Навигация
Розробка технологічного процесу виготовлення деталі машини
19534
знака
0
таблиц
3
изображения
Курсова робота
„Розробка технологічного процесу виготовлення
деталі машини”
План
1. Завдання курсової роботи
2. Визначення технологічного процесу виготовлення заготовки
3. Проектування литої заготовки
4. Проектування цільної машинобудівної заготовки
5. Проектування комбінованої заготовки
6. Проектування комбінованої, зварюваної заготовки
Додаток А
Література
1. Завдання курсової роботи
У курсовій роботі пропонується:
- За даними креслення деталі і типом виробництва визначити технологічний процес виготовлення машинобудівної заготовки та спроектувати її;
- Розробити технологічний процес механічної обробки спроектованої заготовки.
Креслення деталі і тип виробництва видається (викладачем) кожному студенту індивідуально. Прогресивну заготовку студент проектує у двох варіантах. Перший варіант – цільна заготовка (лита або кована, штампована тощо), другий варіант – комбінована зварена заготовка.
2. Визначення технологічного процесу виготовлення заготовки
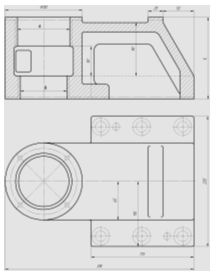
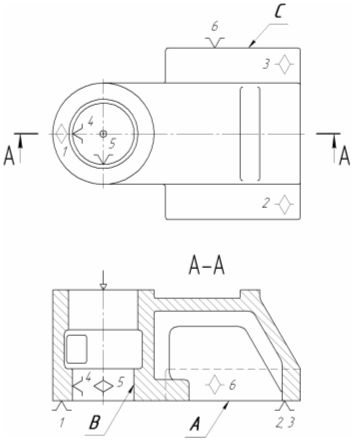
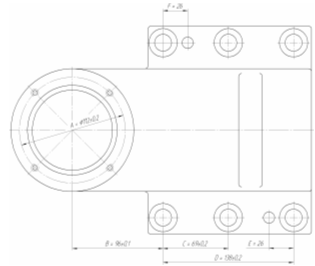
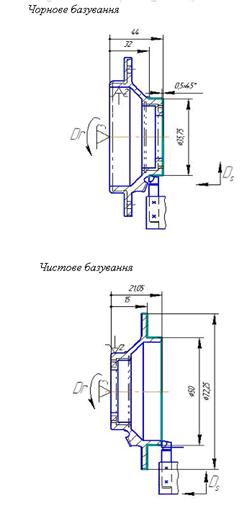
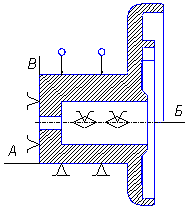
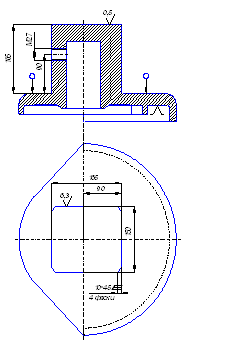
Маємо деталь – кришка передня. Дана деталь використовується на різного типу трубопроводах. Є універсальною за своїм призначенням. Ця деталь виготовляється із легованої конструктивної сталі 40Х [2]. Може бути призначена як для переходу з одного діаметру трубопроводу до іншого(більшого), служить для міцного та герметичного з’єднання труб, приєднуючи їх до машин, апаратів і ємностей.
Вибраний метод повинен забезпечити мінімальну собівартість деталі, витрати на матеріал, виготовлення заготовки і наступна механічна обробка разом із накладними витратами повинні бути найменші. В нашому випадку надаємо перевагу литій заготовці, так як це значно вигідніший, простіший і дешевший спосіб для виготовлення даної деталі, аніж, наприклад, штамповка. Тому що виготовити доволі просту форму виливка значно простіше, ніж штамп для деталі такого розміру.
Лиття – один з основних способів виробництва заготовок в машинобудуванні, тому що дозволяє одержати відливок практично будь-якої форми і маси з необхідними фізико-механічними властивостями. Лиття часто не тільки простіший, але й економічніший за інші способи виробництва. Якість виливків переважно залежить від фізичних, механічних, хімічних і технологічних властивостей матеріалів, з яких вони виготовлені. Основними з них, що визначають якість литих заготованок, є рідкоплинність, усідання, схильність до ліквідації та газопоглинання.
Способи виготовлення виливків класифікують: за кількістю заливань розплавів у ливарну форму(разові та багаторазові); за конструкцією ливарних форм (рознімні та нерознімні): за матеріалом, з якого виготовляють форми (піщано-глиняні, піщані, земляні, графітові, керамічні, металеві, шамотно-цегляні тощо); за тиском, під яким перебуває рідки метал у формі (атмосферний, низький, високий, вакуум); за способом подавання розтоплених стопів у форми (вільне лиття, вакуумне лиття, лиття за допомогою вібрації, ультразвуку, електромагнітних полів тощо). На практиці застосовують також комбіновані способи, тому часто спосіб виготовлення виливка одночасно належить до різних класифікаційних груп. У літературі можна зустріти поділ способів виготовлення виливків на звичайні, тобто поширені, та спеціальні, що мають конкретне (обмежене) застосування.
Спеціальні способи дають змогу виготовляти виливки вищої якості, точності розмірів, складності форми або зі спеціальних туготопких стопів тощо. Така класифікація способів виготовлення виливків є умовної та тимчасовою.ьПеред вивченням різних способів виготовлення виливків треба відзначити, що їхнє розповсюдження визначається насамперед техніко-економічною доцільністю виготовлення заготованок.
Як показує практика, часто вибір дорожчої, але якіснішої заготованки за рахунок зменшення обсягу її подальшого оброблення забезпечує нижчу вартість виробу. Тому в процесі добору способу виготовлення заготовки потрібний детальний та всебічний аналіз усіх альтернативних варіантів.
3 Проектування литої заготовки
Вихідними даними для проектування є: конструкція деталі, її призначення, матеріал, тип виробництва. Спочатку визначають спосіб лиття: лиття у піщаних формах, за виплавлюваними моделями, лиття в оболонкових формах, лиття під тиском, відцентровим способом та ін. Залежно від вибраного способу лиття визначають клас точності розмірів і масу виливка, групу складності [3]. Встановлюють мінімально допустиму товщину стінок виливка, виходячи з його розмірів, конфігурації, технологічних властивостей матеріалу, призначення. Мінімально допустиму товщину стінок виливка визначають за наведеним габаритним розміром
![]() (1)
(1)
де, l, b, h – відповідно довжина, ширина і висота виливка.
Для виливків, отриманих литтям у піщаній формі, мінімальну товщину стінок визначають за графіками (додаток Б). При N<0,1 мінімальну товщину стінок беруть такою: для сплавів алюмінію – до 2 мм, для мідних олов’яних сплавів – 2,5 мм, для безолов’яних сплавів – 4 мм. Якщо матеріалом виливка є легована сталь, товщину стінок збільшують на 20-30% у порівнянні з однотиповими виливками з вуглецевих сталей.
Якщо отримана мінімальна товщина стінки більше тієї, що зазначена на кресленні (з урахуванням припусків на механічну обробку), вносять відповідні корективи. Після цього назначають напуски, допуски на розміри, формовочні нахили. Напуски назначають на тих ділянках виливка, де отвори, впадини, порожнечі і тому подібне отримати литтям неможливо або дуже важко. У разі необхідності напуски потім ліквідують механічною обробкою. Напуски дозволяють зробити технологічну оснастку і саму технологію лиття більш простішою і в кінцевому підсумку отримати більш якісну заготовку.
Мінімальний діаметр отворів, отриманих литтям, визначають за формулою:
dmin=d0+0,1*S (2)
де d0 - вихідний діаметр, мм;
S – товщина стінки, мм.
Числове значення діаметра d0 вибирають залежно від матеріалу виливка: для мідних сплавів – 5мм, для чугунів і алюмінієвих сплавів – 7 мм, для сталей – 10 мм. Якщо розмір отвору на кресленні заготовки менший від отриманого dmin за формулою (2), то такий отвір литтям не виготовляють.
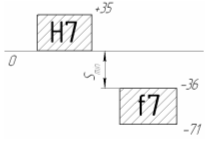
Допуски на лінійні розміри виливків назначають за ГОСТом 26645-85 залежно від класу точності і номінального розміру [3]. Допуски на кутові розміри у перерахунку на лінійні не повинні перевищувати установлених величин [3]. Для охоплюючих поверхонь (отвір) допуски назначають „в плюс”, а для охоплюваних (вал) – „в мінус”. Для інших підлеглих або непідлеглих механічній обробці поверхонь виливка рекомендується симетричне розміщення полів допусків. Припуски на механічну обробку (на сторону) поділяються на основні і додаткові. Основні припуски вибирають за таблицями [3] залежно від допусків на розміри виливка і ряду припусків. Отримані значення припусків відносять до поверхонь виливка, які знаходяться при заливанні збоку або знизу. На поверхні, які знаходяться при заливанні зверху, рекомендується припуск збільшувати до значення, відповідного ряду припусків. Додатковий припуск на механічну обробку служить для компенсації відхилень розміщення елементів виливка: коробління, зміщення по площині розніму та ін. Його назначають у тому разі, коли найбільше із відхилень перевищує половину допуску на відповідний розмір виливка. Величину додаткового припуску визначають за таблицями [3].
Загальний припуск на механічну обробку дорівнює сумі основного і додаткового припусків. На завершальному етапі проектування литої заготованки оцінюють її технологічність. Оцінку виконують за коефіцієнтом використання матеріалу:
![]()
де Мд – маса деталі;
Мз – маса заготовки.
Отримані за формулою (3) значення ![]() повинні бути більшими або дорівнювати 0,7. В іншому випадку потрібно скорегувати форму заготовки, максимально наблизивши її до готової деталі, і знову обчислити
повинні бути більшими або дорівнювати 0,7. В іншому випадку потрібно скорегувати форму заготовки, максимально наблизивши її до готової деталі, і знову обчислити ![]() і так далі, поки не буде досягнуто
і так далі, поки не буде досягнуто ![]()
![]() 0,7. При цьому можливе зменшення уже встановлених припусків на окремих поверхнях заготовки.
0,7. При цьому можливе зменшення уже встановлених припусків на окремих поверхнях заготовки.
Похожие работы

... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...


... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...

... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...
0 комментариев