классифицируются на пять классов:
1. (Н) Нормальной точности
2. (П) Повышенной точности – изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки и регулировки.
3. (В) Высокой точности – достигаемой за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, к качеству сборки и регулировки узлов и станка в целом.
4. (А) Особо высокой точности – при их изготовлении предъявляются еще более жесткие требования, чем при изготовлении станков класса В.
5. (С) Особо точные станки (мастер-станки) – предназначенные для изготовления деталей, определяющих точность станков классов А и В.
Классификация металлорежущих станков по массе:
1. лёгкие (< 1 т)
2. средние (1–10 т)
3. тяжёлые (>10 т)
4. уникальные (>100 т)
Классификация металлорежущих станков по степени автоматизации:
1. ручные
2. полуавтоматы
3. автоматы
4. станки с ЧПУ
5. гибкие производственные системы
По степени специализации существуют следующие станки.
1. Универсальные, выполняющие различные операции при обработке разнообразных деталей. Станки, используемые для особенно большого диапазона работ, называют широкоуниверсальными.
2. Специализированные, обрабатывающие детали, сходные по конфигурации, но имеющие различные размеры.
3. Широкого назначения, выполняющие ограниченный круг операций на деталях широкой номенклатуры.
4. Специальные, обрабатывающие детали только одного типоразмера.
3. Виды станков и защитных устройств
Токарные станки
На станках токарной группы обрабатывают детали типа валов, дисков и втулок. Осуществляется обтачивание наружных цилиндрических поверхностей, торцов и уступов, прорезание канавок (тела вращения), отрезка, растачивание отверстий (цилиндрических, конических и фасонных), обтачивание конических и фасонных поверхностей, сверление, зенкерование, развертывание отверстий, нарезание наружной и внутренней резьбы резцом, нарезание резьбы метчиком и плашкой, вихревое нарезание резьбы, накатывание рифленых поверхностей.
Главным движением, определяющим скорость резания, является вращение шпинделя, несущего заготовку. Движением, определяющим величины продольных и поперечных подач, является движение суппорта, в котором закрепляют резцы, а при обработке концевым инструментом движение подачи получает задняя бабка станка.
Токарные станки, делятся на универсальные и специализированные
Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий.
На специализированных станках выполняют более узкий круг операций, например обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб.
Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Защитное ограждение для токарного станка
На токарных станках, особенно при обработке деталей из хрупких материалов (чугуна, бронзы, алюминиевых сплавов), образующаяся стружка разламывается и куски металла отлетают на значительное расстояние. Во избежание ранения лица и глаз рабочего в зоне резания устанавливают защитные щитки из прочного прозрачного материала, например органического стекла (рис. 1). Во время обработки вязких металлов образуется длинная стружка, которую необходимо удалять из зоны, так как она может быть причиной тяжелых травм (например, ранения с повреждением сухожилий). Мерой защиты от таких ранений служит применение специальных резцов, обеспечивающих ломку или завивание длинной стружки. Вьющуюся стружку удаляют специальными крючками с защитным экраном у рукоятки. Если почему-либо ограждение в зоне резания не установлено, необходимо работать в защитных очках или маске. [2]
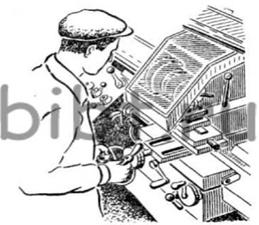
Рис. 1. Ограждение в зоне резания токарного станка щитком из органического стекла
Защитный козырек к токарному станку
При обработке деталей из чугуна, бронзы и других хрупких материалов наблюдается интенсивное отлетание стружки. Разлетающаяся стружка загрязняет рабочее место и может стать причиной несчастного случая.
Для безопасности труда рекомендуется пользоваться защитным козырьком (рис. 2). Стружка, ударяясь о защитный козырек 1, отлетает вниз. Козырек крепится вместе с резцом двумя болтами 2, предохраняя рабочего от повреждений глаз, рук и лица. Он не мешает в работе, легко может быть установлен или снят. Козырек имеет небольшой размер, его легко изготовить из металлических отходов. [1]
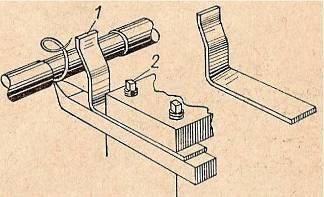
Рис. 2. Защитный козырек к токарному станку
Фрезерные станки
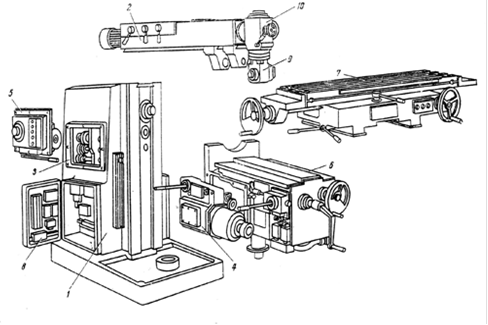
Вертикально фрезерные станки предназначены для выполнения с помощью фрез всех видов фрезерных работ. Фрезерные станки данного типа преимущественно используются для сверления, зенкерования и растачивания отверстий, обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей. Фрезерные станки вертикального типа позволяют работать с деталями из стали, чугуна, цветных металлов, их сплавов и других материалов.
При этом фреза фрезерного станка вместе со шпинделем фрезера совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное – называемое фрезерованием.
Управление фрезерных станков может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Во фрезерных станках главным движением является вращение фрезы, а движение подачи – относительное перемещение заготовки и фрезы.
Оградителные устройства для фрезерных станков
1. Ограждение типа «Краб» (рис. 3.)
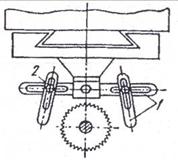
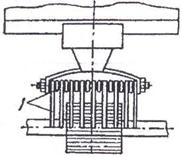
Рис. 3.
1 – Набор пластин. Можно сдвигать в зависимости от диаметра врезы.
2 – Шпилька.
2. Регулируемое ограждение. (рис. 4.)
1- Кожух (2 шт.) который можно сдвигать в зависимости от диаметра фрезы.
2- Винт.
3- Разрезная втулка.
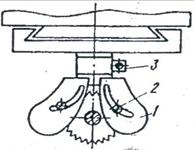
Рис. 4.
3. ограждение зоны резания вертикально-фрезерных станков. (рис. 5) Это устройство в виде четырех складывающихся створок 1 подвешено на трубе 4 посредством роликов 3. Створки выполнены из органического стекла, что позволяет наблюдать за процессом резания. С помощью такого оградительного устройства можно быстро открыть и закрыть зону резания, пользуясь рукояткой 5. Рассеиванию стружки вдоль стола препятствуют боковые неподвижные щиты 2.
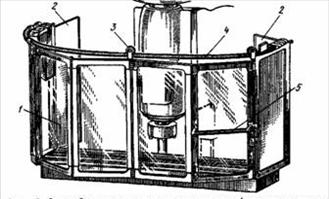
Рис. 5. Ограждение зоны резания вертикально-фрезерного станка
Похожие работы
... тока) срабатывания их должна регулироваться в достаточно широком диапазоне. 5. Заключение Техника безопасности при производстве наладочных работ и при эксплуатации электрооборудования металлорежущих станков Современные металлорежущие станки, как правило, имеют индивидуальный электропривод. В большинстве случаев электродвигатели, реле и другие электрические аппараты размещены или на самом ...
... на всех возможных режимах станка. Проверить действие кнопок 1 и 18 «Стоп». 8. График и состав ремонтно-профилактических работ При работе станка с условиями нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, межремонтный цикл (срок службы до капитального ремонта) при двухсменной работе составляет при преимущественной обработке стали не менее 8,5 лет и аналогично ...


... износу, а также при возможных повреждениях при нарушении правил эксплуатации, должны изготовляться с учетом их легкого и безопасного монтажа и демонтажа. Доступ к этим частям станка для работы с соответствующими вспомогательными средствами (инструментами, измерительными инструментами и т. д.) обеспечивают в соответствии с заданными изготовителем методами работы. 1.5 Работы по наладке и уходу, ( ...





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
0 комментариев