Навигация
2.3 Обладнання, прилади
Інструменти й пристосування для кабельних робіт, що поставляють спеціальними наборами, призначені для різання кабелю, зняття кабельних покриттів, зачищення контактних поверхонь жил кабелю, а також зварювання й пайки жил й опресування кабельних наконечників.
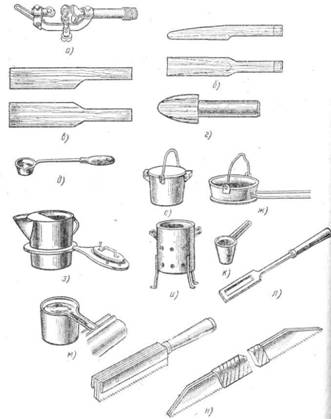
Рис. 8. Спеціалізований інструмент і пристосування в наборі НКІ-3 для кабельних робіт:
а - ніж НКА-1м, б - разбортовка, в - рубель, г - шаблон, д - ложка, е - тигель, ж - ківш, з - кабельне цебро, і - жаровня, К - лійка, л - мішалка, м - лоток, н – шкребок
Набір НКІ-3 інструментів і пристосувань для кабельних робіт поставляється в чотирьох футлярах. У набір входить 57 комплектуючих виробів й інструментів (рис. 8).
2.4 З’єднувальні гільзи, наконечники
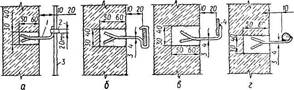
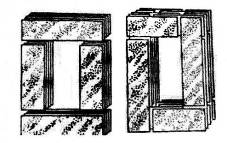
З'єднання струмопровідних жил між собою і їхнє приєднання до електроустаткування роблять безпосередньо або за допомогою контактних арматур, виконання якої залежить від форми й конструкції струмопровідних жил, призначення з'єднання й способу його виконання. При монтажі кабельних мереж найчастіше застосовують сполучні й відгалуджені гільзи й наконечники. Сполучні гільзи являють собою трубки (рис. 9, а-г), розміри й матеріал яких залежить від матеріалу, конструкції й перетини жил.
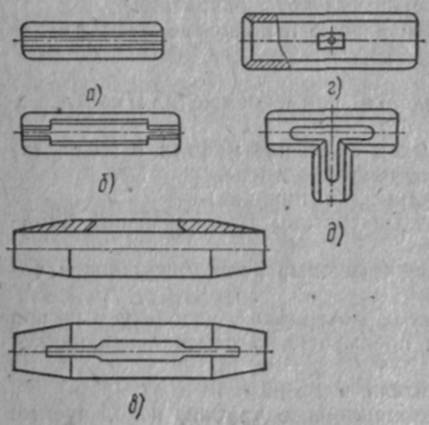
Рис. 9. Сполучні (а - для кабелів перетином до 10 мм2, б- для кабелів перетином 10-240 мм2, в - для кабелів напругою 20 й 35 кВ, г - закріплювана опресуванням) і відгалужена нероз'ємна (д) гільзи
Відгалужені гільзи (рис. 9, д) складаються із двох частин: прямої, де розміщені жили основного кабелю, і відгалуженої, куди вводиться жила іншого кабелю. Кабельні наконечники (рис. 10, а-ж) являють собою вироби, що мають у своїй конструкції трубчасті частини, куди вводять жили, і контактні поверхні у вигляді вушок з отворами для приєднання до контактних виводів електроустаткування.
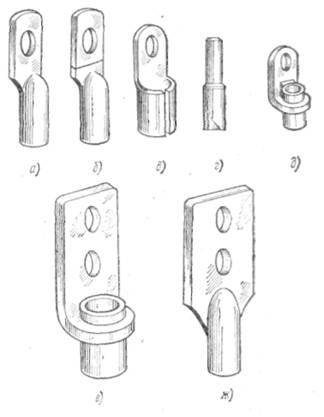
Рис. 10. Кабельні наконечники:
а й б - алюмінієві (мідні) і мідно-алюмінієві, що закріплюють опресуванням, в - мідні, що закріплюють пайкою, г - мідно-алюмінієві штифтові, що закріплюють обпресуванням, д, е і ж - з алюмінієвого сплаву ЛА й ЛАС, що закріплюють зварюванням
2.5 Способи з’єднання:
а) контактним розігрівом
Для електричного зварювання алюмінієвих жил кабелів способом контактного розігріву застосовують комплектні установки УСАП-2М, що складаються із трансформаторів для живлення зварювального поста, електродотримачів з вугільними електродами, охолоджувачів, наборів зварювальних форм. Для дугового зварювання в середовищі аргону електродом, що не плавиться, використають комплект зі зварювального трансформатора, осцилятора, зварювального пальника, балона з аргоном, редуктора, манометра. Для аргонодугового зварювання електродом, що плавиться, на постійній напрузі застосовують перетворювачі ПСГ-500 і монтажні ранцеві напівавтомати ПРМ-5.
Технологія електричного зварювання принципово не відрізняється від технології газового зварювання. З'єднання встик кабелів перетином 16-240 мм2 виробляється з попередньою сплавкою багатодротових жил у монолітні стрижні. Жили сплавляються в моноліт у сталевій або вугільній рознімній формах 6 (рис. 11, а) у вертикальному або злегка похилому положенні.
Дроти жил і присадочний пруток, зачищені до металевого блиску за допомогою сталевої щітки, знежирюють органічним розчинником або бензином. У місці установки циліндричної рознімної формочки роблять підмотування азбестовим шнуром так, щоб кінець жили виступав з підмотування на 10-15 мм. Після закріплення формочки її верхній торець повинен бути сполучений з торцем жили. Охолоджувач 7, що виконує роль одного з контактних затисків, установлюють на жилу між ізоляцією й формочкою і приєднують до затиску вторинної обмотки зварювального трансформатора.
Сплавка торця жили в моноліт виконують дотиком до нього вугільного електрода 5 (рис. 11, б), приєднаного до другого затиску зварювального трансформатора. При безперервному торканні електрод переміщають по торцях дротів. Після утворення зварювальної ванни 10 (рис. 11, в) вводять присадочний матеріал, рідкий метал перемішують вугільним електродом і присадочним прутком (рис. 11, г). Процес зупиняють одночасно з утворенням невеликої опуклості рідкого металу поверх формочки, електрод швидко відводять, не допускаючи виникнення дуги, розплавлений метал ще небагато перемішують присадочним прутком, після чого стежать за кристалізацією металу. Після остигання жили знімають формочку, зачищають монолітний стрижень сталевою щіткою й знежирюють.
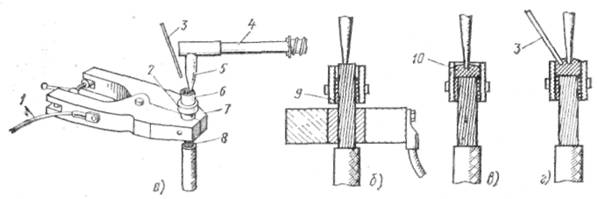
Рис. 11. Сплавка багатодротової жили в моноліт електричним зварюванням:
а - кінець жили, підготовлений до сплавки, б - початок сплавки, е - утворення зварювальної ванни, г - введення присадочного матеріалу; 1 - провід, 2 - бандаж, 3 - присадочний матеріал, 4 - електродотримач, 5 - вугільний електрод, 6 - зварювальна форма, 7 - охолоджувач, 8 - жила, 9 - підмотування азбестовим шнуром, 10 - зварювальна ванна
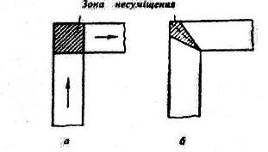
Зварювання в стик алюмінієвих жил кабелів, підготовлених у вигляді монолітних стрижнів, роблять у горизонтальному положенні (рис. 12, а). На оголені ділянки встановлюють охолоджувачі, закріплені на сполучній планці. На ділянки жил до монолітної частини наносять підмотування з азбестової пряжі так, щоб забезпечувалося ущільнення при закріпленні відкритої жолобчастої форми зі сталі.
Розплавлювання кінців жил у формі роблять при почерговому притисканні торця електрода (рис. 12, б). Тривалість торкання не більше 10 с. При переносі електрода не допускають виникнення дуги. Після початку плавлення й утворення на дні форми невеликого шару розплавленого металу вводять присадочний матеріал (пруток) і сплавляють його до заповнення форми (рис. 12, в). Електродом і прутком у процесі зварювання перемішують розплавлений метал. силовий кабель електромонтажний
Слідом за охолодженням з'єднання знімають форму, видаляють азбестове підмотування, знімають сталевою щіткою шлаки й залишки флюсу. Для додання з'єднанню циліндричної форми зовнішню поверхню обпилюють напилком (рис. 12, г).
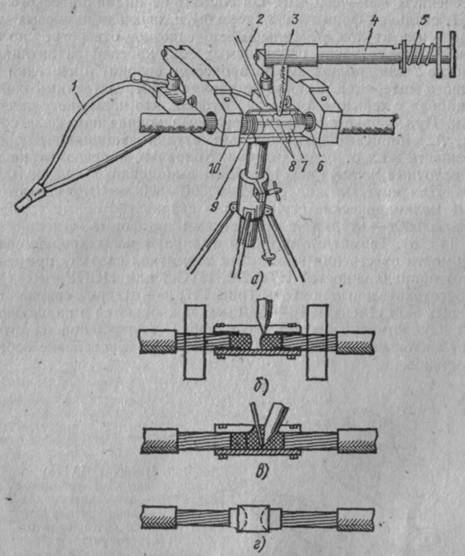
Рис. 12. З'єднання жил електричним зварюванням:
а - установка жили встик, б - початок зварювання, в - сплавка присадочного матеріалу, г - готове з'єднання; 1 - провід, 2 - присадочний матеріал, 3 - вугільний електрод, 4 - електродотримач, 5 - пружина, 6 - кінець жили, очищений від ізоляції, 7 - зварювальна форма, 8 - зварювальні кінці жил, 9 - азбестове підмотування, 10 - охолоджувач
Окінцювання алюмінієвих жил наконечниками ЛА роблять за технологією сплавки жил у монолітні стрижні. При цьому гільза наконечника служить формочкою для утворення зварювальної ванни. Після розплавлювання торця жили розплавляють верхні крайки гільзи наконечника на глибину не менш товщини її стінок, а потім додають невелику кількість присадочного матеріалу.
б) термітним зварюванням
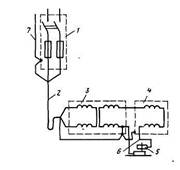
Для термітно-муфельного зварювання алюмінієвих жил кабелів застосовують термопатрони різних конструкцій. Термітний патрон ПА (рис. 12, а) призначений для з'єднання встик алюмінієвих жил перетином 16-800 мм2 і приварки наконечників ЛАС на жилах перетином 300-800 мм2. Він складається із циліндричного муфеля 1, сталевої формочки 3 (кокілі) і двох алюмінієвих ковпачків 4 або втулок. Муфель має наскрізний отвір по поздовжній осі для введення зварювальних жил кабелів і ливниковий отвір 2 для спостереження за процесом зварювання й введення присадочного матеріалу. Кокіль усуває безпосередній контакт жил кабелю з термітною масою муфеля, що підвищує якість зварювання. При зборці патрона отвори в кокілі й муфелі сполучають. Алюмінієві ковпачки або втулки захищають бічні поверхні жил від підплавлення. Ковпачки, що надягають на багатодротові жили (рис. 13, б, г), виконують також роль бандажів. Для круглих жил перетином 300-800 мм2 застосовують розрізні циліндричні втулки, для зварювання секторних однодротових жил - втулки з отворами за формою перетину жил (рис. 13, в). Термітні патрони вибирають по макророзмірах залежно від перетину жил. Для термітного зварювання застосовують набори приналежностей НТС-2М, НТС-3 або НСПУ.
Підготовчі роботи (рис. 14, а-д) при зварюванні алюмінієвих жил перетином 16-240 мм2 полягають у надяганні на жили й ущільненні термітного патрона, закріпленні на оголені від ізоляції ділянках жил охолоджувачів й установці азбестових екранів.
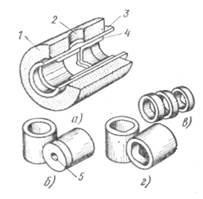
Рис. 13. Патрони ПА (а) і деталі до них для термітного зварювання (б - алюмінієві ковпачки, в, г - алюмінієві шайби й втулки із секторними отворами):
1 - термітний муфель, 2 - ливниковий отвір, 3 - сталевий кокіль (формочка), 4 - алюмінієвий ковпачок (втулка), 5 - отвір у денці ковпачка для контролю глибини входження в нього жили
Кінці жил, що з'єднують встик, звільняють від ізоляції, зачищають до металевого блиску щіткою з кардоленти (рис. 14, а), покривають пастою із флюсу й насаджують алюмінієві ковпачки або втулки. Ковпачки заходять на всю довжину, що контролюють через отвори в їхніх денцях. При неповній насадці ковпачків зварювання не буде якісним.
Внутрішню поверхню кокілів ретельно знежирюють і покривають крейдою, розведеною водою до стану густої пасти, що охороняє від прилипання алюмінію до стінок кокілю. Для установки термітного патрона (рис. 14, б) одну з жил трохи відгинають убік, надягають на неї термітний патрон і зрушують його по жилі на відстань, рівну довжині кокілю. Потім жилу відводять у колишнє положення до сполучення з відповідною жилою іншого кабелю. Патрон переміщають у зворотному напрямку так, щоб друга жила ввійшла в кокіль. При цьому кінці жил з надягнутими на них ковпачками розташовуються точно проти ливникового отвору, а зазор між ними - мінімальний.
У місцях входу жил у кокіль виконують ущільнення з азбестової пряжі, навиваючи її між кокілем і жилою до упору в ковпачки. Установлюють охолоджувачі (рис. 14, в), вибираючи відстань між ними залежно від довжини термітного патрона з урахуванням зазору не менш 5-8 мм. Як правило, цю роботу виконують удвох. Підготовчі роботи завершує установка екранів з азбестового картону товщиною 3-4 мм (рис. 14, г). Екран виступає за габаритні розміри охолоджувачів не менш чим на 10 мм і захищає від іскор жили, що не беруть участь у зварюванні.
Послідовність термітного зварювання показана на рис. 15. Муфель патрона підпалюють термітним сірником, утримуваної спеціальним власником, шляхом тертя її об торець у місці, відзначеним кружком. У міру горіння сірник переміщають по поверхні муфеля, як би натираючи його. Одночасно із запаленням муфеля починають сплавляти в кокіль присадочний пруток (рис. 15, а), повільно подаючи його вниз у міру плавлення. Легкий контакт прутка з розпеченими стінками ливникового отвору кокілю сприяє прискоренню процесу. Після утворення рідкої ванни в ливниковий отвір уводять дротову мішалку (рис. 15, б), ретельно промішуючи розплавлений метал (рис. 15, в) для більше повного виходу супутніх газів. Момент повного розплавлювання жил визначають по торканню мішалкою дна кокілю. Як правило, це відбувається через 10-15 с після закінчення горіння муфеля. Сплавка присадочного прутка триває до заповнення ливникової трубки.
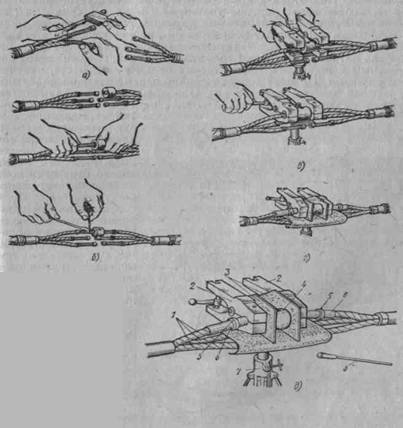
Рис. 14. Послідовність проведення підготовчих робіт при термітному зварюванні жил:
а - підготовка кінців зварювальних жил, б - надягання термітного патрона, в- установка й закріплення охолоджувачів, г - установка екранів, д - жили кабелю, підготовлені до зварювання; 1 - струмопровідні жили, 2 - охолоджувачі, 3 - азбестові екрани, 4 - термітний патрон, 5 - затиск прикріплення полівінілхлоридної трубки до жили кабелю, 6 - полівінілхлоридна трубка, 7 - штатив, 8 - термітний сірник
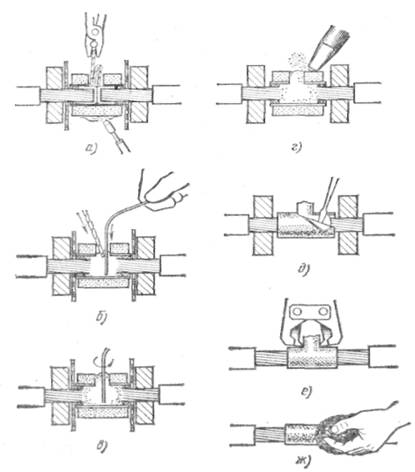
Рис. 15. З'єднання жив термітним зварюванням:
а - введення присадочного прутка й підпалювання термітного патрона, б - введення в ливниковий отвір мішалки зі сталевого дроту, в - перемішування плавки, г - сколювання згорілої термітної маси, д - видалення сталевого кокілю, е - видалення ливникового прибутку, ж - обробка місця зварювання
Після кристалізації розплавленого металу, не очікуючи його повного остигання, шлаки муфеля сколюють (рис. 15, г) невеликим зубилом. При цьому зубило розташовують під невеликим кутом до осі жили, щоб не зігнути її при ударі молотка. Кокіль видаляють, відгинаючи в сторони його краю викруткою, що вставляє в зазор між кромками (рис. 15, д). Ливниковий прибуток зі звареного з'єднання видаляють за допомогою ріжучих губок спеціального інструмента (рис. 15, е). Допускається обпилювання прибутку ножівкою. Подальшу обробку з'єднання (рис. 15, ж) роблять так само, як і при інших видах зварювання.
Зварювання трьох-чотирьохжильних кабелів починають із жили, розташованої вгорі оброблення. Окінцювання алюмінієвих жил кабелів наконечниками ЛАС роблять за описаною технологією зварюванням встик.
в) паянням
Для оконцевания, з'єднання й відгалуження алюмінієвих і мідних жил кабелів перерізом 16-240 мм2 застосовують мідні штамповані наконечники, мідні сполучні гільзи, мідні відгалужені гільзи. При з'єднанні жил різних перерізів використають гільзи, що мають східчасті внутрішні діаметри, що відповідають перерізам жил, що з'єднують. Особливість конструкції сполучних й відгалужених гільз для пайки - наявність спеціальних заливальних отворів і закруглених граней на торцях (для зниження напруженості електричного поля).
При з'єднанні й відгалуженні жил поливом попередньо розплавленого припою застосовують рознімні форми. Вибір наконечників, гільз і рознімних форм здійснюють залежно від перетину жил по внутрішніх діаметрах отворів. Для пайки жил використають припої.
Пайка алюмінієвих жил здійснюється з їх попереднім обслуговуванням і наступним наплавленням припою безпосередньо у форму або наконечник, а також без попереднього обслуговування з поливом розплавленого припою у форму. Як при обслуговуванні, так і при поливі, оксидна плівка віддаляється механічно. Пайка мідних жил здійснюється з обов'язковим застосуванням флюсу поливом розплавленого припою в гільзу.
З'єднання й відгалуження алюмінієвих жил кабелів перерізом 16-240 мм2 способом поливу попередньо розплавленого припою в тиглі (ковші) виробляється в рознімних формах (рис. 16). При цьому способі застосовують припої ЦА-15 і ЦО-12. Кількість припою при його попереднім розплавлюванні в тиглі не перевищує 7-8 кг. Тигель із припоєм нагрівають до температури близько 600°С, що визначається зануренням алюмінієвого дроту, що починає плавитися.
При пайці поливом виконують наступні технологічні операції. З кінців жил кабелю знімають ізоляцію з таким розрахунком, щоб між ізоляцією й формою (гільзою) залишався проміжок в 10 мм. Жилам, що з'єднують, надають круглу форму. У спеціальному шаблоні кінці жил обрізають під кутом 55° ножівкою (рис. 16, а). Кінці жил можуть бути підготовлені й з попереднім східчастим обробленням й обслуговуванням.
Оброблені кінці жил укладають у рознімні форми із зазором між торцями 2 мм. Щоб уникнути витікання припою зазори між жилою й формою ущільнюють підмотуванням з азбестової пряжі. Форми розташовують у горизонтальному положенні. У місця пайки встановлюють тигель із попередньо розплавленим припоєм 1, а між тиглем і місцем пайки 2 - металевий лоток 3. Тепло, виділюване розплавленим припоєм, не створює додаткового нагрівання ізоляції жил, а надлишки припою стікають назад у тигель. Через ливниковий отвір форми роблять заливання припою. Місця з'єднання додатково прогрівають гарячим припоєм, механічним шкребком видаляють оксидну плівку зі скошених поверхонь жил під шаром припою й одночасно доливають припій у міру його усадки (рис. 16, б). З боків форм знімають патьоки припою. Тривалість пайки у формі не повинна перевищувати 1-1,5 хв. Перед з'єднанням жив кабелю кожної фази тигель із розплавленим припоєм підігрівають.
Відгалуження жил виконують аналогічно з'єднанням із застосуванням рознімних форм відповідної конструкції. Після зняття форм видаляють заусениці, гострі кути й нерівності з місця пайки (рис. 16, в). Паперову ізоляцію жил і місця спаю прошпарюють гарячим складом марки МП.

Рис. 16. З'єднання багатодротових алюмінієвих жил способом поливу:
а - укладання жил в рознімні форми, б - пайка, в - зачищення кінців жил в рознімній формі
З'єднання й відгалуження алюмінієвих, багатодротових жил безпосередньою сплавкою припою (рис. 17) роблять із дотриманням наступної технології. Після видалення ізоляції на довжині 50, 60 або 70 мм відповідно для жил перетину 16-35, 50-95 й 120-150 мм2 виконують східчасте оброблення по повівам (рис. 17, а). Полум'ям газового пальника кінці жил нагрівають до температури плавлення припою, а потім, видаляючи оксидну плівку, на всю поверхню кінця жили наносять шар припою й ретельно розтирають його металевим пензликом (рис. 17, б) до повного обслуговування східчастої поверхні. Установлюють форми (рис. 17, г, д), у які вводять кінці жил. Для запобігання витікання припою в момент пайки простір між жилою й формою ущільнюють азбестовим шнуром (рис. 17, в).
На жили по обидва боки форми надягають захисні екрани для захисту ізоляції від полум'я. При з'єднанні (відгалуженні) жил більших перерізів додатково встановлюють охолоджувачі, застосовувані при зварюванні.
Форму з введеними в неї полудженими кінцями жил прогрівають полум'ям газового пальника, починаючи від середини. Одночасно в полум'я вводять паличку припою марки А, який, розплавляючись, заповнює всю форму (рис. 17, е). Розплавлений припій з, нагрівання припиняють, після чого легким постукуванням за формою його ущільнюють. З остиглого з'єднання знімають екрани, охолоджувачі, форми, видаляють нерівності.
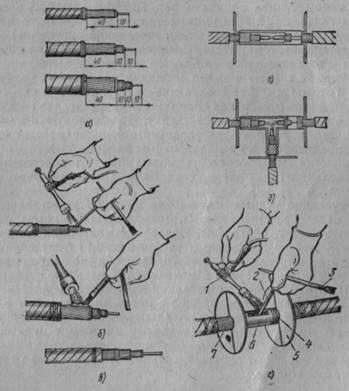
Рис. 17. З'єднання багатодротових алюмінієвих жил безпосередньою сплавкою припою:
а - підготовка кінців багатодротових жил, б - лудіння кінців жил, в - підмотування азбестового шнура, г - установка форми для з'єднання, д - установка форми для відгалуження, е - сплавка припою; 1 - газовий пальник, 2 - паличка припою, 3 - сталевий пензлик, 4 - підмотування зі шнурового азбесту, 5 - захисний екран, 6 - форма, 7 - струмопровідна жила
Окінцювання алюмінієвих жил кабелів пайкою здійснюється за допомогою мідних наконечників. При цьому використається припій марки ЦО-12. Кінці жил готовлять за допомогою шаблона, зрізуючи їх під кутом 55°. Для зручності очищення поверхні жили від оксидної плівки наконечники встановлюють скошеною стороною до контактної частини. Нижню частину наконечника герметизують замазкою, замішаної із крейди й глини на воді, і обмотують азбестовою пряжею. Пайку наконечника виконують у полум'ї газового пальника. Один електромонтажник видаляє шкребком оксидну плівку й наплавляє припій, а інший - безупинно нагріває місце оконцевания.
З'єднання мідних жил перетином 16-240 мм2 виконують пайкою з поливу припою марки ПОССу або ПОС у сполучних гільзах ГП. При виконанні з'єднання внутрішню поверхню гільз і поверхня жил (після обрізки торців) зачищають до металевого блиску. З'єднуючі кінці жил покривають флюсом і вставляють їх у гільзу. Щоб уникнути витікання припою між торцем гільзи й краєм ізоляції підмотують азбестову пряжу. Готове до пайки з'єднання розташовують строго горизонтально, при цьому торці жил стикаються в середині гільзи, а заливальний отвір перебуває зверху. Всі наступні операції аналогічні операціям приєднання алюмінієвих жил способом поливу попередньо розплавленим припоєм.
Технологія пайки відгалужених гільз відрізняється від пайки сполучних гільз розташуванням жив кабелю у вертикальній площині.
Окінцювання мідних жил кабелю пайкою здійснюється за допомогою мідних наконечників. Струмопровідні жили, що мають секторну форму, закругляють. Після знежирення кінця жили, звільненої від ізоляції, і її зачищення наносять шар флюсу. При нагріванні в полум'ї газового пальника обслуговують кінець жили, на який потім надягають наконечник. Подальші операції аналогічні операціям при окінцюванні алюмінієвих жил.
З'єднання алюмінієвих жил з мідними виконують у мідних гільзах. Кінці алюмінієвих жил попередньо обслуговують припоєм А, а потім олов'яно-свинцевим припоєм, а мідних жил - олов'яно-свинцевим припоєм. Після облужіванні мідних гільз пайку жил виконують олов'яно-свинцевим припоєм за технологією, розглянутої раніше.
Розділ ІІІ. Техніка безпеки при виконанні електромонтажних робіт
Досвід експлуатації електроустановок показує, що для безпечної роботи поряд із засобами захисту необхідно так організувати експлуатацію, щоб була усунена можливість помилок з боку обслуго вуючого персоналу.
При підготовці робочого місця з частковим або повним зняттям напруги технічні заходи проводять у такому порядку:
1. Вимикають необхідні струмопровідні частини та проводять заходи, які виключають помилкову подачу напруги до місця проведення робіт.
2. На вимкнутих комутаційних апаратах вивішують заборонні пла кати: «Не вмикати — працюють люди!», «Не вмикати — робота на лінії!» та ін. В разі необхідності встановлюють огорожі навколо струмопровідних частин.
3. До заземлюючого пристрою приєднують затискач переносного заземлення.
4. Перевіряють, чи немає напруги на вимкнутій частині установки. Якщо її немає, то заземлюють цю частину до контура заземлення.
5. Робоче місце огороджують переносними огорожами і вивішують попереджувальні і нагадувальні плакати: «Стій — висока напруга!», «Працювати тут!».
При підготовці робочого місця і в період роботи необхідно проводи ти такі організаційні заходи: 1) оформлення роботи нарядом або розпо рядженням; 2) допуск до роботи; 3) нагляд під час роботи; 4) отримання певного порядку записів у журналі перерв у роботі, переходів на інше місце роботи, закінчення роботи. Проводячи електромонтажні роботи, електрик повинен дотримуватися вимог техніки безпеки.
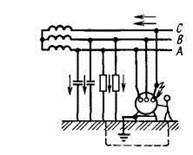
Опір ізоляції вимірюють мегомметром, дотримуючись таких основ них правил техніки безпеки:
1)Вимірювання можна проводити тільки тоді, коли вимкнені всі лінії, по яких подається напруга.
2)Необхідно переконатися у відсутності людей, що працюють на тій частині електроустановки, до якої має бути під'єднаний манометр.
3)Перед випробуванням кабелів напругою понад 1000 В їх слід роз рядити.
4)Проводи, які приєднуються до мегомметра, повинні мати хорошу ізоляцію на відповідну напругу. Вимірювання переносними приладами і струмовимірювальними кліщами, згідно з вимогами ПТБ, повинні виконуватися двома особами. В період експлуатації ці вимірювання проводяться оперативним персоналом і роблять записи в журналі.
Вимірювання переносними приладами необхідно проводити в діелектричних рукавицях і калошах, або зі стояків на діелектричному килимку. На кабелях напругою понад 1000 В жили повинні бути рознесені одна від одної на відстань, не меншу ніж 250 мм. При вимірюванні кліщі тримають так, щоб прилад не торкався проводів вимірювальних транс форматорів. Приєднання і від'єднання приладів необхідно виконувати при знятій напрузі.
Заміну плавких вставок запобіжників слід проводити при знятій напрузі. На групових щитах, де не можна зняти напругу, допускається заміна запобіжника під напругою, але при обов'язковому вимиканні навантаження. У цьому випадку треба обов'язково користуватися окулярами і діелектричними рукавицями або ізолюючими кліщами. Заміну плавких вставок з підлоги здійснює один електрик третього кваліфікаційного розряду, а якщо на висоті, — то два електрики, один з яких має кваліфікацію не нижче третього розряду. Електроінструмент і переносні електричні прилади повинні строго відповідати вимогам ПТБ. Робоча напруга електроінструменту має бути не вище 220 В при роботі у приміщеннях без підвищеної безпеки і 36 В — в приміщеннях з підвищеною небезпекою і поза приміщеннями. В особливо небезпечних приміщеннях при використанні електроінструменту на 36 В потрібно використовувати захисні засоби або електроінструмент на напругу 12 В. Оболонки кабелів і проводів необхідно вводити в електроінструмент і міцно їх закріплювати для запобігання зламів і стирань. Корпус електроінструменту на напругу понад 36 В необхідно заземлювати під'єднуючи його до спеціального затискача на контурі заземлення, позначеному «З» або «Земля».
Струмопровідні частини і заземлюючий контакт штепсельних з'єднань мають бути недоступні для доторкувань. Причому розетки і вилки, що використовуються на напругу 12 В і 36 В, повинні мати колір, який різко відрізняється від кольору штепсельних з'єднань напругою 127 і 220 В. Конструктивне виконання розеток має бути таким, щоб запобігти можливості помилкового вмикання на іншу напругу.
Електроінструмент і переносні електричні світильники приєднують багатожильним гнучким проводом з ізоляцією за напругою не менше ніж 500 В. Стан ізоляції значною мірою визначає ступінь безпеки експлуатації електроустановок. Під впливом тепла, динамічних зусиль, комутаційних і атмосферних перенапруг ізоляція старіє, стає непридатною. Періодичний контроль ізоляції (вимірювання її опору) проводять у встановлені правилами строки і у випадку виявлення дефектів. Опір ізоляції частин електрообладнання, що не перебуває під напругою, вимірюють мегомметром. Опір ізоляції має бути не нижче 0,6 МОм, в установках до 1000 В; 1 МОм, — для електроінструменту з ізольованими ручками.
Основними способами захисту від статичної електрики є заземлення металевих частин обладнання, які можуть електризуватися, застосовування струмопровідних покриттів, підлог, взуття. Це забезпечує витікання генерованого заряду на заземлені частини. Використовують також зволоження навколишньої атмосфери, нейтралізатори, браслети.
Під час монтування освітлювальних електроустановок слід дотримуватися наступних правил.
1. Ремонтні роботи в діючих електромережах виконують, як правило, дві особи.
2. При виконанні ремонтних робіт під напругою, роботу слід виконувати в діелектричних рукавицях, стоячи на гумовому килимку.
3. На ручках комутаційних апаратів слід вивішувати попереджувальні плакати «Не вмикати, працюють люди!».
4. Всі фази на вимкнутій частині ремонтної ділянки потрібно заземлювати і закорочувати.
5. Отвори, гнізда, борозни можна пробивати тільки в захисних окулярах і рукавицях.
6. Пробивати отвори і гнізда вручну дозволяється зубилами довжиною не менше 150 мм.
7. Пробивати проходи і натягувати проводи поліспастом можна тільки з нерухомих риштувань та пересувних вишок. З підставних драбин ці роботи виконувати заборонено.
8. Працювати на риштуваннях з додаткових підставок (ящиків, бочок і т. д.) не дозволяється. Залазити на риштування можна тільки по спеціально призначених для цього драбинах.
9. Не можна працювати під закріпленим поліспастом, яким натягнуто проводи.
10. Не можна працювати поблизу рухомих механізмів, останні необхідно надійно відгородити.
11. Заборонено торкатися тимчасових проводок, необхідно стежити за тим, щоб вони не мали оголених проводів.
12. Під час виконання електромонтажних робіт слід використовувати ручні переносні лампи на напругу до 36 В, а в особливо вологих місцях — на напругу 12 В.
13. Торкатися до елементів електромережі, що перевіряються, не безпечно!
Список використаної літератури
1. Анастасиев П.И., Бранзбург Е.З., Коляда А.В. Проектирование кабельных сетей и проводок. М., 1980.
2. Атабеков В.Б. Ремонт электрооборудования промышленных предприятий: Учеб. для сред. ПТУ — 5-е изд., испр. М.: Высш. шк., 1985.
3. Белоцерковец В.В., Чусов Н.П., Боязный Я.М. Механизация электромонтажных работ. М., 1977.
4. Бирюков Ю.С. и др. Монтаж контактных соединений. — М.: Энергия, 1980.
5. Бондаренко В.П., Плетник М.И. Справочник электромонтажника. Издание второе, переработанное. Киев, «Будівельник», № 71.
6. Вернер В.В., Вартанов Г.Л. Электромонтер-ремонтник. — М.: Высшая школа, 1982.
7. Воронина А.А., Шибенко Н.Ф. Безопасность труда в электроустановках: Учеб. пособ. для сред. ПТУ. — 4-е изд., перераб. и доп.— М.: Высш. шк., 1984.
8. Евсеев Р.Е., Евсеев В.Р. Сварка при производстве электромонтажных работ. Л., 1978.
9. Живов М.С. Подготовка трасс электропроводок и кабельных линий. М., 1977.
10. Живов М.С. Прокладка проводов и кабелей. М., 1978.
11. Зевин М.Б., Соколов В.Г. Справочное пособие молодого рабочего по на дежности электроустановок: Для сред. ПТУ. — 2-е изд., перераб. и доп. — М.: Высш. шк., 1987.
12. Инструкция по устройству сетей заземления и зануления в электроустанов ках, СН 102—76. — М.: Стройиздат, 1977.
13. Клюев А.А., Этус Н.Г. Справочник по монтажу вторичных устройств, кабелей и электроосвещения на электростанциях и подстанциях. М., 1978.
14. Коптев А.А. Монтаж кабельных сетей: Учебник для сред, проф.-техн. училищ. — М..: Высш. шк., 1983.
15. Ктиторов А.Ф. Производственное обучение электромонтажников по освещению, осветительным и силовым сетям и электрооборудованию.— М.: Высшая школа, 1984.
16. Лигерман И.И. Кабельные сети промышленных предприятий. М., 1975.
17. Никельберг В.Д., Кожухаров В.Н. Монтаж освещения промышленных и жилых зда ний.— М.: Энергоатомиздат, 1988.
18. Никулин Н.В. Справочник молодого электрика по электротехническим материалам и изделиям. — М.: Высшая школа, 1982.
19. Пантелеев Е.Г. Монтаж кабельных линий. М., 1979.
20. Принц М.В., Цимбалістий В.М. Освітлювальне і силове електро устаткування. Монтаж і обслуговування. — Львів: Оріяна-Нова, 2005.
21. Смирнов Л.П. Электромонтер-кабельщик. М., 1978.
22. Строительные нормы и правила СНиП III-33-76. Электротехнические уст ройства. Правила производства и приемки работ. М., 1977.
23. Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой изоляцией до 35 кВ. М., 1982.
24. Тирановский Г.Г. Механизация кабельных работ на энергетических объектах. М., 1976.
25. Троицкий И.Д. Производство кабельных изделий. М., 1979.
26. Чусов Н.П., Любашевская Р.И. Механизация кабельных работ па промышленных объектах. М., 1976.
Похожие работы
... , геологічні розрізи. В розділі технологія будівельного виробництва було вивчено науково-теоретичні положення сучасної технології будівельного виробництва і оволодіння практичними методами проектування технологічних процесів. Розроблені технологічні карти виконання робіт по зведенню монолітного каркасу, до яких входять: схема монтажу, схема організації робочого місця при бетонуванні вертикальних ...
... з електропередавальною організацією та інспекцією протипожежної охорони; - акт випробовування вентильних розрядників та обмежувачів перенапруг до і після їх монтажу; - акт на встановлення трубчастих розрядників; -протоколи вимірювання опорів заземлення грозозахисних пристроїв (розрядників, обмежувачів перенапруг і блискавковідводів). Споживач, що експлуатує засоби грозозахисту, повинен мати ...

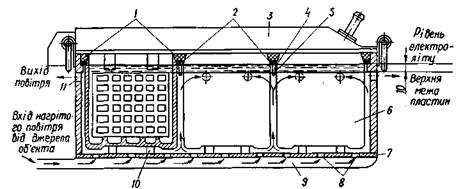

... пустити двигун в умовах безгаражного зберігання, крім інших вимог потрібні розігрівання охолоджених акумуляторних батарей до плюсової температури і створення нормальних умов розряджання і заряджання безпосередньо в автомобілі за межами підприємства, обладнаного спеціальними засобами розігрівання. Рис. 6. Дослідна обігрівна акумуляторна батарея: 1 - мастика; 2 - азбестовий поясок; 3 - кришка; 4 ...
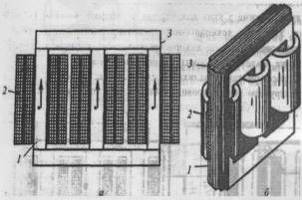
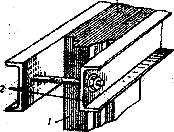
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
0 комментариев