Навигация
Загальні відомості про контактні з’єднання
76232
знака
1
таблица
17
изображений
2.1 Загальні відомості про контактні з’єднання
В електричних установках для з'єднання елементів електричного ланцюга між окремими струмопровідними жилами, струмопровідними жилами й контактною арматурою, а також між контактними арматурами й виводами електротехнічного пристрою утворюються конструктивні вузли, які називаються електричними контактними з'єднаннями. Контактні з'єднання розділяють на нерозбірні й розбірні. До нерозбірних відносять зварені, паяні й спресовані з'єднання, а до розбірних - болтові й гвинтові. При монтажі кабельних мереж розбірні контактні з'єднання застосовують тільки для приєднання кабелю до джерела або приймача електричної енергії.
До контактних з'єднань висувають наступні вимоги:
· електричний опір з'єднань не повинен бути вище опору ділянок цілої жили, що має таку ж довжину, як і з'єднання;
· електричний опір з'єднань не повиний збільшуватися в експлуатації в результаті нагрівання як струмами навантаження, так і струмами к.з.;
· механічна міцність повинна бути не менш 70% міцності цілої жили кабелю.
Порушення цих вимог приводить у перших двох випадках до місцевого перегріву ізоляції муфти, передчасному її виходу з ладу й додаткових втрат електроенергії, а в останньому до обриву жил у місцях з'єднання або окінцювання під дією розтяжних зусиль, спрямованих уздовж кабелю.
Електричний опір контакту складається з опору матеріалу жили й сполучної гільзи (наконечника) на довжині їхнього зіткнення й перехідного опору контакту, що залежить від чистоти контактуючих поверхонь, контактного тиску (у з'єднаннях, виконаних опресуванням) і припою (у з'єднаннях, виконаних пайкою). У контактних з'єднаннях, виконаних зварюванням, утвориться суцільнометалевий електричний ланцюг, з якої виключаються перехідні опори.
Перехідний опір у контактних з'єднаннях, виконаних опресуванням або пайкою, визначається оксидною плівкою, що володіє великою твердістю й значним електричним опором. Вона має високу температуру плавлення (2000°С), що утрудняє пайку й зварювання (температура плавлення алюмінію 657-660°С). Оксидна плівка міді утворюється повільно й легко віддаляється з поверхні жил, не роблячи впливу на якість контактного з'єднання. Більша теплоємність алюмінію пов'язана з витратами значної кількості тепла при сплавці жил, що створює небезпеку надмірного перегріву їхньої ізоляції при зварюванні або пайці. Через низької (у порівнянні з міддю) границі текучості алюмінію з'єднання вимагає застосування спеціальних пристосувань для стабілізації контактного тиску, без яких воно згодом слабшає.
У з'єднаннях алюмінію з міддю або сталлю утворюється гальванічна пара, що руйнує контакт цих з'єднань, тому використають спеціальні мідно-алюмінієві перехідні деталі й наконечники.
2.2 З’єднання і окінцювання опресуванням
Для окінцювання й з'єднання алюмінієвих жил застосовують стандартні кабельні наконечники ТА (алюмінієві) і ТАМ (мідно-алюмінієві), шрифтові ШП (мідно-алюмінієві) і сполучні алюмінієві гільзи ГА, для окінцювання й з'єднання мідних струмопровідних жил - стандартні кабельні наконечники Т і сполучні гільзи ГМ. Для створення зусиль, необхідних при обпресуванні, використають різноманітні механізми. Послідовність окінцювання й з'єднання алюмінієвих жил показана на рис. 5, а-і й 6, а-і.
Залежно від перетину й класу жил вибирають наконечник (гільзу), інструмент і механізм. Маркування наконечників і гільз відповідає їхнім внутрішнім діаметрам і збігаються з маркуванням пуансонів і матриць, полегшуючи їхній вибір. З ділянки жили, рівного довжині трубчастої частини наконечника або половині довжини, гільзи, збільшеного до розміру, зазначеного при монтажі муфти даної марки, знімають ізоляцію (рис. 5, в й 6, в). Секторну жилу попередньо закругляють: багатодротову - плоскогубцями; однодротовим і комбіновану - спеціальним інструментом. Жилу, звільнену від ізоляції, зачищають до металевого блиску (рис. 5, г й 6, г) і негайно змазують кварцевазелиновою пастою. Паста, що складається з рівних кількостей (по масі) очищеного кварцового піску й технічного вазеліну, перешкоджає утворенню оксидної плівки алюмінію, а в процесі опресування забезпечує додаткове зачищення контактуючих поверхонь.
Внутрішню поверхню наконечника або гільзи протирають чистим дрантям, змоченим в бензині, зачищають до металевого блиску (рис. 5, а й 6, а), а потім змазують кварцевазелиновою пастою (рис. 5, б й 6, б). Якщо наконечники або гільзи поставляють із підприємства-виготовлювача із шаром кварцевазелинової пасти на внутрішній поверхні, операції по зачищенню й змащенню не виконують.
Наконечник або гільзу надягають на жилу. Жила повинна входити в наконечник до упору (рис. 5, е), а в гільзі торці жил повинні розташовуватися в середині гільзи (рис. 6, е) і впиратися друг у друга.
Зібране, окінцевання або з'єднання встановлюють у механізм для опресування, попередньо відводячи пуансон від матриці в крайнє положення (рис. 5, ж й 6, ж), а потім виконують опресування: наконечників - двозубим інструментом в один прийом або однозубим - у два прийоми, сполучних гільз - двозубим інструментом у два прийоми, однозубим у чотири прийоми (рис. 5, з й 6, з).
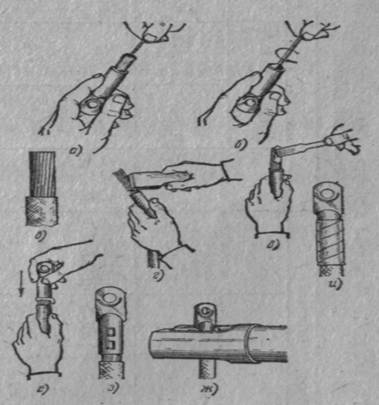
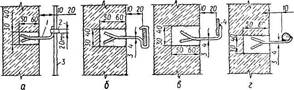
Рис. 5. Окінцювання алюмінієвих жил опресовкою:
а - зачищення внутрішньої поверхні наконечника, б - змащення внутрішньої поверхні наконечника, в - кінець жили зі знятою ізоляцією, г - зачищення кінця жили, д - змащення жили кварцевазелиновою пастою, е - надягання наконечника на жилу, ж - опресування наконечника, з - спресований наконечник, і - готове окінцювання
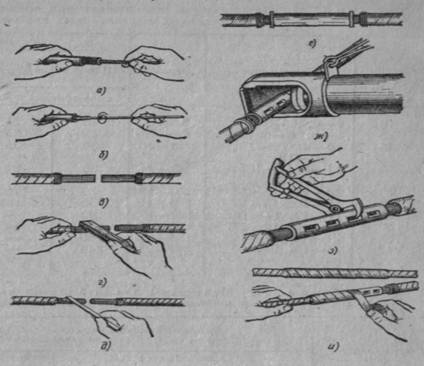
Рис. 6. З'єднання алюмінієвих жил опресуванням:
а - зачищення внутрішньої поверхні гільзи, б - змащення внутрішньої поверхні гільзи, в - кінці жил зі знятою ізоляцією, г - зачищення кінців жил, д - змащення жив кварцевазелиновою пастою, е - надягання гільзи на жили, ж - обпресування гільзи, з - вимір залишкової товщини в місці опресування, і - готове з'єднання
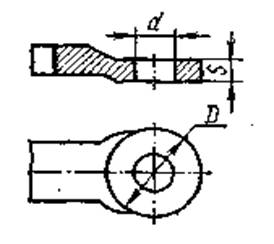
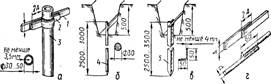
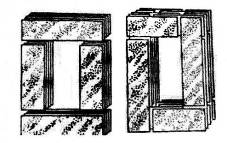
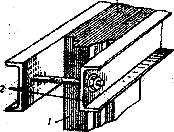
Рис. 7. Контактна поверхня, утворена на кінці жили способом об'ємного штампування (за допомогою порохового преса ППО-95М, ППО-240)
Закінчення опресування визначають по моменту упору шайби пуансона в торець матриці. У процесі опресування стежать за симетричним розташуванням лунок по осі окінцювання або з'єднання.
Після зняття механізму зі спресованого окінцювання або з'єднання видаляють надлишки кварцевазелинової пасти, притупляють гострі грані, роблять знежирення поверхні. Готове окінцювання (з'єднання) ізолюють (рис. 5, і й 6, і).
Окінцювання й з'єднання мідних жил кабелів перетином 16-240 мм2 опресуванням роблять по тій же технології, що й алюмінієвих, але з наступними особливостями: жилу, наконечник або гільзу зачищають до металевого блиску; кварцевазелинову пасту не застосовують; наконечник на жилі опресовують тільки одним вдавленням, а гільзу - двома вдавленнями (по одному на кожну жилу). Наконечник і гільзи, механізму для опресування, матриці й пуансони до них вибирають відповідно до даних таблиці.
Окінцювання алюмінієвих однодротових секторних жил перетином 25-240 мм2 здійснюється способом об'ємного штампування за допомогою порохових пресів ППО-95М и ППО-240.
Кінець жил встановлюють на матрицю порохового преса. При вибуху порохового заряду пуансон преса деформує жилу й утворює наконечник з повністю оформленою контактною поверхнею. Плівка, що закриває отвір під болт й облой по периметру лапки, має товщину 0,1-0,3 мм і легко віддаляється ножем (див. рис. 7).
Похожие работы
... , геологічні розрізи. В розділі технологія будівельного виробництва було вивчено науково-теоретичні положення сучасної технології будівельного виробництва і оволодіння практичними методами проектування технологічних процесів. Розроблені технологічні карти виконання робіт по зведенню монолітного каркасу, до яких входять: схема монтажу, схема організації робочого місця при бетонуванні вертикальних ...
... з електропередавальною організацією та інспекцією протипожежної охорони; - акт випробовування вентильних розрядників та обмежувачів перенапруг до і після їх монтажу; - акт на встановлення трубчастих розрядників; -протоколи вимірювання опорів заземлення грозозахисних пристроїв (розрядників, обмежувачів перенапруг і блискавковідводів). Споживач, що експлуатує засоби грозозахисту, повинен мати ...

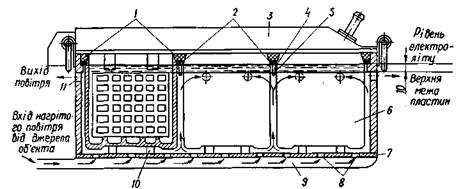

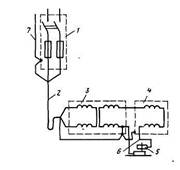
... пустити двигун в умовах безгаражного зберігання, крім інших вимог потрібні розігрівання охолоджених акумуляторних батарей до плюсової температури і створення нормальних умов розряджання і заряджання безпосередньо в автомобілі за межами підприємства, обладнаного спеціальними засобами розігрівання. Рис. 6. Дослідна обігрівна акумуляторна батарея: 1 - мастика; 2 - азбестовий поясок; 3 - кришка; 4 ...
... і стержнем. Планки одночасно служать для кріплення обмоток на стержні і запобіганню їх зміщень при дії електродинамічних зусиль. Від нижнього і верхнього ярем обмотки ізолюють масляними каналами і бар'єром, що утворюються ярмовою ізоляцією (рис.15, а). Ярмова ізоляція - це електрокартонна шайба 1 товщиною 2-Змм з закріпленими на ній прокладками. Рис.16. Монтаж обмоток трансформатора: а -
0 комментариев