Навигация
3. Хромирование
Создание первых производственных установок по хромированию относится к концу 20-х годов текущего столетия. За истекший период времени хромовые покрытия, по сравнению с другими гальваническими покрытиями, получили наиболее широкое распространение.
Важной областью хромирования являются защитно-декоративные покрытия. Наряду с этим хромовые покрытия получили широкое распространение в машиностроении для увеличения износостойкости новых деталей машин и инструмента, а также для восстановления изношенных деталей.
Технология электролитического, или гальванического хромирования является испытанным способом увеличения износостойкости трущихся деталей, защиты их от коррозии, а также способом защитно-декоративной отделки. Хромирование часто используется для защиты поверхностей новых деталей от негативных факторов.
Различают два основных вида электролитического хромирования: декоративное и твердое
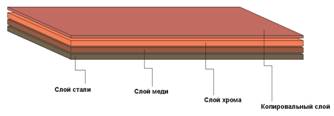
При декоративном хромировании слой хрома наносят на подслой другого металла, чаще всего никеля. При правильном ведении процесса электролитического осаждения никелевый подслой весьма надежно оберегает сталь от атмосферной коррозии, тогда как без него хромовое покрытие постепенно тускнеет. Поэтому обычно для получения декоративного нетускнеющего покрытия красивого оттенка очень тонкий слой хрома осаждают электролитически поверх никеля. Подобное тонкое хромированное покрытие обычно бывает пористым, что, однако, никакого вреда не приносит, так как защита обеспечивается лежащим под ним слоем никеля. Иногда вместо никеля осаждают медь как более дешевый коррозионностойкий подслой. При твердом хромировании наносят сравнительно толстый слой хрома (до 5 мм.) для того, чтобы использовать высокую твердость, износостойкость и малый коэффициент трения хромированного покрытия. В подобных случаях хром обычно осаждают прямо на основной металл без какого-либо промежуточного подслоя.
4. Особенности подготовки деталей к хромированию
Подготовка поверхности детали к защитно-декоративному и износостойкому покрытию хромом имеет много общего. Последовательность технологических операций следующая:
1) механическая обработка поверхности (шлифование или полирование);
2) промывка органическими растворителями для удаления жировых загрязнений и протирка тканью;
3) заделка отверстий и изоляция участков поверхности детали, не подлежащих хромированию;
4) монтаж подвески;
5) обезжиривание;
6) промывка в воде;
7) травление;
8) декапирование.
Требования к механической подготовке.
Перед покрытием поверхность детали обрабатывается по тому классу чистоты, который указан для готовой детали.
После механической обработки на поверхности детали не должно быть неметаллических включений, а также раковин, трещин и глубоких рисок, т.к. хром хорошо воспроизводит все эти дефекты.
Зачеканка отверстий и изоляция поверхности. Отверстия, если таковые имеются на поверхности изделия, перед хромированием должны быть закрыты свинцом или другим стойким в хромовой кислоте материалом. В противном случае вокруг отверстия остаются не покрытые хромом участки. Зачеканка производится заподлицо с хромируемой поверхностью. По окончании изоляции, подлежащие хромированию участки, необходимо тщательно очистить от загрязнения лаком. Поверхность зачищают наждачным полотном.
Монтаж подвески. При монтаже подвески на деталь необходимо проследить за тем, чтобы детали не закрывали друг друга и все участки их поверхности, по возможности, одинаково отстояли от поверхности анода.
Обезжиривание. При удалении с поверхности детали жировых загрязнений следует иметь в виду, что стальные закаленные тонкостенные детали, работающие при значительных удельных нагрузках, не допускается обезжиривать на катоде; в этом случае применяется анодное обезжиривание или обезжиривание химическим способом.
Декапирование. Перед хромированием стальные и чугунные детали подвергаются анодному декапированию в течение 30-90 сек. при плотности тока 25-40 А/дм![]() . Изделия из меди и медных сплавов анодному декапированию не подвергаются.
. Изделия из меди и медных сплавов анодному декапированию не подвергаются.
5. Приготовление, корректирование и работа хромовых ванн
5.1 Приготовление электролита
Электролиты для хромовых ванн приготовляются из двух основных компонентов – хромового ангидрида и серной кислоты.
5.1.1 Составление электролита
Для приготовления электролита рассчитанное количество хромового ангидрида дробится на небольшие куски, загружается в ванну хромирования и заливается для лучшего растворения водой, подогретой до 60-80°. При этом можно использовать водопроводную воду, не загрязненную железом, однако, в районах с жесткой водопроводной водой для этих целей необходимо пользоваться конденсатором или даже дистиллированной водой.
После растворения хромового ангидрида раствор перемешивают и определяют в нем содержание CrO![]() по удельному весу.
по удельному весу.
Раствор после тщательного перемешивания подвергают анализу и, установив действительное содержание CrO![]() и H
и H![]() SO
SO![]() , подсчитывают и дополнительно вводят недостающее количество компонентов.
, подсчитывают и дополнительно вводят недостающее количество компонентов.
Похожие работы



... Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором ...





... до точки плавления, цинк опять становится хрупким – происходит очередная перестройка его кристаллической структуры. Листовой цинк широко применяют в производстве гальванических элементов. Первый «вольтов столб» состоял из кружочков цинка и меди. И в современных химических источниках тока отрицательный электрод чаще всего делается из элемента №30. Значительна роль этого элемента в полиграфии. Мы ...
0 комментариев