Навигация
Средства контроля и регулирования
82659
знаков
0
таблиц
20
изображений
2.7 Средства контроля и регулирования
Опыт пуска и наладки ряда установок для сушки солей в кипящем слое показал, что надежность управления работой установок в значительной мере зависит от правильного выбора регулирующих органов, аппаратурного оформления узлов загрузки влажного материала и выгрузки сухого продукта, а также способа регулирования производительности этих узлов.
Рациональными органами для регулирования расхода общего воздуха отходящих газов следует считать осевые направляющие аппараты, устанавливаемые на всосе вентилятора и дымососа. Регулирование расхода первичного воздуха целесообразно осуществлять с помощью распределительного клапана (типа перекидного шибера на воздуховодах для общего и первичного воздуха).
Необходимое внимание должно быть уделено конструктивному выполнению угла подачи влажного материала. Трудности, с которыми приходится сталкиваться при дозировании влажных и сыпучих материалов, хорошо известны. На этой позиции оправдало себя применение традиционных пирамидальных бункеров в сочетании с ленточными питателями, емкость бункера должна обеспечивать работу установки при номинальной нагрузке в течение 10—15 мин. В ряде случаев можно использовать питатели скребкового типа, которые позволяют создать развитую по длине питателя площадь разгрузочной горловины, при этом стенки бункера выполняются с небольшими углами к вертикали. Скребковые питатели широко применяются в энергетике, цветной металлургии и других отраслях промышленности.
Как отмечалось выше, предпочтительной аппаратурой для автоматизации установок КС является электронная аппаратура. Применительно к условиям автоматизации процесса сушки к достоинствам этой аппаратуры следует отнести, что она, включая в себя сравнительно небольшое число унифицированных блоков, позволяет осуществить регулирование температуры, расхода уровня и других параметров, реализовать каскадные схемы регулирования, выполнить дистанционное управление регулирующими органами. Аппаратура имеет достаточный выбор исполнительных механизмов как по конструктивным оформлениям, так и по перестановочным усилиям.
Контроль температур на установке КС должен осуществляться только с помощью малоинерционных термопар. Термопару, предназначенную для контроля температуры слоя, вводят в слой на длину около 1/3 диаметра решетки и устанавливают с небольшим наклоном (5—10°) к центру аппарата. Конец термопары должен находиться на уровне 100— 150 мм от решетки.
Термопары для измерения температуры теплоносителя часто ошибочно устанавливают в непосредственной близости от газораспределительной решетки. Такая установка, вследствие лучистого теплообмена термопары и решетки, влечет за собой значительные погрешности в измерении температуры газа. Ошибка может достигать нескольких десятков, а иногда и сотен градусов. Поэтому наиболее целесообразным местом для установки этой термопары является газоход, соединяющий топку с подрешетным пространством аппарата КС. В этом случае необходимо также принять меры для защиты термопары от лучистого теплообмена с топкой.
При компоновке топок в подрешетном объеме аппаратов КС термопара также должна быть надежно защищена (например, с помощью специальных козырьков из огнеупорного кирпича) от лучистого теплообмена с решеткой и топкой.
Термометр сопротивления, контролирующий температуру отходящих газов, не следует устанавливать на аппарате. Этот замер нужно выполнить в наиболее узком месте тракта отходящих газов (перед циклонами).
Измерение перепада давления осуществляют дифманометрами. Особое внимание надо обратить на выполнение и установку отборных устройств на запыленном газе - при измерении разрежения в аппарате и перед дымососом.
Отборные устройства выполняются из отрезков труб большого диаметра (2 —- 3") и устанавливаются, по возможности, вертикально. Отбор разрежения в аппарате размещается на верхней крышке, а отбор напора теплоносителя — непосредственно под решеткой.
Измерения расхода воздуха желательно выполнить с помощью нормальных диафрагм, предусматривая для их установки необходимые прямые участки. В случае затруднений с размещением диафрагмы для контроля расхода общего воздуха можно применить входную диафрагму, устанавливаемую на всасе вентилятора. Методика расчета входных диафрагм нормирована.
3. РАЗРАБОТКА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ ВО ВЗВЕШЕННО-ЗАКРУЧЕННОМ СЛОЕ
Разработка относится к технике сушки, а именно к способам автоматического управления процессами сушки, и может быть использовано в пищевой, химической и смежных с ними отраслях промышленности. Способ автоматического управления процессом сушки полидисперсных материалов во взвешенно-закрученном слое, предусматривает подсушку и сушку материалов и заключается в измерении расхода, влажности и температуры исходного материала, расхода и влажности высушенного материала, влагосодержания, температуры и расхода теплоносителя, поступающего на сушку, влагосодержания теплоносителя после сушки. При этом информация с датчиков, измеряющих расход, влажность и температуру исходного материала, расход и влажность высушенного материала, влагосодержание, температуру и расход теплоносителя, поступающего на сушку, влагосодержание теплоносителя после сушки, подается в микропроцессор, который устанавливает температурный режим и режим подачи теплоносителя на сушку и оптимальный расход исходного материала. В то же время этом способ предусматривает подсушку исходного материала в вихревой сушилке, а сушку - в сушилке со взвешенно-закрученным слоем, а коррекция режима управления осуществляется на четырех уровнях, сначала на первых трех уровнях, в трех зонах сушки, тангенциально подводимыми потоками теплоносителя, а затем производят коррекцию на четвертом уровне воздействием на расход и температуру осевого потока теплоносителя. Техническим результатом разработки является повышение качества готового продукта, оперативности и надежности управления, снижение энергетических затрат на единицу массы готового продукта.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ автоматического управления процессом сушки дисперсных материалов в активном гидродинамическом режиме, содержащий подсушку за счет тепла отработанного теплоносителя и сушку материала и заключающийся в измерении расхода, влажности и температуры исходного материала, поступающего в сушилку, расхода и влажности высушенного материала, влагосодержания, температуры и расхода теплоносителя, поступающего в сушилку, влагосодержания теплоносителя после сушки. При этом информация с датчиков, измеряющих расход, влажность и температуру исходного материала, поступающего в сушилку, расход и влажность высушенного материала, влагосодержание, температуру и расход теплоносителя, поступающего в сушилку, влагосодержание теплоносителя после сушки подается в микропроцессор, который по заложенному в него алгоритму в зависимости от количества влаги и тепла, содержащихся в исходном и высушенном материале, устанавливает температурный режим и режим подачи теплоносителя на входе в сушилку посредством исполнительных механизмов калориферов и вентиляторов с целью обеспечения заданных параметров высушиваемого материала. Так же дополнительно используют датчики, измеряющие потребляемую мощность вентиляторов и калориферов, информация с которых подается на микропроцессор, который непрерывно определяет суммарные энергетические затраты на единицу массы высушиваемого материала, и если они увеличиваются, то уменьшает температуру и расход теплоносителя, если уменьшаются, то увеличивает, а оптимальный расход исходного материала определяется минимизацией функции стоимости энергетических затрат, кроме того, коррекцию режима управления процессом сушки осуществляют по двум уровням, при этом на первом уровне при отклонении текущего значения количества влаги, испаряемой в какой-либо зоне сушилки от заданного, воздействуют на температуру и расход тангенциально подводимого потока теплоносителя, на втором уровне, если изменение температуры и расхода тангенциально подводимого потока теплоносителя не обеспечивает требуемой влажности высушенного материала, воздействуют на расход и температуру осевого потока теплоносителя.
Этот способ имеет ряд существенных недостатков по сравнению с представляемой разработкой:
— недостаточно высокое качество готового продукта:
— длительность проведения процесса сушки;
— большая инерционность системы, т.е. низкая точность и надежность управления процессом сушки из-за случайных возмущений со стороны работы оборудования:
— невозможность оптимального управления процессом сушки;
— нерациональное использование теплоэнергетического и материального потенциала.
Технической задачей разработки является повышение качества готового продукта, оперативности и надежности управления, снижение энергетических затрат на единицу массы готового продукта.
Поставленная задача достигается тем, что в предлагаемом способе автоматического управления процессом сушки полидисперсных материалов во взвешенно-закрученном слое, информация с датчиков, подается в микропроцессор, который по заложенному в него алгоритму в зависимости от количества влаги и тепла, содержащихся в исходном и высушенном материале, устанавливает температурный режим и режим подачи теплоносителя на сушку посредством исполнительных механизмов калориферов и вентиляторов с целью обеспечения заданных параметров высушиваемого материала. При этом дополнительно используют датчики, измеряющие потребляемую мощность вентиляторов и калориферов, информация с которых подается на микропроцессор, который непрерывно определяет суммарные энергетические затраты на единицу массы высушиваемого материала. Если они увеличиваются, то микропроцессор уменьшает температуру и расход теплоносителя, если уменьшаются, то увеличивает. Оптимальный расход исходного материала определяется минимизацией функции стоимости энергетических затрат, кроме того, коррекцию режима управления процессом сушки осуществляют сначала тангенциально подводимыми потоками теплоносителя, на температуру и расход которого воздействуют при отклонении текущего значения количества испаряемой влаги в зонах сушилки со взвешенно-закрученным слоем от заданного, а затем, если изменение температуры и расхода тангенциально подводимых потоков теплоносителя не обеспечивает требуемой влажности высушенного материала, воздействуют на расход и температуру осевого потока теплоносителя. Новым является то, что способ предусматривает подсушку исходного материала в вихревой сушилке, а сушку - в сушилке со взвешенно-закрученным слоем, причем коррекцию режима управления процессом сушки осуществляют на четырех уровнях. Сначала на первых трех уровнях, в трех зонах сушки, тангенциально подводимыми потоками теплоносителя, при этом заданное значение количества влаги, испаряемой из полидисперсного материала в сушилке со взвешенно-закрученным слоем, рассчитывают по формуле:
![]()
где W - количество влаги, которую необходимо удалить в процессе сушки, кг/ч; GВМ - количество материала, поступающего в сушилку со взвешенно-закрученным слоем, кг/ч; wдс и wпс - влажность материала до сушки и после сушки, %. Затем производят коррекцию на четвертом уровне воздействием на расход и температуру осевого потока теплоносителя.
Технический результат заключается в повышении качества готовой продукции, оперативности и надежности управления процессом сушки, снижении энергетических затрат на единицу массы готового продукта.
На рис. 3.1 представлена схема, реализующая предлагаемый способ автоматического управления процессом сушки.
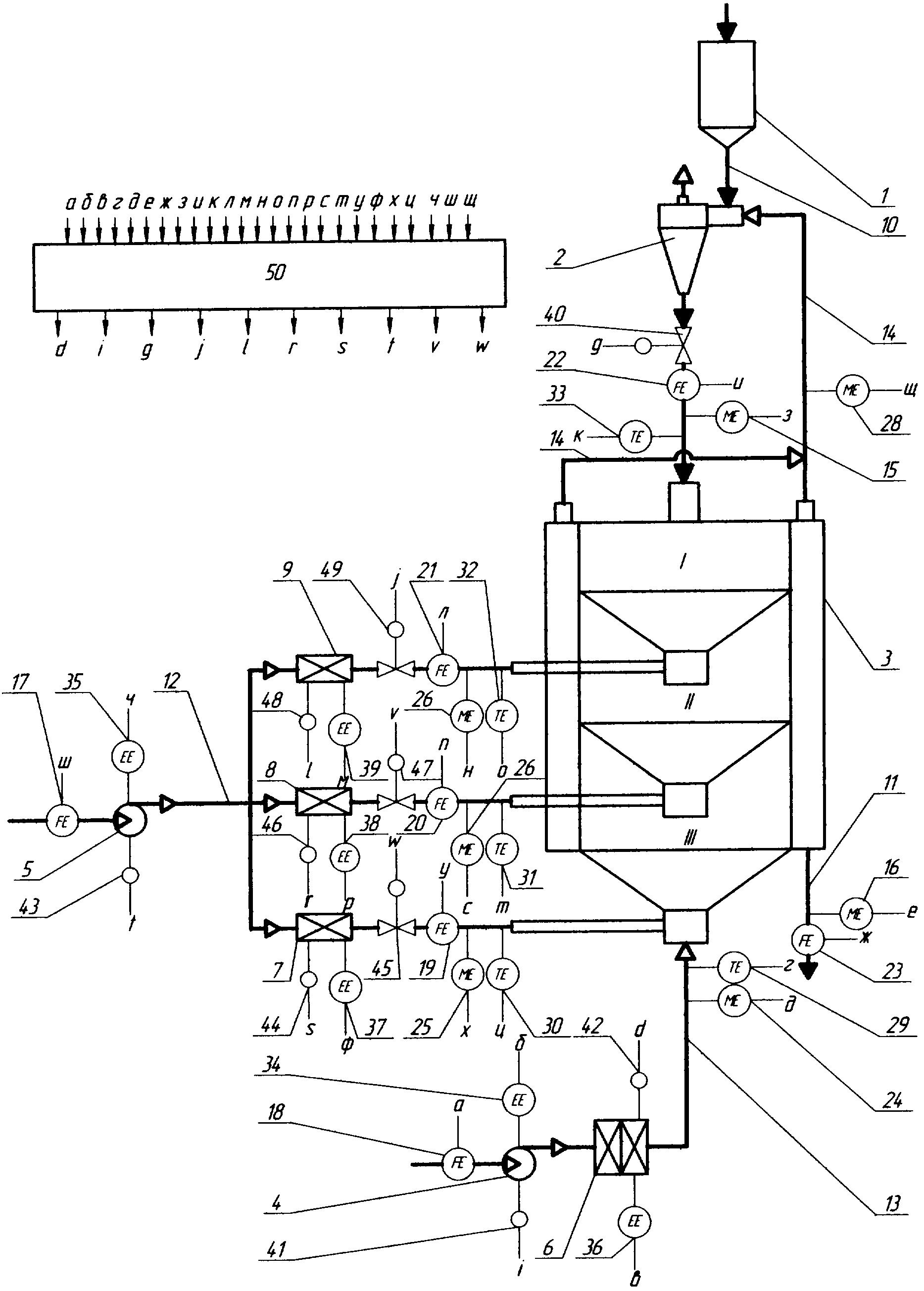
Рисунок 3.1 - Схема реализации автоматического управления процесса сушки полидисперсных материалов во взвешенно-закрученном слое
Схема содержит бункер исходного сырья 1, вихревую сушилку 2 для подсушки исходного сырья, сушилку со взвешенно-закрученным слоем 3, состоящую из трех секций I. II. III; вентиляторы 4, 5 для подачи сушильного агента; калориферы 6, 7, 8, 9; линии: подачи исходного влажного материала 10, отвода высушенного материала 11, подвода осевого потока сушильного агента на сушку 12, подвода тангенциального потока теплоносителя 13, отвода отработанного теплоносителя 14; датчики: влажности 15 и 16 соответственно исходного и высушенного материалов, расхода исходного теплоносителя 17 и 18 соответственно осевого и тангенциального потоков, а также 19, 20 и 21 - расхода тангенциального потока по каждой из трех зон, расхода 22 и 23 исходного и высушенного материала соответственно, влагосодержания теплоносителя 24, 25, 26 и 27, подаваемого в сушильную камеру, и 28 - влагосодержания отработанного теплоносителя, температуры теплоносителя 29, 30, 31 и 32, исходного влажного материала 33, потребляемой мощности вентиляторов 34 и 35 и калориферов 36, 37, 38 и 39 соответственно; исполнительные механизмы 40-49 (а, б, в, г, д, е, ж, з, и, к, л, м, н, о, п, р, с, т, у, ф, х, ц, ч, ш, щ - входные каналы управления, d, I, j, l, r, s, t, v, w - выходные каналы управления); микропроцессор 50.
Способ сушки осуществляется следующим образом. Влажный полидисперсный материал из бункера 1 подают сначала в вихревую сушилку 2, где подсушивают за счет тепла отработанного теплоносителя, затем в I, II и III зоны сушилки 3 со взвешенно-закрученным слоем. Информация о влажности, температуре и расходе подсушенного материала в линии 10 с помощью датчиков 15, 33, 22 передается в микропроцессор 50, который по заложенному в него алгоритму в зависимости от количество влаги и тепла, содержащихся в исходном влажном материале, подаваемом на сушку, устанавливает температурный режим и режим подачи теплоносителя на входе в сушилку посредством исполнительных механизмов 42, 44,.46 и 48 калориферов 6, 7, 8 и 9 и исполнительных механизмов 41 и 43, регулирующих приводы вентиляторов 4 и 5.
Количество влаги, поступающей с исходным материалом, определяется микропроцессором 50, исходя из информации о расходе и влажности исходного материала, поступающей с датчиков 22 и 15, установленных но линии 10 подачи исходного материала, по формуле:
![]()
где Wисх - количество влаги, поступающее с исходным продуктом, кг/ч.
В ходе процесса сушки полидисперсного материала во взвешенно-закрученном слое с помощью оперативной информации с датчиков влажности исходного материала 15 и высушенного 16 измеряют текущее значение влажности исходного и высушиваемого материалов, по которому осуществляют коррекцию режима управления процессом сушки по четырем уровням. За счет этого значительно повышается оперативность управления.
Первый уровень. При отклонении текущего значения потока влаги, испаряемого в сушилке, от заданного микропроцессор 50 вычисляет необходимое изменение температуры и расхода тангенциально подводимого потока теплоносителя и осуществляет его коррекцию посредством исполнительных механизмов 48 и 49, установленных в линии 12. Если необходимая влажность готового материала не достигается на первом уровне, дальнейшая регулировка осуществляется на втором уровне.
Второй уровень. При этом микропроцессор 50 вычисляет необходимое изменение температуры и расхода тангенциально подводимого потока теплоносителя и осуществляет его коррекцию посредством исполнительных механизмов 46 и 47, установленных в линии 12. Если необходимая влажность готового материала не достигается на втором уровне, то дальнейшая регулировка осуществляется на третьем уровне.
Третий уровень. При этом микропроцессор 50 вычисляет необходимое изменение температуры и расхода тангенциально подводимого потока теплоносителя и осуществляет его коррекцию посредством исполнительных механизмов 44 калорифера и 45 шибера, установленных в линии 12.
Если изменение температуры и расхода тангенциально подводимого потока теплоносителя не обеспечивает требуемой влажности высушенного материала, то коррекцию режима управления осуществляют по четвертому уровню.
Четвертый уровень управления предусматривает достижение заданной влажности материала путем воздействия на расход и температуру осевого потока теплоносителя в линии 13 и осуществляет его с помощью исполнительных механизмов 41 и 42, изменяющих мощность вентилятора и калорифера соответственно.
Сигналы, пропорциональные влажности теплоносителя на входе и выходе аппарата, поступают соответственно с датчиков 25, 26, 27 и 28 на микропроцессор 50. Сюда же поступают сигналы, пропорциональные подаче теплоносителя, с расходомеров 17, 18, 19, 20 и 21 и сигнал, пропорциональный влажности исходного материала, с датчика 15.
Информация о расходе материально-энергетических ресурсов, фиксируемая с помощью датчиков 15-39, передается в микропроцессор 50, который непрерывно определяет суммарные энергетические затраты на единицу массы высушиваемого материала, и если они увеличиваются, то уменьшает температуру и расход теплоносителя, если уменьшаются, то увеличивает, оптимальный расход исходного сырья определяется минимизацией функции стоимости энергетических затрат. Изменение расхода исходного материала осуществляют с помощью исполнительного механизма 40, установленного в линии 10.
Таким образом, предлагаемый способ автоматического управления процессом сушки полидисперсного материала во взвешенно-закрученном слое позволяет:
— получить готовый продукт более высокого качества за счет оптимизации режимных параметров процесса сушки материала во взвешенно-закрученном слое;
— осуществить многоуровневое управление, благодаря чему повышается оперативность и надежность управления в наиболее оптимальных диапазонах изменения параметров режима работы сушилки;
— значительно увеличить точность управления за счет использования информации с датчиков влажности исходного материала 15 и высушенного 16 в качестве корректирующих сигналов, при этом повышается чувствительность системы управления процессом на случайные возмущения со стороны работы оборудования, большую часть которых удается полностью компенсировать;
— за счет использования тепла отработанного теплоносителя, при предварительной подсушке продукта в вихревой сушилке, обеспечить снижение энергетических затрат на единицу массы готового продукта;
— обеспечить рациональное использование теплоэнергетических ресурсов, варьируя их величиной в зависимости от характеристик высушиваемого материала и хода проц
Похожие работы

... приходящаяся на одну опору: Роп = 7367/4 = 1842 Н.(4.1.8.7) Принимаем опоры по ГОСТ 26296-84 с допускаемой нагрузкой 0,0063 МН. 5. СИСТЕМА АВТОМАТИЗАЦИИ Установка для переработки отходов слюдопластового производства может быть полностью автоматизирована. В данной части дипломной работы подробно рассмотрена автоматизация сушилки кипящего слоя и вспомогательного оборудования. При ...

... , подаваемой в ИП скруббер. В сочетании с относительной скоростью газа в сечении камеры он обеспечивает расчетный режим очистки. 2.4 Получение гидроизоляционного кровельного материала из отходов переработки хлопка Важным вопросом в процессе контроля и организации очистки запыленного воздуха, выбрасываемого в атмосферу является проблема утилизации выделенных в процессе газовой очистки так ...
0 комментариев